合理调整SE设备,降低爆口烟支产生
2020-06-18
(海南红塔卷烟有限责任公司 海南 海口 571137)
中国卷烟历史源远流长,发展至今日,技术和品种日益成熟,同时伴随而来的是卷烟市场上各路“英雄豪杰”的激烈竞争。红塔集团作为中国卷烟的领头人,肩负着增加国家税收的重担,也承受着其他卷烟集团的赶超压力,因此,红塔集团正在狠抓产品质量,努力提升市场形象,用“质”去占领“量”的市场。但在实际生产过程中,却有不少缺陷卷烟产品流入市场,造成很大影响。而这些残次品中,烟支缺陷常表现为烟支断残、爆口、夹胶、漏气、水松纸泡皱、油污等。据统计数据显示,2015年市场卷烟缺陷产品中,爆口烟支比重占13%⑵,为卷烟产品烟支缺陷种类中最高,因此,降低或消除爆口烟支出现可以有效控制卷烟产品中缺陷烟支的产生率,从而提高卷烟生产过程中产品合格率。
一、爆口烟支产生原因及危害性
卷烟生产过程中,烟支搭口明显裂开或将烟支旋转180度,搭口出现爆开的现象称为烟支爆口。此类缺陷为烟支卷制过程中常易出现的现象,其产生原因主要有以下几点:1.卷接机搭口上胶位置太低;2.布带烂边或运行不平稳,纸棍轴承损坏,影响卷烟纸上胶不均匀;3.卷接机卷烟纸搭口上胶喷嘴部位的胶块没有及时清洁;4.卷接机大压板未锁紧或安装过高;5.电烙铁与烟支接触的位置不当或温度太低;6.烟支漏气检测装置灵敏度设置不当,影响出现漏剔;7.机台操作人员的首检及自检工作没有认真到位。
在上述7个主要原因中,原因1、3、5是最常造成烟支爆口,且极易让操作人员在操作设备过程中被忽视,频繁的停机启动,让已经发生爆口的烟支在慢速时跑到输送通道,如果操作人员不及时将爆口烟支捧出,爆口烟支就将被包装进入市场,造成严重质量事故。2015年7月份,市场反馈重庆卷烟厂生产的红塔山(硬经典100)出现爆口烟支,为降低市场的不良影响,红塔集团追回重庆卷烟厂生产的当批次400多大箱产品,直接经济损失达一千多万。
二、降低烟支爆口产生的措施及效果
