提升络筒机生产效率的管理实践
2020-06-23彭长根王淑娴
卞 童 彭长根 王淑娴
(南通华强布业有限公司,江苏南通,226611)
近两年,受国内国际经济形势的影响,纺织行业持续低迷,尤其生产厂家库存压力持续增加,关闭、停产时有报道。在严峻的行业形势下,如何提高产品的核心竞争力是每个纺织企业都必须高度关注的现实问题。生产效率作为衡量企业生产成本的关键指标,备受企业的高度重视。络筒作为纺纱的最后一道工序,全面提升络筒机的生产效率,是纺纱企业日常工作的重点。
一直以来,我公司使用的萨维奥托盘式自动络筒机的运转效率在82%左右,一旦纱线品种结构发生变化,就会明显降低运转效率,致使管纱堆积,供应不畅。针对这种生产现状,从2019 年二季度开始,公司要求各生产车间加强过程管理,提升络筒机的生产效率。
1 原因分析
影响络筒机生产效率的因素很多,结合我公司实际情况进行分析,主要存在以下原因。
(1)原料换批频繁。品种翻改造成机台频繁了机,尤其对托盘式全自动络筒机影响较大,严重降低了机台的生产效率。
(2)管纱纱疵多。切除管纱中有害纱疵是自动络筒机的主要功能,管纱纱疵的数量直接影响着络筒机的生产效率。在统计数据时发现,管纱的纱疵存在较大的不确定性,且因此造成的返管现象较多,影响了机台生产效率。据统计,管纱的十万米纱疵每增加10 个,机台的效率降低0.7个百分点左右[1]。
(3)管纱成形不良。生产中由于各种原因造成的松纱、坏纱或因卷绕参数设置不当造成的脱圈等,不仅影响了产量,降低了机台生产效率,还增加了挡车工劳动强度,影响了络筒质量。另外,换批、改纺产生的半管纱等增加了自动络筒机换管找头次数,也直接影响了自动络筒机的生产效率。
(4)运转操作不当。由于人员流动等原因,操作人员的培训未能适应生产需要,造成巡回不及时、机台红灯停车等待时间长、清洁不彻底等现象,这都在不同程度上影响了机台的生产效率。
(5)设备状况不良。络筒机的机械效率直接影响机台的生产效率。有资料显示,机械因素占整机生产效率影响因素的25%[2]。
(6)环境因素。车间环境的温湿度控制对电子清纱器的工作状况影响较大,尤其是电容式电子清纱器受温湿度变化影响较大,而光电耦合式电子清纱器相对而言比较稳定。同时车间温湿度的变化也会影响工人的情绪,进而影响看台质量。
2 主要解决措施
2.1 减少品种翻改时间和频次
受外围环境影响,原棉采购呈现周期短、批次多、质量波动大等特征。为降低生产经营成本波动的风险,原料换批次数不可避免的较以前有所增加。在此情况下,车间通过合理安排生产、控制品种翻改、原料换批前后品种尽量趋于一致等措施,减少翻改时间和了机次数,提升机台运行效率。
2.2 纱疵的控制
充分运用络筒切疵的统计功能,根据电子清纱器切疵数据与纱疵形态,对生产过程中出现的纱疵问题进行分析,并有针对性的采取技术措施,加强过程管理和半制品质量控制,减少半制品及管纱纱疵。
纱疵可分为常发性纱疵和偶发性纱疵,如果按照纱疵的形态可分为棉结纱疵、短粗型纱疵、长粗型纱疵和长细型纱疵。偶发性纱疵多为短粗型纱疵,因其对布面质量影响大,容易造成用户质量反馈,且自动络筒剪切的短粗型纱疵几乎占十万米纱疵所切纱疵的50%以上,为有害纱疵。由于其数量直接影响自动络筒机台的生产效率,所以生产过程中需对偶发性纱疵的产生进行控制。
2.2.1 偶发性纱疵的控制
偶发性纱疵的产生多与车间生产环境波动、通道清洁或运转操作有关。如车间生产JC 14.6 tex 过程中,络筒工序的十万米切疵数时常有波动,切疵分析认为是前道工序通道有缠绕或挂花现象造成。因此对末并机台系统中的质量统计功能数据进行跟踪,发现报表中的十万米棉网厚点统计数据时常有波动,严重时20%的十万米厚点统计数达到100 个以上。通过跟踪发现,牵伸胶辊在生产过程中较易出现缠绕,一旦发生缠绕,棉网厚点数就会急剧增加。为此,我们将胶辊进行清洁处理,并缩短挡车工清洁周期后,厚点检测数趋于正常,自动络筒十万米剪切数也趋于正常,生产效率由79%提高到83%。
