重油MIP与劣质催化裂化柴油LTAG组合工艺催化裂化装置运行分析
2020-06-10刘天波林春阳侯和乾唐津莲
刘天波,林春阳,侯和乾,唐津莲
(1.中国石化济南分公司,济南 250101;2.中国石化石油化工科学研究院)
随着中国经济结构的调整,柴油消费增速低于汽油消费增速已经成为常态。催化裂化技术是生产汽油调合组分的主要加工工艺,其中汽油的65%以上来自催化裂化装置。国内车用油品需求的变化,迫切需要对催化裂化技术的加工策略进行调整和重新定位,一方面增加国Ⅵ清洁汽油调合组分催化裂化汽油的生产,另一方面需减少或转化催化裂化柴油,以适应成品油市场需求的快速变化[1]。
MIP工艺技术是生产清洁汽油馏分的典型工艺,其主要作用是降低催化裂化汽油中的烯烃含量,使催化裂化汽油中的烯烃尽可能地转化为异构烷烃和芳烃。LTAG工艺是将劣质催化裂化柴油转化为高辛烷值汽油或轻质芳烃的工艺,通过对催化裂化柴油中的多环芳烃进行选择性加氢饱和,然后再返回催化裂化装置进行反应,以实现最大化生产高辛烷值汽油和降低柴汽比的目的[2-4]。
中国石化济南分公司(简称济南分公司)根据炼油结构调整、提质升级的总体规划,将原0.80 Mt/a使用FDFCC灵活多效催化裂化工艺技术的重油催化裂化装置采用MIP与LTAG组合工艺技术进行扩能升级改造,多产清洁汽油,少产催化裂化柴油。原FDFCC装置反应-再生系统主要由两个反应器(主反应器+副反应器)与一个烧焦罐+二密相湍动流化床的再生器组成,主反应器加工重油,副反应器进行汽油改质。济南分公司在催化裂化装置扩能升级改造中提出了建新利旧相结合的方案,新建1.2 Mt/a主反应器,采用MIP技术加工高掺渣重油原料;利旧原重油提升管反应器,改造为0.88 Mt/a副反应器,采用LTAG技术模式Ⅰ(加氢催化裂化柴油单独催化裂化)加工加氢催化裂化柴油。
该技术改造的主要创新点是改变了现有炼油厂LTAG技术的应用都是加氢改质催化裂化柴油(LTAG原料)与重油原料共用一个提升管反应器的工艺方案,充分考虑了原料烃分子组成、结构和转化难易的差异,采用双反应器各自处理重油原料与LTAG原料,实现了催化裂化装置生产方案的灵活变化和原料的高选择性转化,达到了增产高辛烷值汽油的目标,解决了外甩劣质重催化裂化柴油的问题,具有重要的实际意义和应用价值[5]。在新装置开工运行过程中,对比改造前装置使用的FDFCC工艺技术,遇到了LTAG原料加氢深度对产品质量的影响、装置整体转化率提高使油浆性质劣质化等一系列问题,为此对主要运行状况进行详细分析,以期为工业生产提供基础数据。
1 重油原料性质
