基于PLC的皮带运输机集控系统的开发与研究
2020-06-08范永惠
摘 要:皮带矿用运输机是各行业生产运输散状型物料的机械设备,在生产运行当中高频率的出现打滑、有害噪音、皮带偏移、撒料、堆煤、皮带破裂、减速机轴断等故障,这些故障直接影响着煤矿生产的安全。本文采用S7-200西门子逻辑可编程控制器进行运输机的设计,采用CPU-224XP作中心处理器,使用CP243-1型通讯模板,使有用EM211扩展模板,将以上装置组合构成集控系统,实现对运输机的远程智能化控制。
关键词:矿用运输机;各种故障;集控系统;远程控制
0 前言
生产当中皮带矿用运输机经常会发生各类故障,诸如撒料、皮带偏移、有害噪音、皮带破裂、堆煤、减速机轴断等等问题,对煤矿安全生产构成威胁。所以,加强运输机的防护安全系统具有重要意义。按照生产中出现的各种运输机的故障问题,通过在各种故障位置处加装传感器的办法解决[1]。比如常见的皮带发生跑偏故障,其原因主要是改向式滚筒与驱动式滚筒产生位移,此类问题的解决办法是在滚筒的边缘设置红外定位数字传感器,滚筒的位置只要发生改变,传感器就会自动将信息发送至PLC,及时完成滚筒的位置调整。
1 煤矿用皮带式集控运输系统相关设计
在研究和设计皮带集控运输机的控制系统时,需要考虑以下方面问题:
第一、集控自动系统的可靠性和安全性对于工业化集控型系统的实现,特别是对实时监测集控自动系统的实现来说,具有非常关键的作用。
第二、先进的集控型系统设备,在进行集控运输系统的研究和设计时,要尽量选用目前最先进的科技及设备,即要保证系统的各项功能能够得以充分发挥,又要保障集控自动系统的相关设备仪器能够在可靠安全的环境状况下高效快速地运转。
第三、实时对集控型系统进行监测对煤矿生产具有重要作用,性能安全、运行可靠的皮带式煤矿运输机对井下生产的高效运转意义重大,所以,对皮带式运输机的集控化系统进行设计时需要系统具备实时的监测功能,并能够实现对接收数据加以及时分析和处理,保障系统可以高效的运行。
第四、集控自动系统要具备高效的管理功能,该项功能可有效降低煤矿的安全故障发生率,为设备的日常维护和故障检测提供便利条件,同时,在进行集控型自动系统设计时,还要保证计算机对集控系统远程控制的准确与高效,以便对故障隐患进行实时的跟踪监测[2]。
2 PLC的选型
2.1 PLC系统相应选型
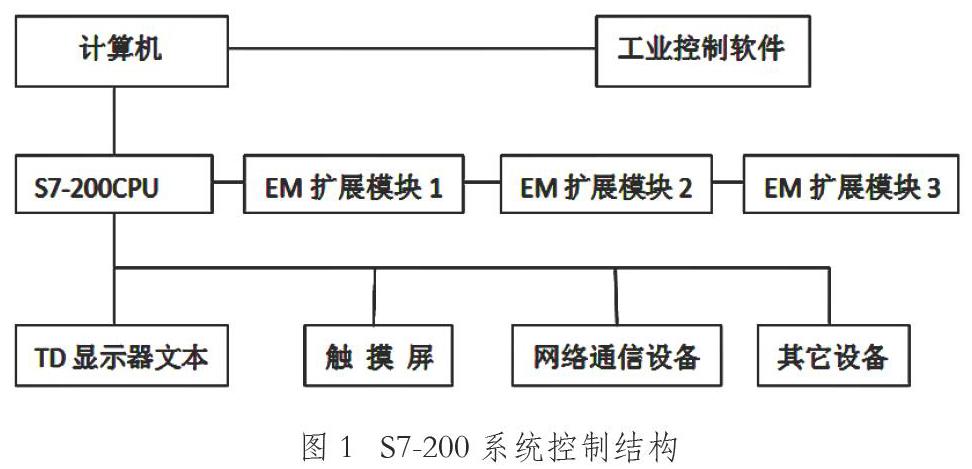
该系统的皮带式运输机采用的是S7-200西门子逻辑可编程控制器设计的,S7-200型产品是西门子S7系列产品中的特殊产品[3],该产品能够单独建立符合需求的控制自动化系统,同其他的网格进行连接后,组成复杂的控制智能化系统,PLC随着现代化的发展在自动化控制及自动化检测领域得到广泛的应用,详细情况如下图1所示:
2.2 电机的控制回路相关设计
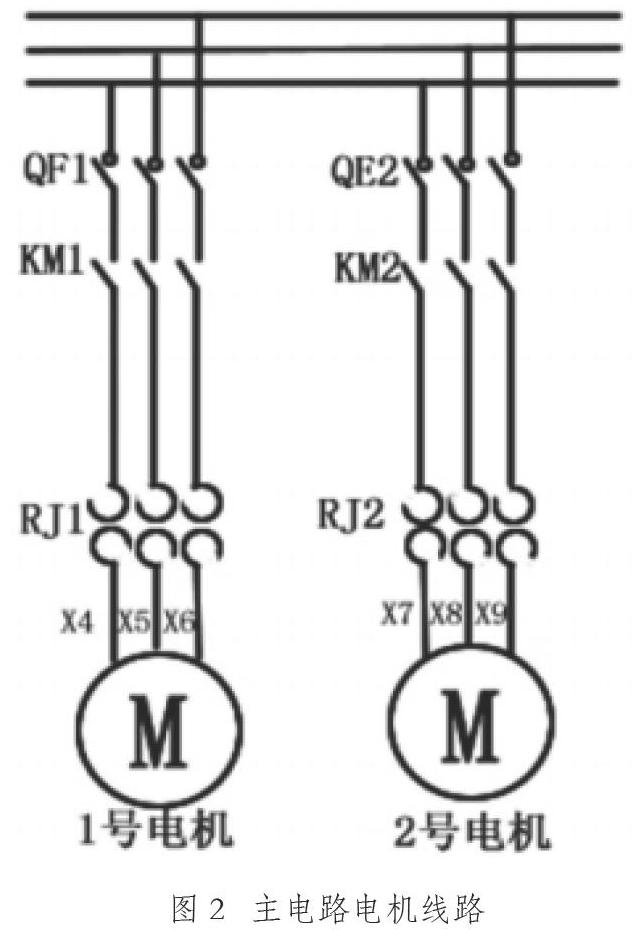
控制电路如图2所示,RJ1及RJ2分别为1号电机和2号电机控制开关,QF1及QF2分别为2个三相启动接线开关。
3 PLC软件控制系统设计
在进行PLC程序设计前,先要对设计中涉及到的输入输出点进行大致的了解,在对PLC进行相应配置的时候,具有更大的选择性空间[4]。在对主程序进行编程设计时,需要自动停止启动、手动停止启动以及全线停止启动可以相互灵活的进行转换,使整个软件系统具有更高的灵活性。在排除故障以后,按下启动复位按钮,皮带机1#恢复运行,如此能够表现出系统故障预警程序的防护作用。在皮带机发生其他的障碍时,皮带机立即停止运行,同时发出报警。
3.1 分配I/O地址
首先估算PLC的I/O端口的点数,对相关数据进行计算后方可确定需要购买相应设备的型号。于PLC的I/O端口程序模块所连接的电路均为I/O端口地址确定分配,但其I/O设备的功能体现也是由I/O地址的分配协助,使得PLC地址程序同其设备相互对应,将处理故障的时间有效缩短。
3.2 设计其主程序
PLC主程序的设计主要是用于对整个系统的管理和调度,主要由三部分控制组成:其一,全线电源的通断控制;其二,自动控制的启动和停止;其三,程序手动进行启动与停止。前两种方式控制都是利用传感器将信号发送给PLC,再对内部的罗辑电路进行控制,但是手动进行启动与停止的方式不通过PLC,而是通过外部的继电器完成电路独立控制[5]。
3.2.1 皮带启动
3.2.1.1 全线式启动
按下全线启动键,峰鸣器的报警声响过5s,2号皮带机进入工作状态,對应的显示器上的指示灯呈绿色,电机通电启动,蜂鸣器响过3s,皮带机1#开始工作,处于上位机指示启动灯变绿,电机被启动开始运转。
3.2.1.2 自动式启动
皮带机自动式启动方式:按下自动运行启动键,伴随蜂鸣器响动3s后,1号皮带机进入运行状态,显示屏幕上的启动指示灯呈绿色,电机通电转动,然后2号电机进入转动运行状态,相应的指示灯也呈绿色。
3.2.1.3 手动式启动
按下手动启动按钮,启动指示灯闪烁后亮起,显示屏幕上的指示灯变为绿色,1号电机开始运转工作;按下电机2#启动机,2#指示启动灯闪烁后点亮,处于2#上位机指示启动灯变绿,电机被启动开始运轩工作。
3.2.2 皮带停止
3.2.2.1 全线式停止
启动全线式停止按钮后,首先皮带机1#停止运行工作,指示故障灯变红,电机的运转停止,等待3s后,皮带机2#出现相同状况。
3.2.2.2 自动式停止
控制自动式停止的按钮为2个,其中1个用于1#机控制,一个用于2#机控制。1#机启动停止键时,皮带机首先停止转行,指示故障灯变红,电机随之停止工作。2#机启动停止键时,皮带机即刻停止运转,指示故障灯变红,电机随之停止工作。