2.2.2 优化工艺参数减少常发性纱疵
除加强通道清洁控制偶发性纱疵的产生外,常规性纱疵的控制和减少也很重要。各道工序的工艺参数正确设置对纱疵的影响较大。在开展课题活动过程中,车间对工艺参数的优化做了大量试验,并在一定程度上明显改善了成纱的纱疵分布和数量。如在JC 22.4 tex 品种上,通过调整末并、粗纱的定量,纱疵数量发生了明显变化,具体如表1 所示。

表1 不同定量对成纱纱疵的影响
由表1 可以看出,与方案1 相比,方案2 小纱疵减少30%,总纱疵减少8%;方案3 小纱疵减少20%,总纱疵减少24%,但由于长细纱疵偏高,综合考虑后选择方案2。优选后,自动络筒的切疵数下降了18%。
2.2.3 优化电清参数合理切疵
优化自动络筒清纱工艺,在稳定筒纱质量的同时,合理减少切疵数,提高机台生产效率。在生产中,将集聚纺C 14.6 tex 品种的自动络筒切纱工艺进行优化试验,其中方案A 为分级切纱倍数第一列3.2~3.9 切纱,棉结N 3.8;方案B 为分级切纱倍数第一列3.2~3.9 不切纱,棉结N 3.8;方案C 为分级切纱倍数第一列3.2~3.9 不切纱,棉结N 3.6。3 种不同切纱方案自动络筒切纱情况如表2 所示。

表2 不同切纱工艺切疵数量比较
通过表2 数据可以看出,方案C 从纱线质量和自动络筒效率来看最优。因此将集聚纺C 14.6 tex 的切纱工艺进行调整并跟踪指标与效率,最终质量指标稳定且加工效率稳定在84.5%~86%之间。
另外,络筒速度对生产效率的影响也较大,如C 19.4 tex 品种的生产效率一直不高,经过对切纱数据进行分析,其原因一是因为十万米切疵数过高,二是络筒速度偏快。因此将络筒速度由1 450 m/min 降为1 350 m/min 后,生产效率上升了2 个百分点。
在课题活动中,通过各种工艺试验和比较,进一步优化工艺参数,使成纱质量、机台生产效率得到很大的提升,为进一步提升络筒效率提供了保障。
2.3 提升管纱成形和卷装
提高管纱成形质量,避免纺纱中途停车及不到定长落纱的情况,减少络筒换管、找头等造成的等待。在品种翻改后及时进行管纱成形的跟踪和调节,防止出现松纱、坏纱等现象。在生产中发现,管纱在落纱时没有纱尾会造成络筒寻头困难,我们对此进行专项检查和整改,以提高寻头效率。对细纱短车进行集落改造后的管纱卷装容量变小,在一定程度上增加了络筒的换管次数,通过对成形机构改用电子升降装置,有效增加了约16%的管纱容量。该项措施在提升细纱机效率的同时,也有效减少了自动络筒的换管次数,且通过对参数的优化设置,大幅降低了管纱脱圈的现象。
2.4 提升挡车工操作技能
加强挡车工操作技能培训,提高看台质量。车间通过跟踪机台生产效率,并对收集到的数据进行分析,发现运转班之间机台生产效率存在较大的差异。数据对比如图1 所示。
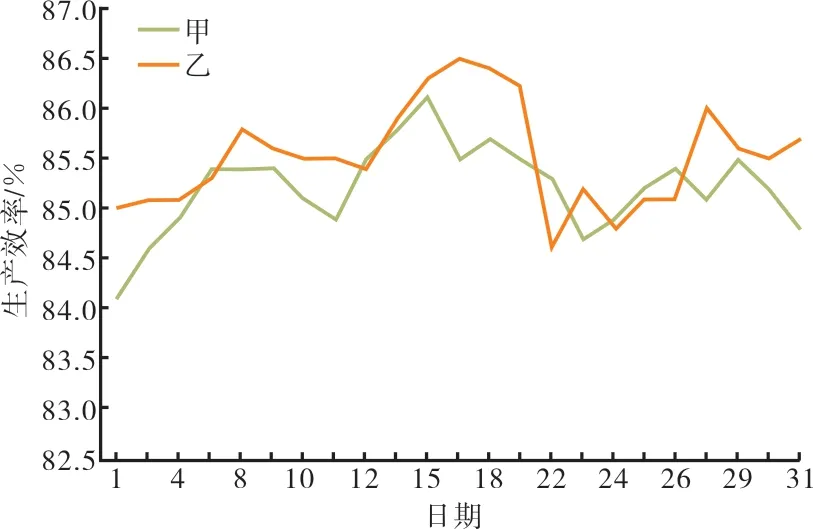
图1 不同班次自动络筒效率对比曲线图
车间结合实际运转情况,对各类问题进行收集汇总,制作培训课件,通过实地讲解、动作演示等方法对自动络筒挡车工进行培训,以提高挡车工看台水平,并做到有异常及时与设备人员沟通解决。与此同时,发动车间开展多种生产竞赛,鼓励挡车工自我提升看台能力和挡车质量。通过各类活动的开展,有效减少了自动络筒机台的红灯等待、因清洁不良造成的锭子异常等现象,有效缩短了班与班之间的差异,提高了生产效率。
2.5 保持良好的设备基础
在课题活动中,车间努力提高设备基础状况,提升设备人员技术水平,提高其解决问题的能力。通过开展各种类型的技术培训、帮教活动和技术比武,激励员工主动进行技术提升。与此同时,加强对机台维护保养质量的检查力度,极力消除落后机台和落后锭子,杜绝空锭的产生。
