铸态QT400—18球墨铸铁生产工艺的应用
2016-03-07陈佳辉
陈佳辉

[摘 要]文章主要针对废钢增碳、增硅生产QT400-18球墨铸铁工艺的应用展开了探讨,详细阐述了化学元素的影响及选择,并对球墨铸铁的生产工艺作了系统的分析研究。
[关键词]铸态球墨铸铁;生产工艺;化学元素
[DOI]10. 13939/j. cnki. zgsc. 2016. 06. 060
所谓的球墨铸铁,是指通过球化和孕育处理得到球状石墨,其可以有效地提高铸铁的机械性能,特别是提高塑性和韧性,从而得到比碳钢还高的强度。它在如今的工业生产中有着广泛的应用。因此,我们需要保证球墨铸铁的生产质量,以为相关的工业生产打下坚实的基础。基于此,文章就废钢增碳、增硅生产球墨铸铁工艺的应用进行了探讨。
1 化学元素的影响及选择
化学成分对球墨铸铁的性能有较大影响。合理的化学成分是铸件力学性能和金相组织合格的前提。对高韧性球墨铸铁来说,在高碳当量的前提下,应满足高碳、低锰、低磷、低硫的原则。
1. 1 碳
碳是强石墨形成元素,促进石墨化。一般来说含碳量高,易保证球化,获得球形石墨,且增加石墨数量。若石墨球形态好,数量多,直径小,则对基体的断裂就越小,力学性能也就越高。因此,应选择较高的碳量,碳含量不够的话可以采用增碳的方法实现。但含碳量也不能过高,否则容易产生石墨漂浮、石墨破碎等缺陷。一般碳的含量为:3. 5%~3. 8%。
1. 2 硅
硅是强促进石墨化元素,硅若以孕育方式加入其作用更显著。硅含量不够的话可以采用增硅的方法实现。含硅量增加,白口倾向减少,细化石墨,提高石墨球的圆整度。但硅量过高,会提高韧性-脆性转变温度,引发铸件脆性。含硅量控制在2. 3%~2. 8%。
1. 3 锰
锰是阻碍石墨化元素,具有稳定渗碳体,提高强度,降低塑性和韧性,所以尽量降低锰含量,控制在0. 5%以下,尤其是高韧性球墨铸铁。
1. 4 磷
磷是有害元素,极易偏析,含量较高会形成硬而脆的磷共晶,降低塑性和韧性。应尽可能降低磷元素的含量,控制在0. 04%以下。
1. 5 硫
硫也是有害元素,硫与稀土的亲和力很强,消耗球化剂,对球化效果和韧性、冲击性能影响较大,因此将硫控制在0. 02%以下。
1. 6 镍
镍是一种面心方晶体结构石墨化元素,富于韧性、滑稳面多、易于发生滑移变型的方面多,对塑性、韧性的贡献较大。在低温高韧性球墨铸铁中加入适量的镍可以强化铁素体基体,含量控制在0. 3%以下。
1. 7 残留镁和稀土
球墨铸铁的石墨球数随着残留镁的增加而增加,但残留镁量超过一定数值后石墨球数会不增反减。较高的残留镁量还会影响到石墨的圆整度,增加缩松、缩孔等。在确保石墨球化的前提下,把残留镁量控制在越低越好,因此,残留镁量应控制在0. 025~0. 05。
2 高韧性球墨铸铁的熔炼工艺
2. 1 原、辅材料选择
熔炼高韧性球墨铸铁的主要材料是废钢(低碳钢)、增碳剂、硅铁、回炉料、球化剂、孕育剂等。原材料应无油、无锈、低锰、低硫、成分明确。
2. 2 配料
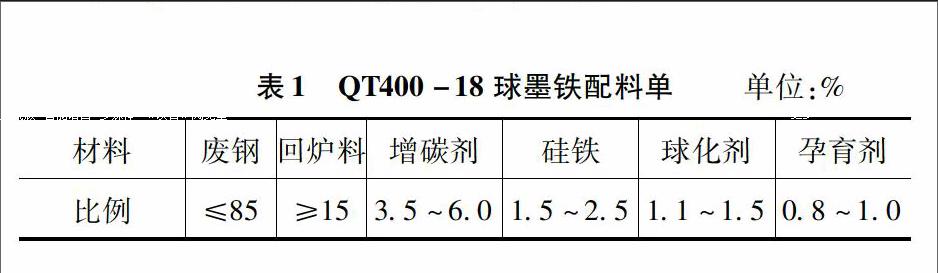
高韧性球墨铸铁的熔炼配料单见表1。
表1 QT400-18球墨铁配料单单位:%
材料[]废钢[]回炉料[]增碳剂[]硅铁[]球化剂[]孕育剂
比例[]≤85[]≥15[]3. 5~6. 0[]1. 5~2. 5[]1. 1~1. 5[]0. 8~1. 0[BG)F][HT]
2. 3 熔炼操作
按比例称料,然后按顺序向中频电炉内加料,加料顺序为:回炉料→废钢→增碳剂→硅铁→回炉料→废钢。送电开始熔炼。全部炉料添加完毕,升温至1480℃~1500℃,化碳时间5~10分钟,扒渣取样进行光谱分析。若成分符合原铁液成分要求,调至1430℃~1470℃的工艺温度,开始出铁球化孕育处理。若成分不满足要求,按比例调整成分,取样化验,直至满足要求为止,升温至工艺要求的球化孕育温度出铁。
2. 4 球化、孕育工艺
