PVC手套生产工艺研究
2020-06-19王振山
王振山
摘 要 本文针对一次性PVC手套的制备方法,将增塑剂和热稳定剂乳化成乳液后与水性PVC糊树脂浆料混合,充分搅拌,制成PVC混合料,脱泡;生产出PVC手套。本文就针对PVC手套生产工艺进行详细说明。
关键词 PVC手套;生产工艺;特殊需求
1研究背景
一次性PVC手套属于新兴行业,起源于美国,在日本逐步获得发展,随后进入中国台湾,其后生产逐步转向中国大陆地区并得到了快速发展,目前已经成为世界的PVC手套生产基地。
目前一次性手套主要有乳胶手套、丁腈手套、PVC手套和PE手套。PVC手套产品由于其优异的性价比,获得市场的高度认可。特别是今年发生的肺炎疫情,PVC手套作为防护用品广泛走进千家万户。
PVC手套按照其应用领域以及使用者的不同要求可以分为很多类,从品质等级上分为医疗级手套和非医疗级手套,从种类上分为有粉手套和无粉手套,从型号上可以分为S,M、L、XL、XXL等[1]。
2生产工艺
本文研究的目的是提供一种通过将增塑剂、热稳定剂乳化后与水性PVC糊树脂乳液混合生产一次性PVC手套的方法。
将增塑剂、热稳定剂乳化成乳液,再与水性PVC糊树脂混合,生产一次性PVC手套。用该工艺生产的手套完全可以达到传统工艺生产的产品性能。摒弃了降粘剂的使用,既解决了环保的问题,又实现了节能降耗,降低了生产企业的成本。
采用将增塑剂、热稳定剂乳化成水性乳液,与水性PVC糊树脂乳液混合,在水性介质条件下生产一次性PVC手套。使用该工艺生产的手套完全满足传统油性介质中生产的PVC手套的各种指标要求。
采用的技术方案:增塑剂与热稳定剂按一定比例混合,边搅拌边加入乳化剂,制成乳液;将水性PVC糊树脂乳液放入搅拌机,边搅拌边加入增塑剂、热稳定剂的水性乳液;继续快速搅拌2小时,然后低速搅拌、脱泡,制成水性PVC混合料乳液。水性PVC混合料乳液放置24小時后,通过浸渍成型工艺,制得一次性PVC手套。
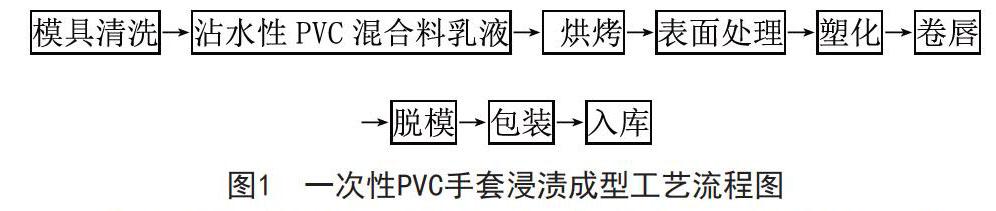
按以下工艺生产出PVC手套。沾料、烘干、塑化、表面处理、卷唇、冷却、脱模、包装入库。
PVC糊树脂水性乳液为糊树脂生产厂家烘干前的产品。含水量为20%~80%。
将增塑剂、热稳定剂分别乳化;或者将增塑剂、热稳定剂按一定比例混合后乳化。边搅拌边加入乳化剂乳化;或者先加入乳化剂边搅拌边加入增塑剂、热稳定剂。所述增塑剂、热稳定剂的水性乳液为增塑剂、热稳定剂乳化成水性乳液[2]。
本文的增塑剂包括DOP、DBP、DINP、DOTP、DOA、DOS、DINCH等,也包括环氧脂肪酸类、磷酸酯类或烷基磺酸苯酯等其中的一种或几种混合使用。
所述的稳定剂为钙、锌、钡或铝的金属皂。例如,硬脂酸钙、硬脂酸锌、硬脂酸钡、硬脂酸铝。进一步,热稳定剂为液体钙锌稳定剂、有机锡稳定剂中的一种或几种。
乳化剂为一种或多种复配。所用乳化剂选自烷基酚聚氧乙烯醚类、脂肪醇聚氧乙烯醚及其类似产品、苯乙基酚聚氧乙烯醚聚氧丙烯醚及其类似产品、脂肪胺聚氧乙烯醚、脂肪酸环氧乙烷加成物、蓖麻油环氧乙烷加成物及其衍生物、多元醇脂肪酸酯及其环氧乙烷加成物、甘油为基本原料的非离子助剂、烷基苯磺酸盐、烷基萘磺酸盐、烷基磺酸盐、烷基丁二酸酯磺酸盐、烷基联苯基醚磺酸盐、萘磺酸甲醛缩合物等中的一种或几种。
所述的水性PVC糊树脂乳液,固含量为20%~60%。
所述水性PVC混合料乳液为增塑剂、热稳定剂乳化成水性乳液与水性PVC糊树脂乳液等制备的混合物。
PVC混合料乳液制备方法为,增塑剂与热稳定剂按一定比例混合,边搅拌边加入乳化剂,制成乳液。将水性PVC糊树脂乳液放入搅拌机,边搅拌边加入增塑剂、热稳定剂的水性乳液。继续快速搅拌2小时,然后低速搅拌。自然脱泡或加入消泡剂脱泡或真空脱泡。制成的水性PVC混合料乳液。
水性PVC混合料乳液中PVC糊树脂、增塑剂、热稳定剂质量比为:PVC糊树脂:增塑剂:热稳定剂=100:50~85:1~3
PVC手套成型工艺为:首先配置水性PVC混合料乳液,经陶瓷手模在水性PVC混合料乳液中浸渍后,经过100±20℃的烘烤,经过200±30℃的塑化,得到一次性PVC手套[3]。
手套膜厚为0.04~0.12毫米。手套膜的拉伸强度大于10MPa,伸长率大于300%。
本文的具体技术方案详述如下:
(1)将增塑剂与热稳定剂按一定比例混合,边搅拌边加入乳化剂,制成乳液。
(2)将水性PVC糊树脂乳液放入搅拌机,边搅拌边加入增塑剂、热稳定剂的水性乳液。继续快速搅拌2小时,然后低速搅拌。自然脱泡或加入消泡剂脱泡或真空脱泡。制成的水性PVC混合料乳液。
(3)一种一次性PVC手套成型制备: 经陶瓷手模水性PVC混合料乳液中浸渍后,经过100±20℃的烘烤,经过200±30℃的塑化,得到一次性PVC手套。手套膜厚为0.04-0.12毫米,手套膜的拉伸强度大于10MPa,伸长率大于300%。
本文所采用的PVC手套生产工艺是建立在传统PVC手套工艺方法之上,进行不断改良和完善,逐步形成一种环保、节能的PVC手套生产方法。在生产工艺上用水代替了降粘剂,拉伸强度由传统的12MPa提高到了14MPa,拉伸率由传统340%提高到了370%,这样不仅节约了成本,降低了能耗,同时也解决了降粘剂对大气的污染。
参考文献
[1] 万辉.PPVC种子反应釜设计[D].北京:北京化工大学,2016.
[2] 刘学全.PVC手套生产工艺的节能研究[D].青岛:青岛科技大学,2012.
[3] 王延利,张国锋,肖娜.聚氯乙烯糊树脂的生产方法及发展前景[J].河南化工,2013(1):21-24.
