自动化泡沫铝生产设备的研制
2020-06-22张庆福李昊周云鹏李帅
张庆福 李昊 周云鹏 李帅
【摘 要】论文以熔体发泡法制备泡沫铝的生产工艺为研制基础,借鉴了传统设备的特点,对加热炉、搅拌设备、发泡模具以及推送装置等关键部位进行了重点设计,设计开发出自动化泡沫铝生产线。目前,设备具备1800t/a的泡沫铝生产能力。
【Abstract】Based on the production process of aluminum foam prepared by melt foaming process, the paper draws on the characteristics of traditional equipment and focuses on the design of heating furnaces, stirring equipment, foaming mould, pushing devices and other key parts, and designs and develops automatic production line for aluminum foam. At present, the equipment has an annual production capacity of 1800 tons of aluminum foam.
【关键词】泡沫铝;熔体发泡;自动化;研制
【Keywords】aluminum foam; melt foaming; automation; development
【中图分类号】TF125 【文献标志码】A 【文章编号】1673-1069(2020)03-0170-02
1 引言
泡沫铝是以孔隙为特征的超轻型金属结构材料,实现了结构材料的轻质多功能化,比重小,具有吸声降噪、阻尼减震、能量吸收、电磁屏蔽及多功能兼容等性能,在军用和民用领域均有着广阔的应用前景。
熔体发泡发工艺是由纯度为99.8%的铝锭经高温熔解后,加入适量的增粘剂搅拌增粘,再加入发泡剂分解产生气体,由于气体膨胀形成气泡,经冷却后得泡沫金属[1]。但由于其工艺控制难度大,很难实现连续性生产,国内多数企业采用间歇式的生产方式且自动化程度较低,造成生产成本高、产品质量差,严重制约了对泡沫铝材料的使用。
本文设计开发出一种集预热、搅拌、发泡、冷却过程于一体的泡沫铝生产设备,在吸收借鉴传统井式炉的基础上,增加了提升、推送等结构,优化生产节拍,在保证产品质量的前提下,提高了生产速度,大大降低了泡沫铝的生产成本。
2 基本工艺参数
在自动化泡沫铝生产线研制过程中,首先进行充分的市场调研,结合建筑材料的技术要求,将泡沫铝板材尺寸定型为1200mm×600mm,并以此作为技术基础,将设备基本参数设计如下:
产能:1800t/a;
生产节拍:25min/炉;
搅拌工位:1个;
预热工位:2个;
冷却工位:1个;
炉内控温精度:±5℃;
铝液控温精度:±5℃;
发泡槽尺寸:1560mm×6500mm×800mm;
搅拌桶尺寸:?500mm×300mm×1000mm;
炉体外形尺寸:4880mm×2610mm×3600mm。
3 主要結构特点
自动化泡沫铝生产线主要由加热炉、搅拌桶、搅拌器、发泡模具及提升装置、推板式步进输送机、炉外辊道式输送机以及温度控制柜组成。
3.1 加热炉
加热炉体主要由Q345及310S型钢制造。炉壳经防锈处理后,喷涂W61系列有机硅耐温漆,炉体底部预留炉内辊道机架及发泡模具提升装置的接口[2]。加热炉设发泡槽预热区域、发泡加热区域,两区域分别控制温度,设有炉内循环风机使得加热单元充分受热,炉衬采用陶瓷纤维模块,锚固在炉壁上及底部,加热元件为0Cr25Al5电阻合金带,电阻带绕成波纹形,波峰及波谷分别采用陶瓷丁锚固在炉墙上。为了避免隔热絮状材料及杂物进入发泡铝模具内,设计过程中在炉膛顶部采用316材质制作的防护套进行有效隔绝。
