基于铣削参数的刀具磨损状态监测系统
2020-06-04张恺徐裕盛
张恺 徐裕盛
摘 要:本文主要进行基于切削参数的刀具状态监测系统的研究。主要研究内容包括搭建刀具磨损铣削力信号数据采集平台,利用智能测力刀柄,实现高精度的铣削参数测量;依托铣削数据集和神经网络算法,构建刀具磨损状态监测模型,进行特征提取和模型训练,实现准确的刀具磨损状态预测。
关键词:刀具磨损;铣削力;铣削振动信号;监测
1 引言
随着材料学和加工工艺学的不断发展,零部件材料的加工难度愈发增加,加工精度要求也愈发提高,这样一来,制造业对加工机床提出了更高要求:一方面,要求机床运行过程中要尽可能保持平稳,即拥有较小的噪声和振动;另一方面,则要求机床在即将出现故障时能及时报警,停机,避免无法预期的后果。尤其是后者,对于提高零件加工质量,保证加工安全具有重要意义。本文聚焦于机床故障中的刀具磨损问题,通过合适的实验,模型,及验证,找到刀具磨损与切削力信号的对应关系,从而达到刀具磨损现象的预测和规避。
当刀具发生磨损后,由于刀尖变钝、表面形貌不平整,使得切削力增加、切削温度升高,甚至发生切削颤振现象,导致零部件表面粗糙度上升、尺寸超差或切削区域烧伤,引起加工质量和加工精度下降,并可能在未来应用中引起生产安全事故。在加工过程中,若未及时发现并制止刀具磨损,甚至会出现“打刀”现象,导致工件报废或机床损坏,影响加工效率并造成巨大的经济损失。
本文拟解决刀具磨损状态的提取特征分析与基于神经网络模型的刀具磨损状态监测两大关键问题。根据切削参数信号,选择合适的特征进行刀具磨损状态表征对于刀具磨损的准确预测至关重要,如何合理运用时域、频域以及时频域分析方法选择与刀具磨损相关度最高的特征。从而根据提取的特征确定神经网络模型以实现刀具磨损状态监测,合理确定模型的输入层,隐含层,输出层参数。
2 模型建立
2.1 相关性模型
多个变量之间的相关性普遍由相关系数反映,相关系数可以体现任何测量尺度的变量之间的相关强度。本文首先利用实验监测的数据探究X、Y、Z三向铣削力信号,X、Y、Z三向铣削振动信号以及声发射均方根值与后刀面磨损量的相关性,可利用SPSS软件分析皮尔逊相关系数。
2.2 回归分析模型
基于铣削参数与后刀面磨损量之间的相关性分析,可进一步建立回归分析模型。回归模型是最常用的研究假设检验方法,通常可表征自变量对因变量的解釋力或预测力。本文采用SPSS软件来建立七种铣削参数与后刀面磨损量的线性回归模型并进行预测检验。
