冷轧切边剪薄带钢起筋控制策略研究
2020-06-05供稿李志超
供稿|李志超 /
内容导读
2130冷轧带钢工程是马钢“十一五”结构调整500万t钢生产能力系统项目中的重要工程之一。1#重卷线切边剪在生产中存在带钢边部起筋等缺陷,尤其在生产厚度小于0.7 mm带钢时,经常在带钢边部发生起筋、翻边等缺陷,影响切边质量,造成经济损失。本文采取现场调研、理论解析、仿真分析和现场调试等开展冷轧切边剪剪切薄带钢起筋控制策略研究。对剪切过程中的带钢进行受力分析:通过理论分析计算、有限元数值模拟以及剪刃侧向间隙、剪刃重叠量等因素对剪切力的影响规律分析,明确了带钢切边剪剪切过程的应力分布规律。针对造成起筋的因素提出了剪切薄带钢起筋控制策略,包括对间隙量、重叠量和带钢厚度等参数进行优化。现场实测结果表明,优化后的参数设定值可以显著减少切边起筋的概率。
切边剪结构及工作原理
切边剪工作时,圆盘刀以与带钢相同的运动速度做圆周运动,形成一对无端点的剪刃[1]。切边剪主要由机架开度调整机构、去毛刺辊、切边剪本体、导板架、废边溜槽、底座、齿轮电机等设备组成[2],核心部分是切边剪本体。马钢冷轧1#重卷线切边剪的结构如图1所示,主要特点有:(1)切边剪两侧的机架在导轨上线性移动,剪切不同宽度的带钢时调节开口度;(2)两侧机架上各有一个切边剪本体;(3)切边剪的侧间隙 由重叠量调整电机控制,上下剪刃的重叠量按一定的关系曲线变化,在调节时以侧向间隙量作为控制目标;(4)重叠量调整电机用于调节切边剪上下剪刃的重叠量。
