340 MPa级冷轧低合金高强钢的罩式退火工艺
2020-06-05供稿康华伟
供稿|康华伟 /
内容导读
冷轧罩式退火属于再结晶退火工艺,退火工艺参数的变化对再结晶织构的演变和消除冷变形造成的晶体缺陷起着关键的作用,直接影响最终组织、综合力学性能以及焊接性能。本文研究了不同罩式退火生产工艺对340 MPa级的冷轧低合金高强钢性能和组织的影响,通过分析单片试样的退火性能为整个钢卷的罩式退火工业化生产提供参考依据。优化并确定了HC340LA工业生产的罩式退火工艺参数,工业试制的整卷HC340LA屈服强度达352 MPa以上,抗拉强度达431 MPa以上,延伸率A50达31%以上,得到了汽车生产厂商的认可与推广应用。
目前国内大部分钢铁厂采用连续退火线生产340 MPa级的冷轧低合金高强钢,但是冷轧后采用罩式退火工艺进行生产的较少。本文重点研究不同罩式退火生产工艺对340 MPa级的冷轧低合金高强钢性能和组织的影响,通过分析单片试样的退火性能为整个钢卷的罩式退火工业化生产提供参考依据。
冷轧罩式退火属于再结晶退火工艺,退火过程中组织变化包括回复、再结晶和晶粒长大三个过程,为了得到较好的综合力学性能,探索合适的退火工艺显得尤其重要。罩式退火工艺参数变化对再结晶织构的演变和消除冷变形造成的晶体缺陷起着关键的作用,直接影响最终的组织以及成型焊接性能。
实验方法
实验材料
实验采用的HC340LA主要化学成分见表1。
选取同一炉中具有代表性的三支HC340LA连铸坯,热轧至厚度分别为3.5、3.75、4.0 mm,酸洗后冷轧至1.0、1.5、1.8 mm,冷轧总压下率分别为71.4%、60%、55%。冷轧后的冷硬卷力学性能见表2。
冷轧后的冷硬卷金相组织见图1。从图中可看出,冷硬态的金相都是纤维状组织,说明冷轧轧制充分,晶粒全部破碎。

表1 HC340LA的化学成分(质量分数,%)

表2 HC340LA冷硬卷的力学性能
实验方案
通过截取单片冷硬卷试样,放置在罩式退火炉中随卷退火,退火后进行拉伸实验与金相组织观察。对比不同冷轧压下率、不同厚度规格的HC340LA在采取不同的罩式退火工艺后的力学性能与金相组织。
具体方案:对冷轧厚度为1.0、1.5和1.8 mm的HC340LA冷硬钢卷,在每支钢卷的中间部位各取4块试样,试样尺寸为400 mm×150 mm×冷轧板厚,将每组试样(3个不同厚度)分别放置在4个罩式退火炉的对流板上,分别采取工艺1~工艺4进行工业化实验,退火工艺参数见表3。

图1 不同厚度的冷轧HC340LA冷硬卷的金相组织:(a) 1.0 mm;(b) 1.5 mm;(c) 1.8 mm

表3 HC340LA的4种罩式退火工艺方案工艺参数对比
结果分析
不同厚度规格下的HC340LA试样分别进行4种不同罩式退火工艺方案实验,并对HC340LA试样进行拉伸测试,其力学性能见表4。
根据表4数据,对不同罩式退火工艺方案下的试样力学性能与厚度规格间的关系绘制成折线图,如图2所示。
从图2(a)与(b)可以看出,随着厚度的减薄,即冷轧总压下率的增加,屈服强度呈上升趋势。冷轧压下量对再结晶的开始时间和持续时间都影响较大,随着压下量的增加,再结晶开始时间提前,持续时间变短[1]。因为随着冷轧压下率的增大,晶粒拉长使晶界面增加、晶格畸变程度增大,变形晶格间储存的能量增大,晶格间及晶界上的变形缺陷增多,而再结晶退火时,晶粒首先在晶界缺陷和晶格畸变点处形核,从而使形核点增多,因而在相同的退火工艺条件下,冷轧压下率越大,其晶粒尺寸越小,由Hall-Petch公式得出其强度值也越大。同时通过对退火工艺1~工艺4的对比,随着退火温度的升高或保温时间的延长,相同厚度规格钢的晶粒尺寸明显增大,原因主要是随着温度升高,晶粒长大速率增大,从而导致强度下降。。