3.2.2.3 手动式停止
手动式停止跟自动式停止的方式基本一致,差别在于启动停止键时,指标启动灯被熄灭,即1#机停止键被启动时,指示启动灯被熄灭,皮带机随之停止运转,指示故障灯变红,随之电机被停止工作。2#机停止键被启动时,皮带机状况基本相同。
3.3 故障的程序设计
传感器一般都安装在可能发生故障的不同部位,当发生故障时,传感器把故障的数据信息发送给PLC,PLC负责分析处理接收到的数据信息,并将分析处理后的数据结果传递给控制电路,由控制电路把信息传送给故障信号指示灯,上位机的主板指示灯右路变成红色,显示该位置发生故障[6]。当指示故障灯报警以后,皮带机随之停止运转,直至排除故障,当复位键被启动时,指示灯即从红色转变为绿色,随即机器开始自动运转工作。
4 系统表现生产中的优势
4.1 安全性较高
系统在运行中如果发生以下任何情况,系统即开启故障自动停车安全保护,具体参数根据客户需求设定。
①烟雾式报警保护功能;
②温度护的功能;
③打滑保护的功能;
④监测及保护运输皮带跑偏的功能;
⑤堆煤故障报警的功能;
⑥急停及闭锁的保护与识别故障的功能;
⑦其他安全防护的功能。
4.2 减少工作岗位的操作人员
在集控自动化系统没有安装之前,该皮带运输系统的八部机械设备,每班八个生产岗位需要有人来进行操作值守,一天执行三班倒制,每天就要用24名工作人员。在集控自动系统安装后,每天只需要一名巡检员和一名操作员即可,彻底改变了原有的生产方式和操作办法。使矿井采区机械工作面每天的岗位工作人员数由24人减至6人,有效的提高了企业生产率[7]。
5 结束语
该系统具备较高的安全性及智能性,能为日常安全检修提供参考,以便对事故的征兆可以及时的发现,为预防事故的发生起到有效的防护作用,机电故障及其投入的成本明显减少,岗位工作人员也明显减少,生产效率得到有效提高,同时生产费用也得到有效的降低。
参考文献:
[1]王波.基于PLC的矿用皮带运输机集控系统的开发与研究[D].太原:太原理工大学,2011.
[2]蒋亚聪.平煤八矿选煤厂监控系统研究与设计[D].郑州:郑州大学,2016.
[3]霍德鹏.综采自动化网络监控系统的研究与实现[D].阜新:辽宁工程技术大学,2011.
[4]马驭.基于PROFIBUS网的皮带机集控系统的研究[D].淮南:安徽理工大学,2012.
[5]范桂龄.输煤综合自动化监控系统的设计与实现[D].西安:西安科技大学,2013.
[6]郁洋.给煤机自动化控制系统改造工艺[J].山东煤炭科技,2019(04):101-102+105.
[7]龚桂荣.皮带机巡检机器人控制系统设计与研究[D].徐州:中国矿业大学,2019.
作者簡介:
范永惠(1987- ),男,湖北省郧西县人,本科,2014.9太原理工大学,机械制造及自动化,皮带运输,矿井设备修理。