切边剪剪切带钢时,两对刀盘以带钢的运行速度为线速度做圆周运动,形成一对无端点的剪刃[3],剪切过程如图2所示。
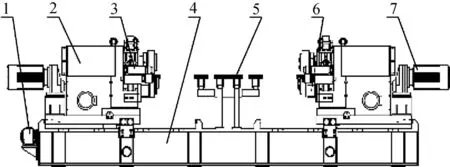
图1 马钢冷轧1#重卷线切边剪的结构示意图
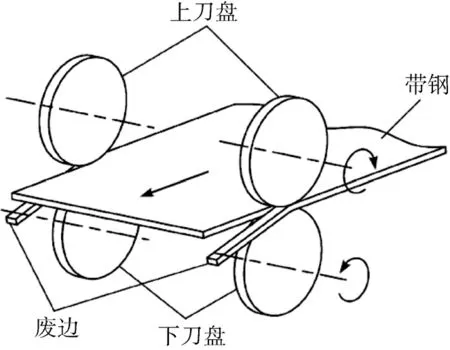
图2 切边剪剪切过程示意图
在切边剪剪切过程中,随着带钢的运行,上下刀盘的刃口距离逐渐减小,中间的板带被不断的挤压切入,使得板带材料发生变形,并最终被完全切断。带钢的剪切过程中,带钢剪切区分为弹性变形阶段、塑性变形阶段、断裂分离阶段3个阶段[4-7]。
剪切薄带钢起筋研究现状
随着国内各大钢铁企业对薄规格带材产品的研制生产,国内有关带材剪切起筋缺陷的研究才开始受到关注[7]。对薄规格带钢而言,随着宽厚比的增大,带材平直度难以保持,极易产生包括起筋、瓢曲、浪形等在内的各种板形缺陷。徐国旺等[8]基于热轧带钢在下工序冷轧过程中出现的起筋故障,针对冷轧带钢起筋位置分析出与热轧带钢断面局部高点、凸度和楔形之间的对应关系。阎秋生等[9]通过对热轧工艺参数的调整,实现了带钢断面大凸度、小楔形和适当的局部高点,减少了冷轧带钢起筋现象,改善了产品质量。有关研究人员采用有限元软件DEFORM-2D建立剪切过程的二维动态有限元分析模型[10]。王延薄等[11]研究了侧向间隙对带钢断面质量的影响,仿真结果表明:剪切断面形状与剪刃侧向间隙相关,剪刃侧向间隙随着带钢厚度的增加而增加。罗石念等[12]通过现场统计研究起筋部位的特征,系统地分析热轧、冷轧工艺过程中起筋缺陷的影响规律,且发现热轧带钢的不规则断面会影响到后道工序。