2.5.1 提升自动落纱小车成功率
检查发现落纱小车存在落纱不到位现象,主要采取逐锭调整纸管架的位置,以解决纸管本身位置不正现象;让落纱小车对每一个单锭进行换纸管循环检查,调整落纱小车至单锭停止位置,以解决纸管放不到位问题;同时检查并处理大夹头不活络及筒子架不灵活的锭位等措施,提升落纱小车生头的成功率。落纱时的额外效率从4.6%左右降至0.7%,大大提高了落纱成功率。
2.5.2 提升管纱寻头成功率
在生产中,对生产效率低的机台重点进行跟踪处理。如16 号机台的生产效率只有78% 左右,通过跟踪分析其原因:一是同时生产两个品种的托盘式自动络筒机台本身就缺少锭脚芯片;二是由于车尾卡管导致锭脚供应不上,以及小吸嘴寻不到头而报警红灯多引起的。因此,针对性地采取以下措施解决:对拔管链条上下轴轴承以及下横轴进行整修;对寻纱尾留尾装置进行调节,确保锭脚到单锭后纱尾能够被吸到;对小吸嘴盖板进行检查、修磨,确保夹得住纱尾。经过以上措施整修后,车尾报警次数由58 次/班降为15 次/班,管纱寻不到头报警次数由187 次/班降至31 次/班,红灯报警率由6.7%降至2.3%,额外循环从17%降至12.6%,寻纱尾效率从87%提升至93%,单锭生产效率从77.6% 提升至84%左右。
2.5.3 对落后机台进行重点整修
对机台进行横向比较,找出落后机台,并对其进行重点突破。针对自动络筒19 号机台生产效率低于同品种20 号机台的问题,组织自动络筒相关人员进行跟踪整修,经过跟踪发现该机台红灯报警、系统报警及循环等方面均高于其他机台。其中,在红灯报警中,大小吸嘴寻不到纱的报警较多。针对该现象,采取以下措施解决:清洁车头滤网,提高通风效果;适当提高吸风电机的频率,由65 Hz 提高到68 Hz,加大整台机台的吸风能力,吸风负压由40 Pa 变为45 Pa 左右;调整大吸嘴到筒子的距离;调整筒子的反转速度,由原来的100 r/min 降为30 r/min;清洁小吸嘴并对其铝盖进行整修;重新设置了大小吸嘴找头的次数,将小吸嘴吸纱尾方式由0 档调为1 档。通过以上措施,红灯报警率由1.7%~2.0%下降到0.6%~0.7%左右,同时额外循环的统计数据也相应得到降低。
针对系统报警,跟踪原因为清纱器报警较多,重点对电子清纱器检测头内部积花进行清洁、揩擦检测槽污垢,并重新校正。经过以上措施处理后,报警次数明显减少。
经过跟踪调整,该机台与20 号机台(同品种)的生产效率基本一致,能够达到84%左右。
2.6 加强运转的日常管理
通过课题活动发现管理中存在问题,落实措施,提升管理质量。在课题攻关活动中发现,每逢周末,自动络筒的生产效率均存在明显下降的现象。经过查询机台统计数据、了解挡车工实际情况,并组织自动络筒检修工和保全工共同分析原因,发现在周末存在以下几个现象:由于管纱问题导致返管率高于工作日;自动络筒亮红灯现象明显高于平常,切疵率高;自动络筒挡车工处理红灯的频率低于平常;检修工处理落后锭子的及时性低于平常。车间落实相关人员对以上问题进行跟踪分析,发现均与周末的管理工作相关,在周末由于车间管理人员休息,轮班管理存在松懈现象。因此,车间安排管理人员在周末轮流值班,并制定相应的管理规定,促使轮班提升在周末及中夜班的管理质量,从空调调节效果到挡车工、检修工等人员工作效率等方面进行全面提升。通过管理,周末的机台生产效率与工作日趋于一致。
3 结束语
通过课题活动的开展,车间针对课题要求,对影响络筒生产效率的因素进行详细分析和辨识,在成纱质量控制、纺纱工艺优化、设备基础状况提升、人员操作以及日常管理等方面针对性的采取措施,有效降低了成纱纱疵,合理控制了切纱数。使设备状况、工艺参数设定的合理性以及人员操作水平均得到不同程度的提升,并最终实现了自动络筒生产效率的提升。目前,我公司各车间自动络筒生产效率均比开展课题活动前提升3 个~4 个百分点,在一定程度上降低了生产成本。