改造后该催化裂化装置MIP主反应器加工重油原料,处理量为140 th左右,主要由罐区渣油、罐区蜡油、南常减压蒸馏装置热蜡油、预处理热蜡油组成,其中罐区渣油占40%左右。表1为改造前后重油催化裂化原料的性质。由表1可见,改造后原料重质化、劣质化较严重,密度(20 ℃)高达950.3 kgm3,残炭高达7.23%,重金属含量高[(Ni+V)质量分数为24.40 μg/g,Fe质量分数为14.81 μg/g)],N含量高(质量分数为4 030 μg/g),远远高于常规催化裂化原料。
2 平衡催化剂性质
改造后该催化裂化装置使用中国石化催化剂有限公司长岭分公司生产的CDC催化剂,平衡催化剂性质如表2所示。由表2可见,平衡催化剂微反活性为63.6%,平衡催化剂上SbNi质量比为0.22,其中金属Fe,Ni,V的含量较高,质量分数均在5 000~8 250 μgg范围内。

表2 平衡催化剂性质
3 装置流程与反应-再生主要操作条件
改造后该催化裂化装置反应-再生系统由主、副两个反应器与一个再生器构成,其工艺流程示意见图1。主反应器采用MIP工艺技术,内置VQS快速分离器,加工由减压渣油和常减压蜡油混合组成的重油原料,设计加工能力为1.20 Mta;副反应器采用LTAG工艺技术,原料为加氢改质后劣质催化裂化柴油,设计加工能力为0.88 Mta;采用单器重叠式两段逆流不完全再生技术方案。主、副反应器分别设有各自的沉降器,主沉降器旋风分离器为VQS,副沉降器旋风分离器为普通快分与顶旋组合方式。沉降器顶部油气分别进入主、副分馏塔,其中主分馏塔为新建,各侧线回流根据流程要求新设计换热网络,处理MIP主反应器的油气产品;副分馏塔利旧原有主分馏塔,改造后处理LTAG副反应器的油气产品;而主、副分馏塔共用一个柴油汽提塔和油浆外甩线,主、副分馏塔第一中段回流取热均作为解吸塔塔底热源,主、副分馏塔第二中段回流取热均作为稳定塔塔底热源。本次改造不仅采用了最先进的催化裂化技术,而且装置利旧程度高、集成程度高、现场设备安装紧凑,对设计、施工与操作均是一种考验。
表3为装置运行期间主、副反应器的典型操作条件。一般控制主反应器出口温度为515 ℃,副反应器出口温度为516 ℃,主、副沉降器压力均控制在0.175~0.215 MPa范围,MIP重油原料预热温度控制在228 ℃左右,LTAG原料预热温度控制在190 ℃左右。

图1 催化裂化反应-再生系统流程示意

表3 主、副反应器主要工艺操作条件
该装置再生器在运行期间的典型操作条件为:一再催化剂藏量44.5 t,密相温度690 ℃,稀相温度668 ℃;二再催化剂藏量43.4 t,密相温度690 ℃,稀相温度710 ℃;再生器压力控制在0.22 MPa左右。
4 装置运行状况分析
4.1 装置改造前后产品收率的变化