冷轧薄带钢起筋的原因在于该区域发生板形屈曲,研究其与热轧带钢凸度和楔形值的相关关系,得出控制较大的热卷凸度值并有效降低楔形值可抑制起筋[13]。
在有限元分析法产生之后,国外有学者用刚塑性有限元法对金属剪切过程进行模拟[14],模拟过程中将剪切区的网格划分细一些,并运用生死单元法来模拟金属断裂时的失效情况,从而预测出断裂过程裂纹的产生。除了理论解析法和有限元法外,对金属剪切断裂过程的研究还可以通过实验的方法进行研究。日本的岩田一鸣等[15]利用电子显微镜对剪切过程进行了扫描,发现剪切过程裂纹主要产生在剪刃附近,并随着剪切的进行沿着材料的最大剪切变形率方向进行扩展。目前对金属材料延性断裂进行预测的最有效方法还是根据材料的应力应变历史进行预测并建立合理有效的断裂准则。
马钢剪切起筋缺陷情况简述
2130冷轧带钢工程是马钢“十一五”结构调整500万t钢生产能力系统项目中的重要工程之一。其中1#重卷机组主要用于热镀锌后或冷轧退火后的带钢进行重卷检查,由意大利FIMI公司设计,年设计产能15.3万t,生产规格为厚度:0.25~2.50 mm,宽度800~2000 mm,机组代号为CM2-05。机组主要用于完成上游工序冷轧连退和镀锌产品的开卷检查、分卷、切头、切尾、切边、中间剖分、切废、取样、涂油、重新卷取等工艺功能。重卷工序是保证产品质量的关键环节,其中切边剪精度对板材的切边质量起着关键作用。