表4 不同罩式退火工艺方案HC340LA退火卷的力学性能

图2 不同罩式退火工艺方案下HC340LA退火卷的力学性能
从图2(c)可以看出,随着厚度的减薄,即冷轧总压下率的增加,延伸率呈下降趋势。分析造成延伸率下降的主要影响因素有:一是轧制压下率增大,晶格扭曲变形大,在退火时形核点增多,晶粒尺寸小,C、N原子扩散运动距离小,碳化物和AlN颗粒长大容易;二是随着规格的减薄,同样大小的碳化物和AlN颗粒对薄规格基体的隔断更加显著,更容易在表面形成裂纹缺陷,所以整体延伸率偏小。另外,在退火升温阶段,由于钢中碳原子的活跃运动和在铁素体的溶解度增大,使碳化物处于溶解状态,加热温度越高,碳化物溶解越多,当退火温度低于A3点时,碳化物颗粒得不到溶解,形成未溶“孤岛”[2];在退火冷却阶段,碳原子在铁素体中的溶解度降低,碳原子的运动,使碳化物进一步长大且易呈网状,从而影响了集体的塑性,导致延伸率降低。
工业试制
根据罩式退火试制的单片试样性能确定HC340LA整卷工业试制的罩式退火工艺。由于单片试样是放置在罩式退火炉内钢卷间的对流板间隙处,此区域的加热与冷却传导速度均最快,相对大钢卷而言,相当于加热段升温时间短,保温时间长。因此,HC340LA整卷工业试制的罩式退火工艺优化为:(1)加热保温时间仍为680 ℃,通过实验得出此温度下已完成了再结晶;(2)保温时间除正常8 h的保温段外,再增设了一个带加热罩缓慢冷却的1.5 h时间段,此时间段不仅增加了在高温段的停留时间,有助于粗细晶粒的进一步均匀化,而且此温度段的缓冷也有助于带钢内应力的有效释放,对退火后带钢的板形质量有良好的提升效果[3]。HC340LA工业试制的罩式退火工艺见表5。
通过进行三个不同厚度规格下的HC340LA钢卷罩式退火工业试制,退火后钢卷的力学性能见表6。
罩式退火后的退火卷金相组织见图3。从图中可以看出,退火态的金相组织晶粒都呈等轴晶状,说明退火过程已完全再结晶,相组成为铁素体和极少量弥散分布的细小珠光体,晶粒度约为10级左右。
结束语
通过HC340LA冷轧低合金高强钢的单片试样罩式退火工艺实验,摸索出了HC340LA的罩式退火工艺窗口,同时结合单片试样与整支钢卷在罩式退火炉内的特点,优化制定了HC340LA工业生产的罩式退火工艺。工业试制整卷HC340LA的力学性能测试表明,HC340LA的屈服强度达到352 MPa以上,抗拉强度达到431 MPa以上,延伸率A50达到31%以上,各项力学性能指标达到标准要求且有较大富余量,得到了汽车生产厂商的认可和推广应用,可有效促进冷轧产品的结构调整。

表5 HC340LA整卷工业试制的罩式退火工艺

表6 工业试制的HC340LA退火卷的力学性能
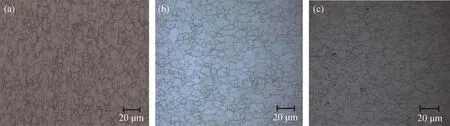
图3 工业试制的HC340LA冷硬卷的金相组织:(a) 1.0 mm;(b) 1.5 mm;(c) 1.8 mm

【光的魅力】陈跃先 摄