装置改造前后的典型产物分布见表4。由表4可见,尽管装置改造后重油原料劣质化较为严重,但是在主提升管加工劣质重油并维持副提升管进行催化裂化柴油加氢回炼的MIP与LTAG组合工艺技术下,汽油收率比加工相对优质原料的改造前工况提高0.70百分点,但是液化气收率降低了1.43百分点,柴油收率降低了1.59百分点。

表4 改造前后的典型产物分布 w,%
注:改造后主副提升管产物不能完全分开,所以其产物分布计算中原料进料量以主提升管进料(重质原料141.6 th)与副提升管进料(加氢催化裂化柴油70.2 th)的总量计算。
4.2 LTAG原料加氢深度对产品质量的影响
2017年2月开始采用MIP与LTAG组合工艺技术对催化裂化装置进行改造,2018年9月15日一次开车成功。装置开工后对LTAG原料加氢深度进行了考察,逐步缓和催化裂化柴油加氢改质条件,使加氢改质后LTAG副反应器的进料密度(20 ℃)从889 kgm3升至895 kgm3,分析了装置LTAG原料性质发生变化的情况,同时跟踪分析了LTAG工艺副分馏塔的汽油馏分收率、烃组成,以及油浆密度、柴油密度及产率的变化情况。
表5为本装置LTAG进料加氢深度调整后的部分改质原料烃组成分析数据。从表5可以发现,LTAG原料加氢深度降低后总环烷烃、总饱和烃含量明显降低,四氢萘、总单环芳烃含量明显上升。LTAG技术的特点就是将催化裂化柴油选择性加氢饱和,将双环芳烃加氢成四氢萘型单环芳烃,而不是深度加氢成十氢萘型环烷烃。劣质催化裂化柴油的深度加氢一方面会提高氢耗,经济效益低,另一方面产物中的汽油收率较高,但汽油辛烷值较低,同时也不利于生产轻质芳烃[6]。因此,选择适宜的加氢深度有利于缓和加氢操作条件,降低氢耗,延长加氢装置的运行周期。

表5 加氢深度对LTAG工艺加氢改质原料烃组成的影响
表6为原料加氢深度调整后LTAG工艺粗汽油产品的烃组成及辛烷值变化情况。随着LTAG原料中单环芳烃含量大幅度增加,粗汽油中烯烃含量降低、芳烃含量升高,从而导致汽油辛烷值提高,RON从96.1提高到97.0,而粗汽油收率未见明显变化;随着LTAG原料中链烷烃以及环烷烃含量降低,液化气收率降低。调整后的加氢深度符合LTAG技术的要求,能实现劣质催化裂化柴油转化为富含芳烃的高辛烷值汽油。
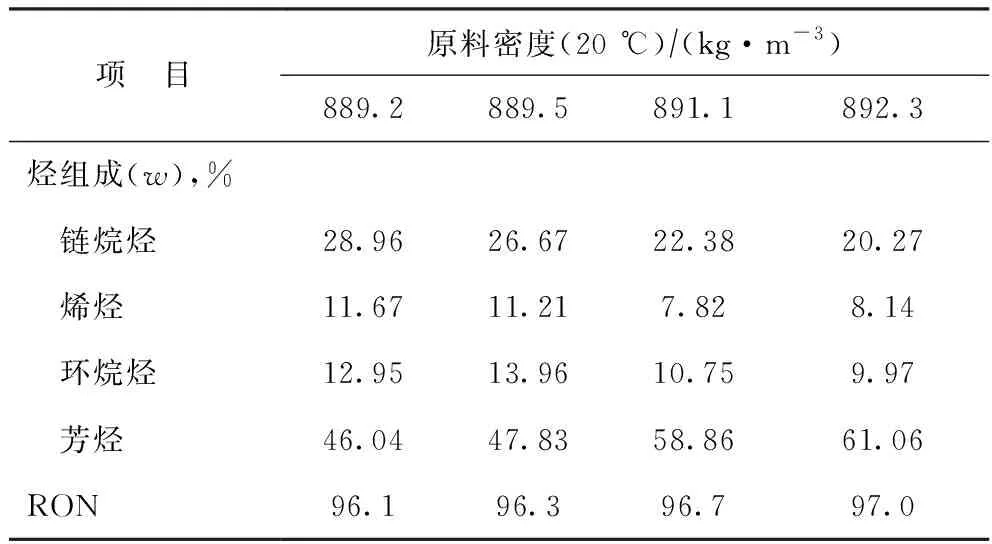
表6 转化深度对LTAG工艺粗汽油烃组成及其辛烷值的影响
此外,LTAG工艺进料加氢深度降低前,副分馏塔的柴油密度(20 ℃)稳定在946.9 kgm3,十六烷值均值为16.9;加氢深度降低后,副分馏塔的柴油密度(20 ℃)均值为949.4 kgm3,十六烷值均值为16.0,柴油质量变差。加氢深度降低前,副分馏塔的油浆密度(20 ℃)均值为1 108.5 kgm3,外甩率为1.56%;加氢深度降低后,副分馏塔的油浆密度(20 ℃)均值为1 121.6 kgm3,外甩率为1.70%,油浆密度增加、产率上升。