自投产以来,生产线设备已经运行了11年,由于生产线设备老化引起切边剪在剪切0.7 mm厚度以下带钢时出现起筋现象,尤其在剪切薄带钢时出现切边剪隔离环处起筋的现象很频繁。前期对生产线上相关设备的精度进行检查,对误差偏大的设备进行了精度调整。
生产过程中出现的典型起筋故障:DC04钢(厚度0.70 mm、宽度1085 mm),切边剪工作侧起筋,如图3。

图3 正常切边时两侧起筋
带钢切边过程的数值模拟
剪切过程的变形理论是十分复杂的,涉及弹塑性力学、断裂理论等,目前ANSYS软件中的LSDANY模块能够较好地实现剪切过程的大变形断裂模拟。
切边过程有限元模型
在实际生产中,带钢切边可以看作带钢在切边剪刀刃的作用下的大变形过程,带钢剪切的几何模型如图4所示。上下圆盘刀刃直径为320 mm,厚25 mm。带钢尺寸为90 mm×0.6 mm。
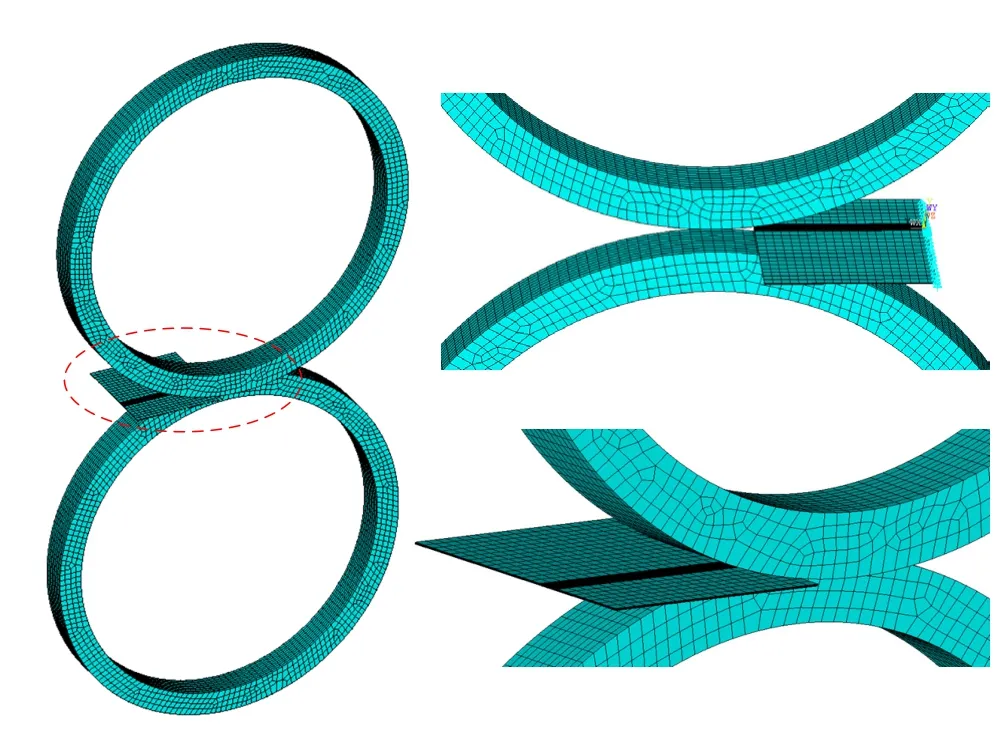
图4 带钢剪切几何模型及网格划分
由于带钢切边过程大变形的区域仅仅是带钢与上下圆盘刀刃相接触的部位,为合理利用计算资源,需重点关注带钢切边过程大变形的区域,因此使用ANSYS的Divide功能时将带钢切边过程大变形区域和其他部位的区域分割开来。选择SOLID164单元进行数值模拟,采用单点积分算法,同时进行沙漏控制以得到正确的模拟结果。采用的切边剪网格尺寸为5 mm。对带钢采用分区域划分网格,带钢剪切核心区域宽度设置为8 mm,网格尺寸为0.1 mm,其余部位网格尺寸为4 mm,如图4所示的黑色区域为网格加密区域。