3.2 搅拌装置
发泡搅拌器安装在炉顶部位,搅拌器采用310S空心轴,发泡搅拌器采用三角皮带传动、三片式搅棍棒连续旋转搅拌,以保证受热不引起变形。搅拌器采用变频器无极调速(100~3000rmp),通过力矩传感器精准控制搅拌力矩。按工艺要求,在搅拌过程中的降温阶段,采用风冷装置进行强制降温,搅拌过程中能够控制铝液温度下降速率为10~20℃/min[3]。
搅拌桶采用厚壁无缝钢管制成,以确保在高温状态下不变形。采用快速卡套固定在炉体位,方便快速检修、更换密封件。搅拌桶底部设置机械加工成型的密封槽,搅拌桶顶部设有吊环方便更换石墨密封件。搅拌桶连续使用8炉次无须吊出更换密封,搅拌桶更换密封件时能够达到20min/次。
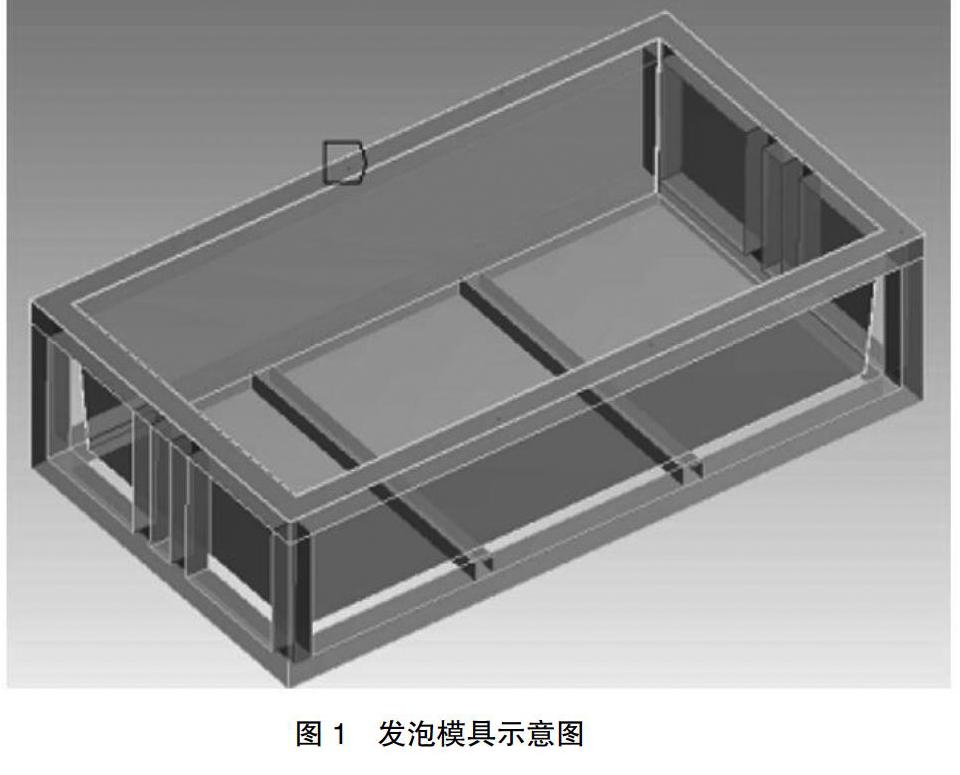
3.3 发泡模具及提升装置
发泡凹槽和支架全部为壳模型,如图1所示,凹槽和支架之间的连接采用bonded的方式,凹槽厚2mm,支架厚3mm,材料为Q345碳钢,凹槽四边通过螺栓固定在支架上。凹槽、支架、轮滑装配成小车,其中倒入90kg的800℃高温铝液。经过5min的保温过程,在凹槽两侧喷洒冷水对凹槽进行冷却,过程约10min。
模具提升采用两台电液拉杆机将发泡模具提升到需要的工位。调整油缸的压力及调整导柱位的弹簧,已达到搅拌桶与发泡模具密封的松紧度。调整油缸的流量,以同步提升发泡模具及平稳提升速度,故障率低于1/5000。电液拉杆机设置在加热炉的侧墙位,方便检修及调整。
3.4 推送装置
炉内辊道式输送机采用推板步进式输送,保证精确定位。两侧加被动轮输送定位,防止发泡槽跑偏。炉外入口辊道式输送机无动力,出口辊道输送机采用电机、减速机驱动辊轴,出口辊轴采用310S材质的构件,确保不发生变形和故障,避免发泡模具在运行过程中出现卡涩现象[4]。
3.5 温度控制
温度控制的精准与否是决定泡沫铝产品质量好坏至关重要的条件,该设备温控系统技术要求如下:
①电控柜由电压表、电流表、指示灯、温度控制仪表、温度记录仪、功率输出模块、空气开关、交流接触器等组合而成。
②温控系统采用智能控温仪表,PID自整定,自动升温、保温,调节输出功率,并可实现超温报警。
③温度记录仪配三通道无纸记录仪一套,最长储存时间可达3年。
④全套设备的机电动作由电控柜设置的电器元件控制。
4 運行情况
该设备已投入运行生产,目前具备日产1.5t泡沫铝的能力,达到35min出一个成品,搅拌桶底部的石墨密封材料更换方便,PLC控制器自动控制,温度控制满足工艺要求,产品重复性好。整套系统满负荷运行时,故障率小于2次/月。
5 结语
长期以来,在泡沫铝材料的生产上,国内生产商基本采用粗放的、人工间歇式的生产模式,产品差异性大、能耗高,而自动化连续生产技术一直被发达国家占有。
随着自动化泡沫铝设备的研制并成功投入使用,使得我国泡沫铝生产技术迈上新台阶,打破了该项技术的壁垒,填补国内空白,这些问题的解决必将推动国内泡沫铝材料的应用范围进一步扩大。
【参考文献】
【1】宋振纶,马立群.铝熔体泡沫化过程中孔结构的控制[J].铸造,1997(4):9-11.
【2】储少军,吴铿,牛强,等.铝合金熔体发泡过程的工艺参数控制[J].过程工程学报,1998(3):260-265.
【3】方正春,马章林.泡沫金属的制造方法[J].材料开发与应用,1998(02):35-39.
【4】朱震刚.金属泡沫材料研究[J].物理,1999(02):24-28.