4.3 装置改造前后稳定汽油性质的变化
装置改造后于2018年9月15日开始运行,经过调整与优化,装置运行平稳。表7和表8对比分析了装置改造前后稳定汽油的烃组成和辛烷值变化情况。

表7 装置改造前后稳定汽油烃组成的变化
由表7可以看出,装置改造后稳定汽油中的芳烃含量相比改造前明显提高。这一方面与改造后重油原料劣质化紧密相关,重油原料性质越差则所生产稳定汽油的芳烃含量越高;另一方面也与装置改造本身有关。从工艺反应原理上来看,MIP工艺的扩径反应器可以在较低的反应温度和较长的反应时间条件下增加氢转移和异构化反应,从而使汽油馏分中的烯烃转化为异构烷烃和芳烃;LTAG工艺通过加氢处理单元对劣质催化裂化柴油中的芳烃进行定向加氢饱和,然后在催化裂化单元通过独立反应器实现最大化开环裂化反应,将劣质催化裂化柴油转化为富含芳烃的高辛烷值汽油[7]。无论是MIP还是LTAG工艺都有利于汽油中芳烃的生成,工艺的组合达到了装置设计的要求,对比以前使用的FDFCC工艺,稳定汽油的芳烃含量明显提高,但是烯烃含量没有明显的降低,而LTAG提升管中汽油烯烃含量已经很低,说明MIP提升管反应器中烯烃含量较高,其原因主要与原料劣质化严重、再生温度较高和剂油比低有关,氢转移反应没有得到充分强化。

表8 装置改造前后稳定汽油RON的变化
由表8可以看出,对比改造前的FDFCC工艺,装置改造后的稳定汽油辛烷值明显提高,RON基本稳定在94以上。装置改造后稳定汽油辛烷值的提高,一方面与改造后重油原料劣质化紧密相关,重油原料性质越差则所生产稳定汽油的芳烃含量越高,导致其辛烷值也较高;另一方面也与装置改造本身有关,副提升管采用LTAG技术加工加氢催化裂化柴油,其裂化后所产汽油辛烷值较高,RON在96.1以上,从而进一步提高了稳定汽油的辛烷值。此外,装置开工运行稳定后,通过采取优化措施,汽油收率也呈稳定增长趋势。
4.4 装置改造前后柴油性质的变化
表9为装置改造前后柴油密度和十六烷值的变化情况。由表9可以看出,装置改造后柴油密度明显提高,十六烷值降低。

表9 装置改造前后柴油密度和十六烷值的变化
装置改造后柴油密度的提高,一方面与改造后重油原料劣质化紧密相关,重油原料性质越差则所生产柴油性质越差;另一方面也与装置改造本身有关。MIP工艺主反应器中的异构化和芳构化反应相比常规催化裂化发生程度高,重油转化程度深,导致MIP工艺的柴油较常规催化裂化装置的柴油密度高;LTAG工艺深度转化主反应器加氢改质后的劣质柴油,裂化后得到的柴油馏分芳烃含量更高、密度更大[8]。因此,改造后装置的柴油产品(主分馏塔柴油与副分馏塔柴油的混合柴油)密度与改造前相比有明显的上升,基本维持在950 kg/m3(20 ℃),柴油的十六烷值随着密度的升高而下降,十六烷值小于20。MIP与LTAG组合工艺加工方式有利于多产高辛烷值汽油,不利于催化裂化柴油产品的质量[9-11]。但是,由于LTAG工艺可以消化本装置部分低质量催化裂化柴油,大大缓解了济南分公司柴油压库和汽油产能不足的状况,为企业调整产品结构、提升产品价值提供了强有力的技术支持。