带钢切边过程中,带钢的前进速度为300 m/min,即5 m/s,切边剪的直径为320 mm,折算为转速为15.625 rad/s。因此,在ANSYS中为上下切边剪施加绕Z轴的转动。同时给带钢施加X轴正向的初速度5 m/s。
切边过程受力分析
由带钢切边过程的应力分布可以看出应力最大的部位主要在带钢,而且集中在带钢当前所受剪部位。图5中Mises等效应力在剪切区域最大,剪切区域之外其他部位的等效应力逐渐减小。
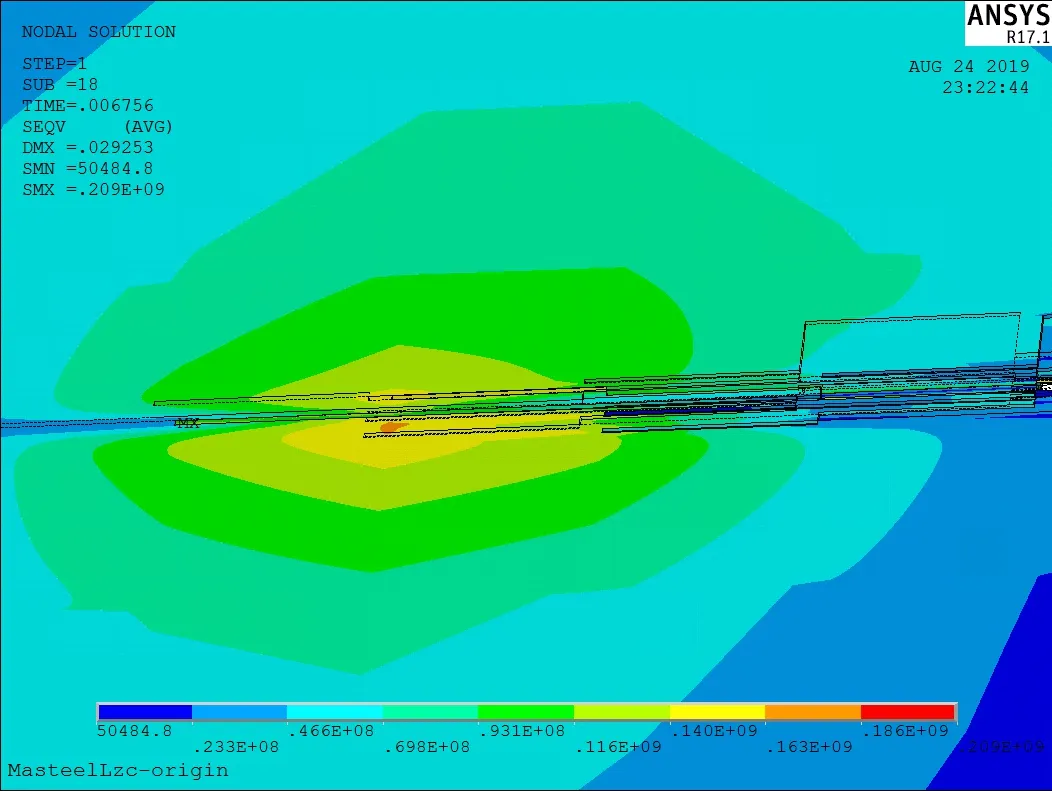
图5 带钢剪切过程中剪切区域的Mises等效应力分布
剪切参数模拟分析
为了研究带钢切边过程的不同工艺参数对带钢切边和应力分布的影响[15],分别针对不同剪刃侧向间隙、剪刃重叠量、带材厚度和剪切速度条件下的带钢剪切进行了数值模拟,具体方案如表1所示。
针对剪刃侧向间隙为0.03、0.06、0.09和0.12 mm条件下的带钢剪切进行数值模拟。其中带钢厚度为0.6 mm,剪刃重叠量为0.2 mm,剪切速度为300 m/min,带钢剪切0.2 s时的应力分布见图6。从图中可以看出:剪刃侧向间隙不同,带钢在剪切区域的Mises等效应力分布不同,剪切中心区域的平均应力也不同,可见剪切区域的应力随剪刃侧向间隙变大而减小。
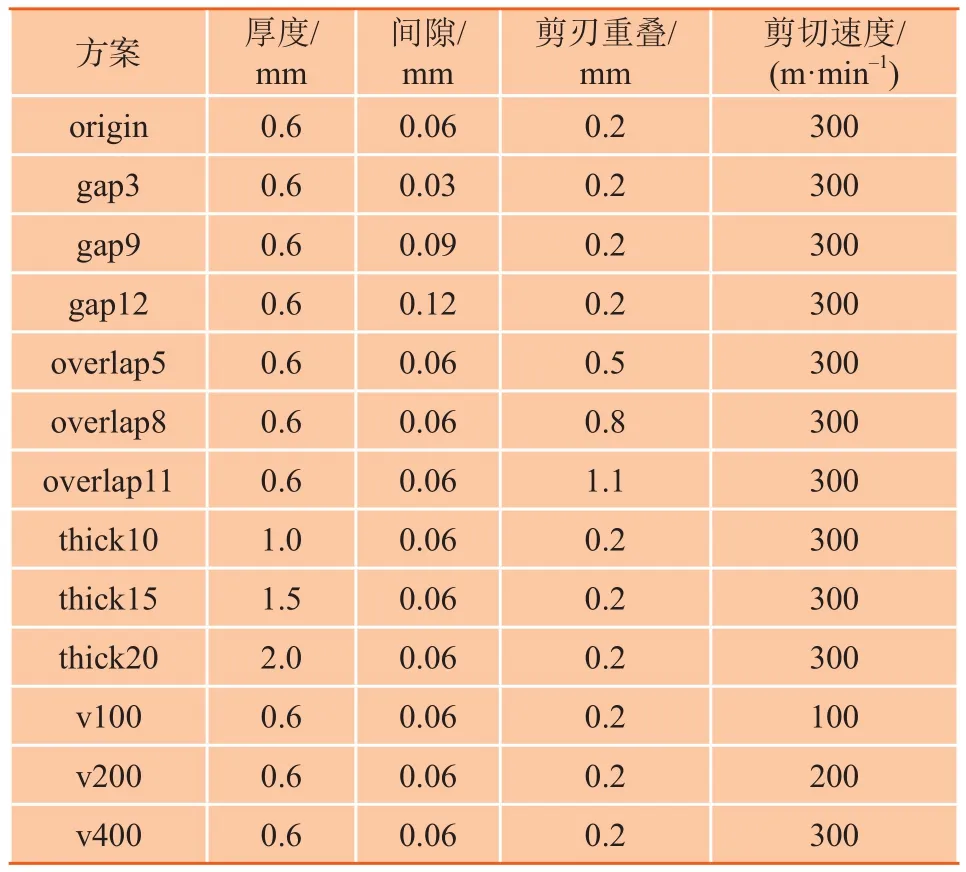
表1 不同工艺参数条件下的带钢切边过程数值模拟方案
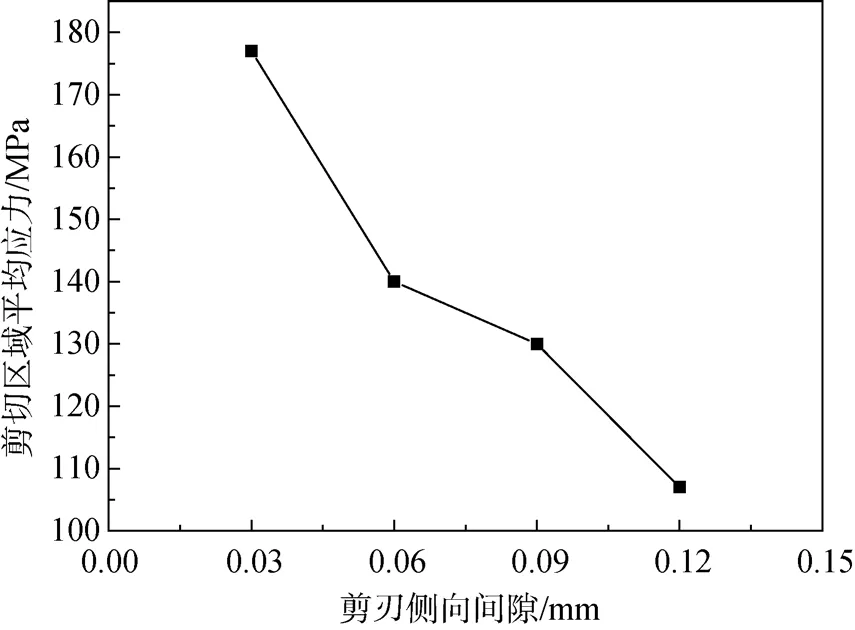
图6 剪刃侧向间隙对带钢剪切区域的平均Mises等效应力的影响