烟支爆口主要出现在烟支搭口处,因此,卷烟纸的厚度也是影响烟支搭接是否良好的一个重要因素,目前公司生产的品牌中,卷烟纸厚度规格有40cu、50cu、60cu三种,厚度越厚,其搭接效果越差;海红公司目前生产卷烟品牌中,硬盒烟所用卷烟纸厚度比软盒烟所用卷烟纸厚,且在生产过程中,硬盒机生产时出现烟支爆口现象远远高于软盒机,因此,考虑不同品牌卷烟纸规格差异,本文选用硬盒机B3机组(生产牌号稳定,爆口出现率高),盘纸厚度为50cu的云烟(紫)作为实验调查对象,具体实施措施如下:
(一)检查喷胶嘴是否有异物
设备生产运行中,时常出现烟支爆口,然后跑条停机,极易造成爆口烟支流入后续生产工序。这种现象主要因喷胶嘴中有杂质,堵住喷胶孔,使喷嘴供胶不连续,造成卷烟纸搭边上胶不连续,形成爆口烟。为排除此种情况出现,要求B3卷接操作人员在设备启动前,将喷胶控制开关旋向手动,用手握住喷胶连杆,手动旋转2~3圈,观察喷嘴流出乳胶的形态,是否夹有杂质,如果流出乳胶连续且未有异物出现,则可以复位慢速启动设备;如果流出乳胶中夹有异物,应先处理喷嘴中异物之后再运行设备。当操作工在启动设备时,手动检查喷胶嘴喷胶情况不仅可以减少爆口烟支的出现,更可以让操作人员发现喷嘴的异常情况,及时掌握设备状态,避免出现同类故障盲目调整,降低生产效率。
(二)合理调整喷胶嘴位置及喷胶量
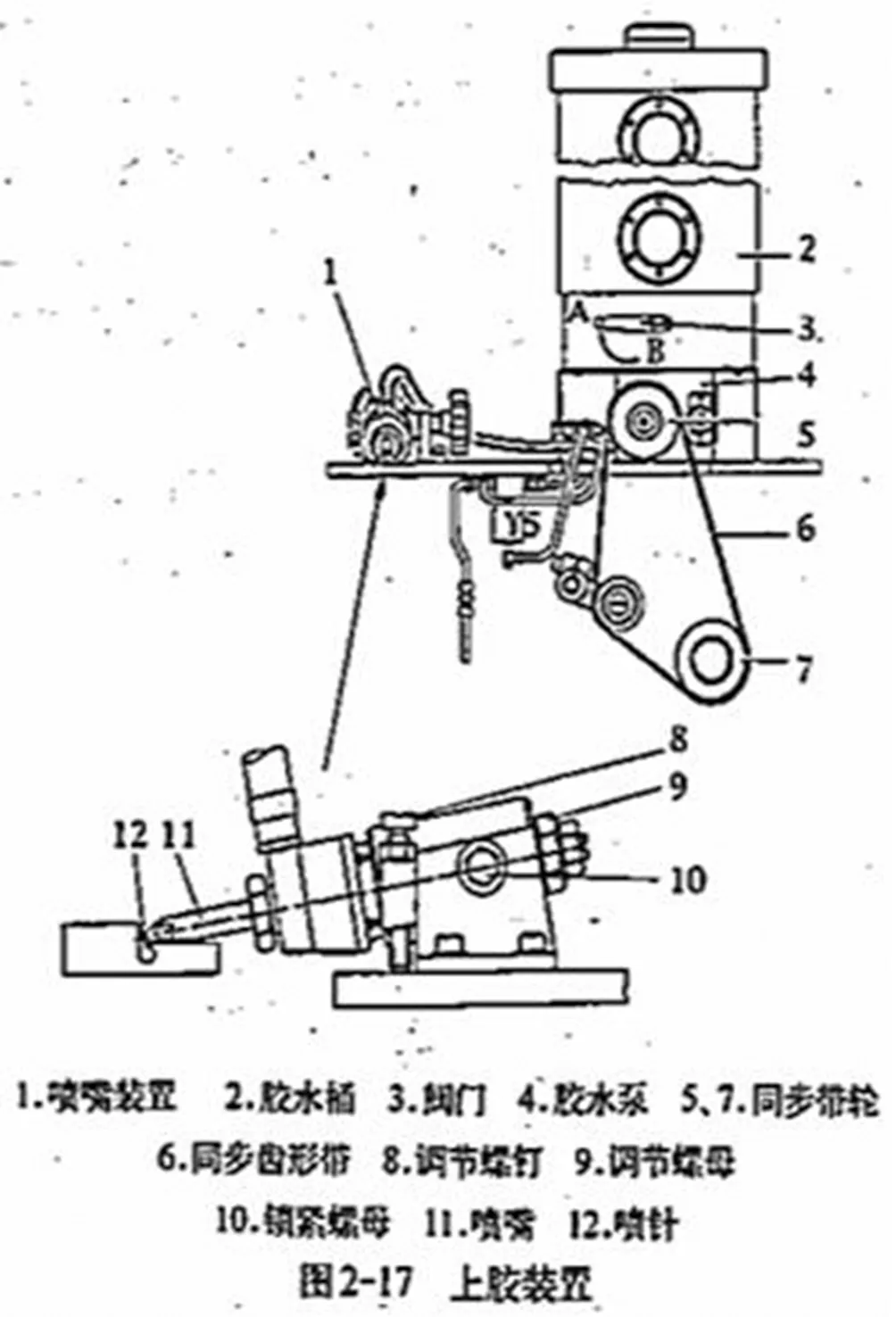
生产过程中,还常出现此种现象:喷胶嘴,卷烟纸位置,电烙铁接触位置及温度都正常,但在运行过程中,慢速时一切正常,一旦加速,爆口烟支就连续出现但不造成停机,放慢速度又回复正常。此种故障现象常常让操作人员抓耳挠腮,摸不着方向,且在调整过程中会忽视对爆口烟支的剔除,造成爆口烟支流入下道工序。这种情况是因为喷胶嘴位置和喷胶量调整不当引起的,因此,B3卷接机喷胶嘴调整时,如左图所示:旋转调节螺母9,将喷胶嘴向外顶,使卷烟纸与小压板边缘间隙为0.5mm即可,在旋转调节螺钉8,使喷胶嘴在自然放下情况下与小压板面之间间隙为0.5mm;然后调整喷针,手动旋转出胶旋钮,检查喷胶量,使其在旋钮旋转一周,喷胶嘴滴出8—9滴胶水即可(1)。