球化处理是生产合格球墨铸铁的关键,只有球化良好,孕育方法得当,才能得到石墨球圆整、均匀、晶粒细小、致密的球墨铸铁。所以生产球墨铸铁球化、孕育处理是关键。球化采用的钢包为球铁包,修筑能盛放所需球化剂、覆盖孕育剂的堤坝。球化方式采用冲入法球化。具体操作为:①球铁包烘烤至暗红色。②将铁液量1. 4%~1. 5%、粒度为10~25mm、预热温度100℃~150℃的球化剂颗粒放至堤坝包的一侧,冲实,上面均匀覆盖铁液量0. 2%~0. 3%、粒度15~20mm的75SiFe孕育剂,铺平、冲实,表面用珍珠岩覆盖,最后在孕育硅铁上加盖和包坝一侧形状类似的球铁板,主要作用是放缓前期球化剂反应速度,减少球化剂烧损,达到良好球化的目的。③出铁1/3左右时开始采用随流孕育,操作方法是制作工装,采用滑槽的形式从炉台上随着铁水均匀的将孕育剂添加至球化包,铁水出完,孕育剂也同时添加完毕。孕育剂采用3~5mm的硅铁颗粒,使用量铁液量0. 4%~0. 6%。④反应完结束,待钢包中铁液平静后反复扒渣,扒去所有浮渣,铸件浇注前加入铁液量0. 1%~0. 15%粒度再小一些的75SiFe孕育剂,放至液面上,反复搅拌,进行瞬时孕育。本孕育工艺采用3次孕育:第一次为覆盖在球化剂上的孕育剂,第二次是随流孕育,第三次是浇注前的瞬时孕育。以上的球化和孕育工艺是我们企业生产高韧性球墨铸铁的关键操作过程。
3 检 验
检验包括化学成分检验、金相检验、机械性能检验、冲击性能检验,通过检验验证配料的合理性、工艺的可行性,得出材料是否满足技术要求的结论。
3. 1 成分检验
成分检验就是采用直读光谱仪对浇注的炉前和球化后的光谱检验试块进行成分检验,本试验材料的化学成分见表2。
3. 2 金相检验
本试验通过对铸态金相照片分析,得出球化等级2级,石墨大小6级,晶粒细小,铁素体含量大于95%,满足QT400-18高韧性球墨铸铁对组织的要求。
3. 3 机械性能检验
机械性能检验是通过机械拉伸随炉浇注的Y型单铸试块加工的试棒来确定材料的机械性能。本试验采用该工艺熔炼了2炉,试棒编号1#机械性能:强度/MPa438、延伸率23. 2%;试棒编号2#机械性能:强度/MPa442、延伸率21. 8%。抗拉强度和延伸率是球墨铸铁检验的最终指标,通过对随炉浇注的Y型单铸试块试棒的拉力试验,达到QT400-18高韧性球墨铸铁对机械性能的要求。
3. 4 低温抗冲击性能检验
低温冲击性能主要是指材料在低温工作、有冲击载荷存在情况下的抗冲击性能。
①试验设备:CSL-B冲击试样缺口电动拉床、DWC-60A冲击试验低温槽、JB-30B冲击试验机;②冲击试样制备:冲击试样从拉伸试棒的端头加工,冲击试样按GBZ106-80《金属夏比(V型缺口)冲击试验方法》的标准加工;③试验方法:将加工好的夏比冲击试块放入DWC-60A冲击试验低温槽中冷却→-20℃保温20min→快速取出并在JB-30B冲击试验机冲击→记下数据,每试样做3个冲击试块,取平均值作为该方案的结果;④试验结果:1#试样-20℃冲击值16. 5J/mm2;2#试样-20℃冲击值15. 0J/mm2。冲击值超过12J/mm2的要求数值,满足材料对低温抗冲击的要求;⑤结果分析:从断口可以看出,断口表面凸凹不平,部分石墨球在冲击过程中脱落,断口上留下一些空洞,部分石墨球仍留在断面上,形成凸出的石墨圆球。石墨球及石墨球剥落后留下的凹坑周围,由于铁素体基体的塑性变形,形成网状连接的“撕裂楞”,在“撕裂楞”上出现韧窝,由于韧窝大而深,说明试样在断裂之前,基体发生了很大的塑性变形,直至在石墨球周围的基体上形成主裂纹,才发生断裂,该断口属于韧性断裂在断。
4 结 论
综上所述,低温高韧性球墨铸铁凭借自身拥有的独特优点,在矿工设备、风电设备中的一些关键零部件,如轮毂、底座、齿轮箱体、支钜支撑等众多方面得到广泛的应用。因此,为了工业的生产,我们必须保障球墨铸铁的生产质量,采取先进有效的生产工艺,确保球墨铸铁的产出能有质的保证。
参考文献:
[1]薛强军. 风电装备整机与铸件生产的现状及展望[J].现代铸铁,2009(3):18-22.
[2]陈言俊. 铁素体球铁在低温(-20℃)下的冲击实验[J].山东工业大学学报,2001,31(2):134-139.