图7~图9分别为剪刃侧向间隙为0.06、0.09和0.12 mm条件下origin、gap9、gap12模拟方案的带钢剪切时的Z向应力分布。在带钢剪切过程中,下切边剪一侧(带钢剪本体一侧)的Z向应力较另一侧大,并且在偏离剪切线一定距离的部位Z向达到最大值,可以推测Z向应力分布不均衡是导致带钢剪切起筋的一个因素。由图可知,剪刃侧向间隙越大,Z向应力分布不均衡程度越小,带钢剪切后越不易起筋。
冷轧线剪切薄带钢起筋控制实验
切边剪薄带钢剪切控制策略
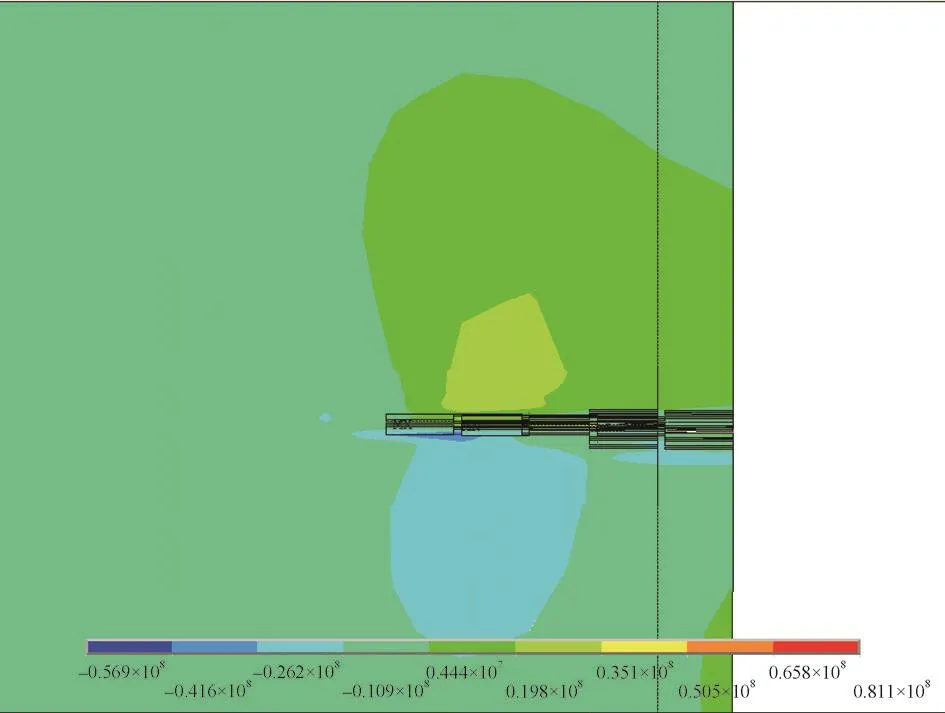
图7 带钢剪切过程中的Z向应力分布,剪刃侧向间隙为0.06 mm
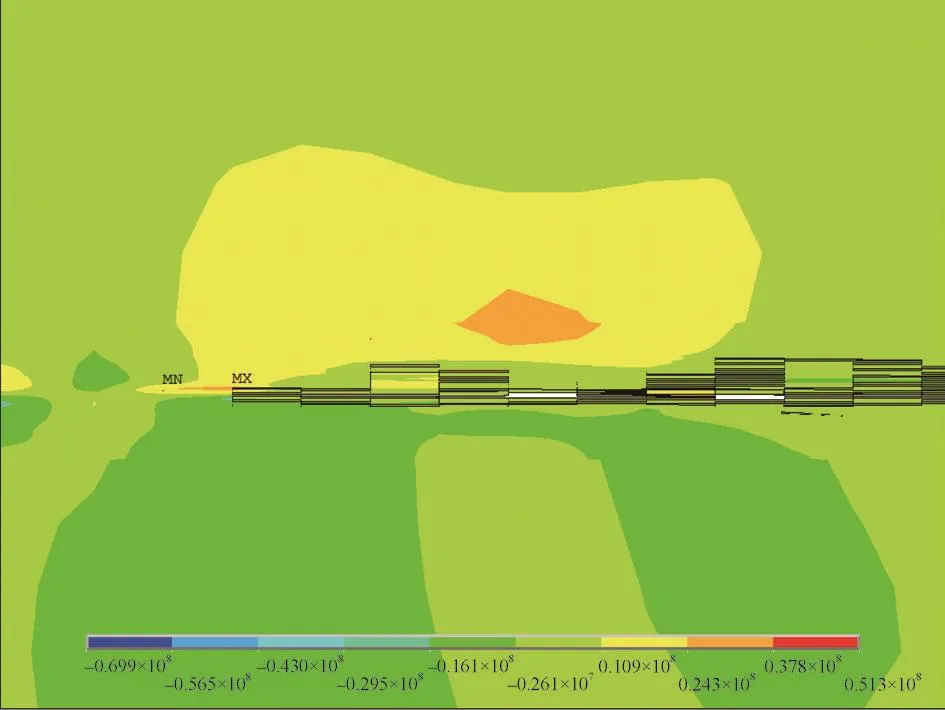
图8 带钢剪切过程中的Z向应力分布,剪刃侧向间隙为0.09 mm
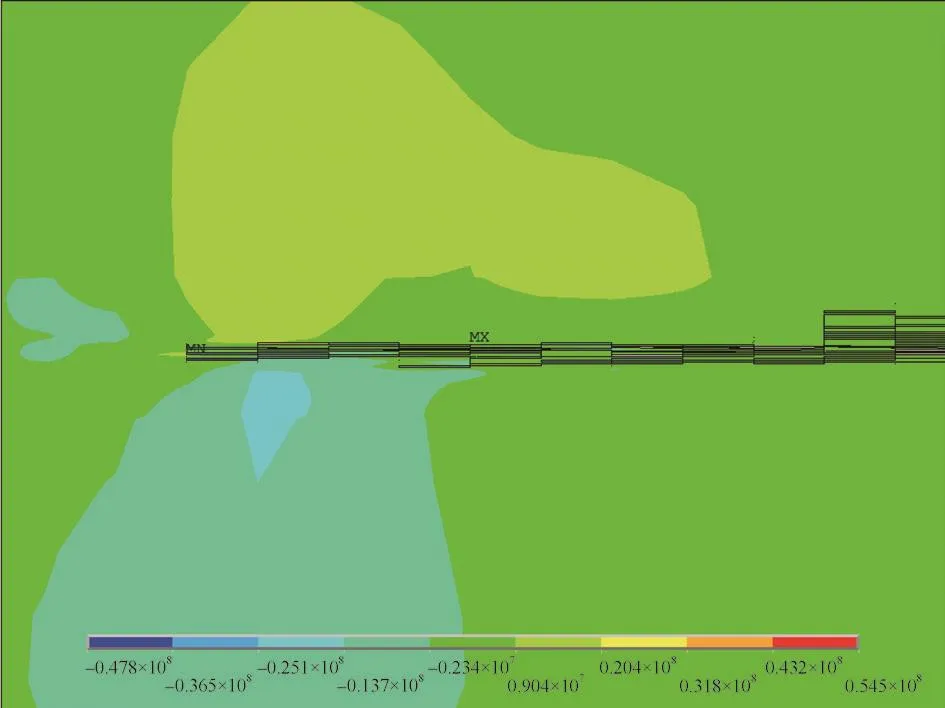
图9 带钢剪切过程中的Z向应力分布,剪刃侧向间隙为0.12 mm
运用ANSYS模拟带钢剪切过程中的工艺参数包括剪刃侧向间隙、剪刃重叠量等因素对带钢剪切应力的分布影响且运用到现场验证:(1)剪刃侧向间隙不同,带钢在剪切区域的Mises等效应力分布不同。剪切区域的应力随剪刃侧向间隙变大而减小;(2)带钢在剪切区域的Mises等效应力分布随剪刃重叠量变化而变化,但是变化不明显;(3)在带钢剪切过程中,Z向应力分布不均衡是导致带钢剪切起筋的一个因素;(4)在带钢剪切过程中,剪刃侧向间隙越大,Z向应力分布不均衡程度越小,带钢剪切后越不易起筋。带钢厚度越大,剪切过程中的Z向应力越大。