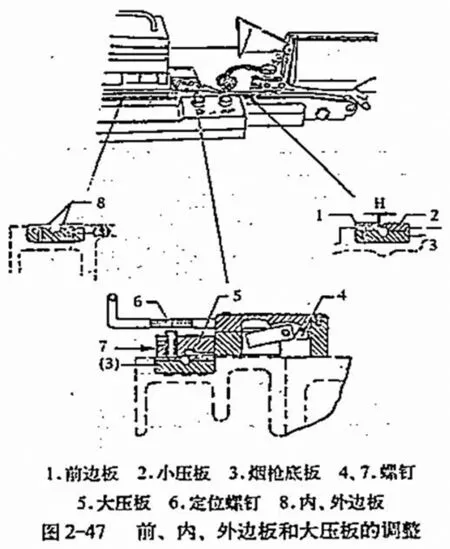
(三)大压板调整
在生产过程中,大压板位置过高同样会引起烟支爆口,因此,大压板的调整也不容忽视。调查过程中,B3卷接机大压板的调整如图2—47所示,大压板5的圆弧槽应与烟枪底板3的圆弧相吻接。松开螺钉4和7,将定位螺钉6退出,在烟枪通道圆弧槽内放入直径为烟支直径+0.2mm的量棒,使大压板圆弧槽与量棒贴合,然后拧紧螺钉4,拧入定位螺钉6,使其端部与烟枪底板3上端面稍微有点接触,最后拧紧螺钉7。烟条的直径可用定位螺钉6来调节,如要加大烟条直径,则把定位螺钉6拧向“+”号,此时螺钉7应松开,如减小烟支直径,则把定位螺钉6拧向“—”号(1)。
(四)合理调整烙铁位置及温度
喷胶量和喷胶嘴位置调整到位后,减少爆口烟支出现的最关键一个环节就是烙铁温度和位置,因此,适当调整烙铁温度,也可减少爆口烟支的出现。B3卷接机烙铁调整时,首先将Φ7.8mm的量棒放入烟枪内,压下前烙铁,将烙铁调整到与量棒同轴,再塞入0.2mm的塞尺,调节调整螺母,检查前后间隙是否一致即可,第二烙铁调整方法同前烙铁相同(1)。烙铁温度默认值是280度,但在实际操作过程中,默认温度并不能达到最佳效果,根据每台设备的性能,烙铁温度调整幅度及大小都不尽相同,但是调整趋势是一致的,原理就是根据不同牌号卷烟纸的厚度来调整烙铁温度。卷烟纸厚的情况将烙铁温度调高,卷烟纸薄的情况将烙铁温度降低,因为在设备运行过程中,如烙铁温度过高,会造成黄斑烟支过多的情况出现,如温度太低,则会造成烟支爆口的情况出现。
(五)效果跟踪
经过一个月的跟踪调查,B3卷接机一直保持上述调整位置不变,爆口烟支得到降低,在包装机下一工序当中抽查成品时没有发现爆口烟支,效果明显。