4.5 装置改造前后油浆性质的变化
装置改造后原料劣质化严重且重油转化深度高,对油浆的性质可能产生较大的影响。如果油浆性质变差,会使油浆中生焦前身物的含量增加,可能造成油浆系统结焦,进而影响油浆系统的正常平稳运行和整体催化裂化装置的长周期运行。为此,考察并分析了装置改造前后油浆性质的变化状况。
图2为2018年装置开工初期主、副分馏塔混合油浆的密度变化情况。由图2可见,开工初期油浆密度总体呈先上升后趋于平稳的趋势,油浆密度(20 ℃)基本稳定在1 120 kg/m3左右,但是较改造前(1 050 kg/m3)有明显的升高。
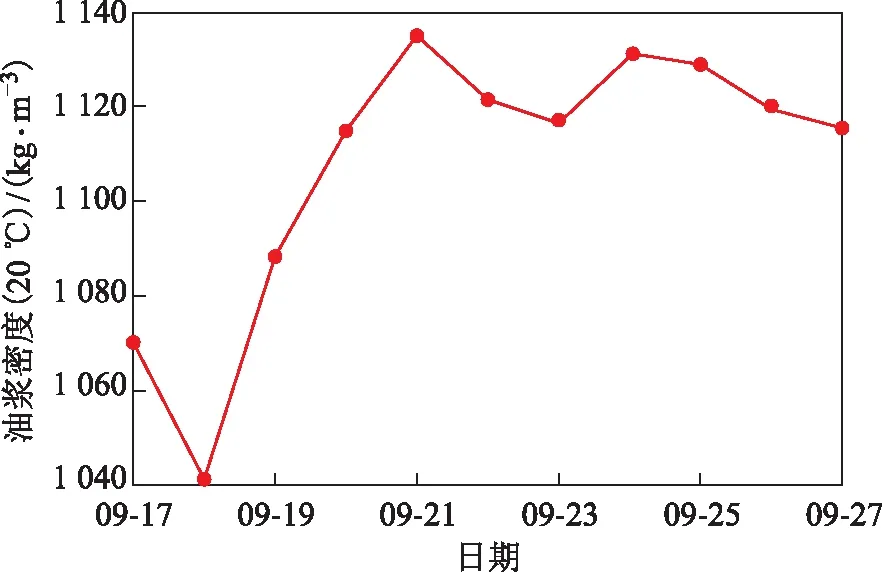
图2 油浆密度变化情况
通过对主、副分馏塔工况进行分析发现,LTAG工艺对应的副分馏塔油浆产率为1.3%,较设计值(1.5%)偏低;并且LTAG反应器旋风分离器为粗旋+顶旋模式,催化剂跑损较MIP主反应器VQS快分系统偏多,使副分馏塔塔底油浆系统固含量达标难以保证。为保证副分馏塔油浆系统的密度及固含量,补充主分馏塔塔底油浆进副分馏塔,以提高副分馏塔油浆外甩率,并保持副分馏塔油浆密度及固含量。装置调整后主分馏塔油浆外甩率为5.0%左右,主分馏塔的一部分油浆补至副分馏塔塔底,副分馏塔油浆外甩率为1.5%~1.7%,装置总油浆外甩率为5.47%。控制油浆密度(20 ℃)在1 125~1 150 kg/m3范围内,在密度(20 ℃)小于1 100 kg/m3时尽量控制油浆外甩率,以降低油浆产率,保证装置液体收率。
5 结 论
济南分公司采用MIP与LTAG组合工艺技术进行催化裂化装置改造,通过设计双反应器工艺流程,可以实现重油与加氢后劣质催化裂化柴油两种不同原料同时进行高选择性转化。在装置运行期间,通过对LTAG原料进行加氢深度调整,明显提高了汽油辛烷值,汽油中的烯烃含量稍有降低、芳烃含量明显提高。对比改造前的FDFCC工艺技术,装置采取多产汽油方案时汽油收率有明显的增加趋势,柴油十六烷值降低明显。装置油浆系统的油浆密度总体较改造前增加,LTAG油浆产率低,单独的LTAG反应器对应的分馏塔需要补充油浆才能降低油浆固含量及密度,从而确保油浆系统正常运行。总体上来讲,本装置采用MIP与LTAG组合工艺技术提高了高辛烷值汽油收率,消化了部分低质量催化裂化柴油,大大缓解了济南分公司柴油压库和汽油产能不足的状况,为企业调整产品结构、提升产品价值提供了强有力的技术支持。