根据切边剪剪切的实际工况,调整剪切工艺参数,将以上数据和现场实际情况进行系统分析总结,对原有的根据带钢厚度估算的间隙量和重叠量进行修正优化。
最佳剪切参数的现场验证
◆ 剪刃间隙量优化
切边剪刃侧向间隙和重叠量常用的设定参数是根据经验得出的,其调整参考值一般侧间隙量为带钢厚度的6%+0.2 mm;重叠量为带钢厚度的10%~20%。参考ANSYS数值模拟的验证结果和基于实验确定的正确的剪刃侧向间隙,如图10所示,显示了剪刃侧向间隙与带钢厚度相对应的关系,并按照带钢的抗拉强度进行细分,为剪刃侧向间隙提供参考值。对于薄的软钢(抗拉强度小于1000 N/mm²)在进行剪切时将间隙量调整到带钢厚度的4%~12%;对于高强钢(抗拉强度大于1000 N/mm²),其剪刃侧向间隙为带钢厚度的12%~20%。
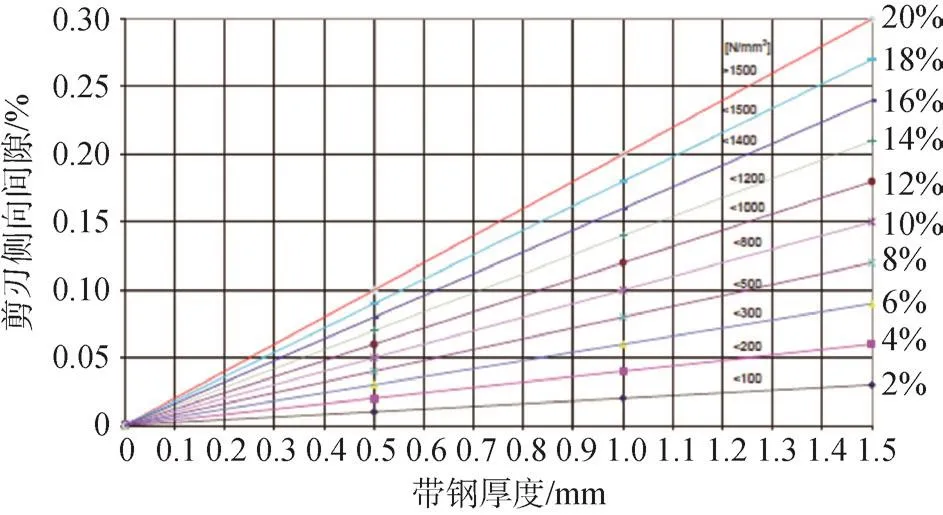
图10 剪刃侧向间隙量与带钢厚度关系图
◆ 剪刃重叠量优化
采用数值模拟的方法针对带钢剪切过程中的工艺参数中剪刃重叠量对带钢剪切应力的分布影响进行了研究。根据原先经验值,剪切重叠量数值一般为带钢厚度的8%~10%。参照重卷线剪切带钢时起筋的图片资料和后期的调试报告,并且考虑到带钢厚度的不同,给出了以下修正值:当带钢厚度为0.5~3.6 mm时,重叠量取正值。从图11可以看出,带钢厚度小于1.4 mm时,重叠量与带钢厚度基本上呈正比关系;带钢厚度在1.4~3.6 mm之间时重叠量与带钢厚度基本上呈反比关系。
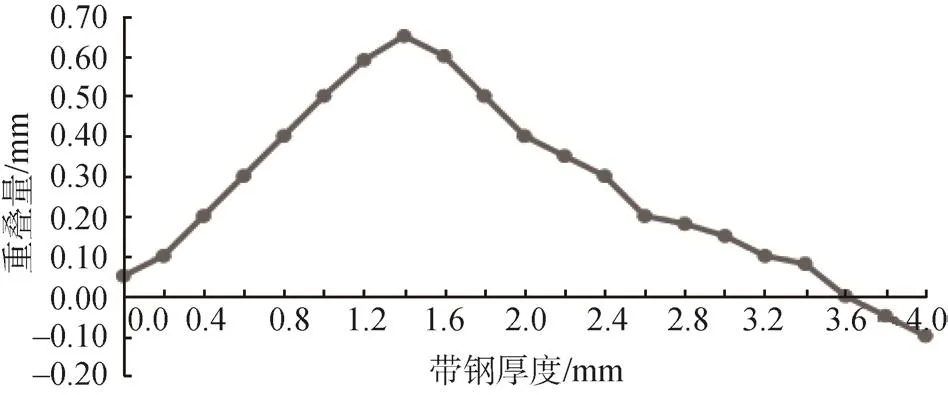
图11 重叠量与带钢厚度关系图
参数优化控制效果
为了验证带钢起筋优化控制措施是否可以满足冷轧卷起筋的控制目标并达到预期的控制效果,在实际生产过程中,选取带钢厚度为0.55~1.2 mm,陆续实测14卷不同钢种、不同规格的薄带钢进行切边现场验证。经过起筋控制参数优化后,在1#重卷线生产过程中除1卷带钢厚度为0.55 mm起筋以外,均未发现薄带钢起筋现象,整体起筋控制合格率达到92.8%。就目前设备状态判断1#重卷剪切薄带钢起筋控制得到了明显的改善。
结束语
本文对马钢冷轧1#切边剪剪切薄带钢起筋的发生和控制进行了研究,利用有限元软件ANSYS/LS对切边剪剪切薄带钢的过程进行了数值模拟,通过带钢剪切过程受力的理论分析计算、带钢切边过程的有限元数值模拟、剪刃重叠量、剪刃侧向间隙等因素对剪切力的影响规律进行分析,明确了带钢切边剪剪切过程的应力分布规律,最后通过现场实验进行了验证分析,并对现场带钢切边剪剪切工艺参数进行了优化控制,提高了马钢冷轧重卷线带钢切边剪剪切质量。
但是由于时间和实验条件的限制,仍有很多待完善的工作,例如对涉及热轧、冷轧、连退等多道上游工序,尤其是起筋原因与热轧带钢局部高点、凸度和楔形之间的关系未进行深入的研究。今后还可以对更多不同规格、特殊钢种的带钢的最佳剪切参数进行研究,收集更多的现场数据以进一步验证有限元模拟效果,且考虑进一步优化剪刃隔离环尺寸以减少对带钢剪切质量的影响,提高综合效益。

【渔舟唱晚】陈跃先 摄