2.3 BP神经网络模型
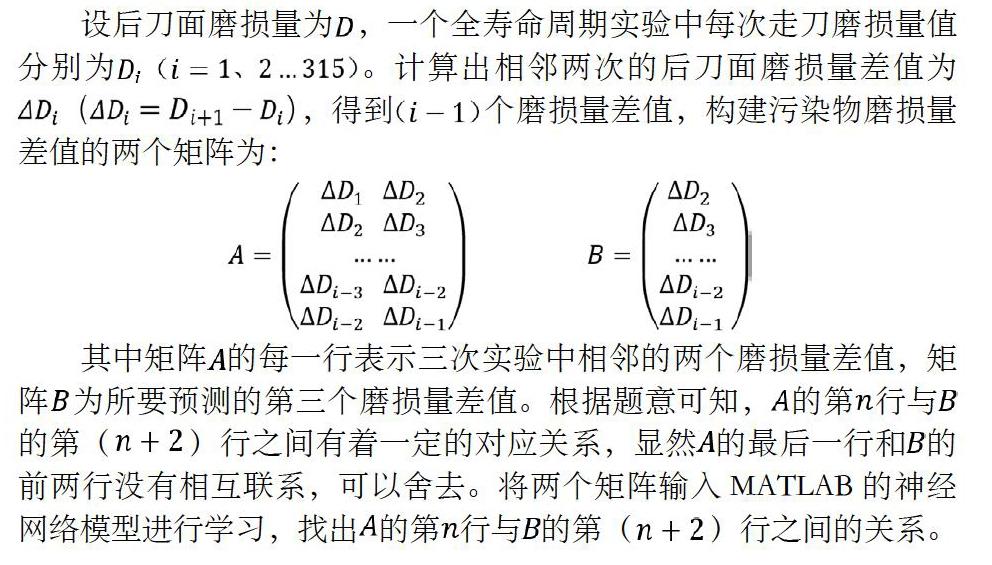
设后刀面磨损量为,一个全寿命周期实验中每次走刀磨损量值分别为。计算出相邻两次的后刀面磨损量差值为,得到个磨损量差值,构建污染物磨损量差值的两个矩阵为:
其中矩阵的每一行表示三次实验中相邻的两个磨损量差值,矩阵为所要预测的第三个磨损量差值。根据题意可知,的第行与的第()行之间有着一定的对应关系,显然的最后一行和的前两行没有相互联系,可以舍去。将两个矩阵输入MATLAB的神经网络模型进行学习,找出的第行与的第()行之间的关系。
利用磨损量差值进行归一化处理(函数为[Y,PS]= mapminmax(X,0,1)),即把相邻两天的磨损量差值压缩到[0,1]之间。
使用神经网络进行学习得到和对应行之间的关系后,便可以用中的最后一行来预测不在学习区间内的,把矩阵中得到的预测磨损量差值放入矩阵中相应位置充当已知磨损量差值,来进行中下一个磨损量差值的预测。
通过模型的反归一化处理(函数为X= mapminmax(‘reverse,Y,PS))可以得到具体的预测数值并与真实值比较分析。BP神经网络算法流程图如图1所示。
3 刀具磨损监测流程
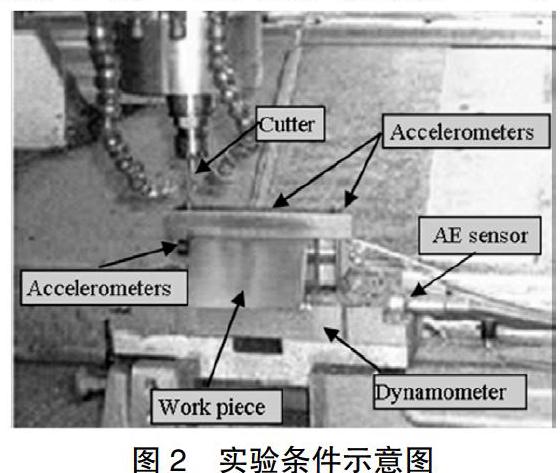
本文通过搭建平台采集数据,实验硬件条件为高速数控机床Roders Tech RFM760、Kistler 9265B三向测力仪、Kistler 5019A多通道电荷放大器、NI DAQ数据采集卡,由LEICA MZ12显微镜测量刀具磨损量,铣削材料为长方形的Inconel 718(铬镍铁合金718),选用3齿的球头硬质合金铣刀作为实验器材。切削条件如表1所示,实验条件如图2所示。
实验在上述切削条件下进行全寿命周期实验,每次走刀端面铣削的长度为108mm且每次走刀时间相等,每次走刀后测量刀具的后刀面磨损量。实验监测数据有X、Y、Z三向铣削力信号(N),X、Y、Z三向铣削振动信号(g)以及声发射均方根值AE-RMS(V)。
实验依托测力刀柄硬件系统,避免了传统板式测力仪易受切削液腐蚀,零件装夹不便的缺陷,可在不更改机床结构的情况下,实现切削力信号的高精、高效采集。
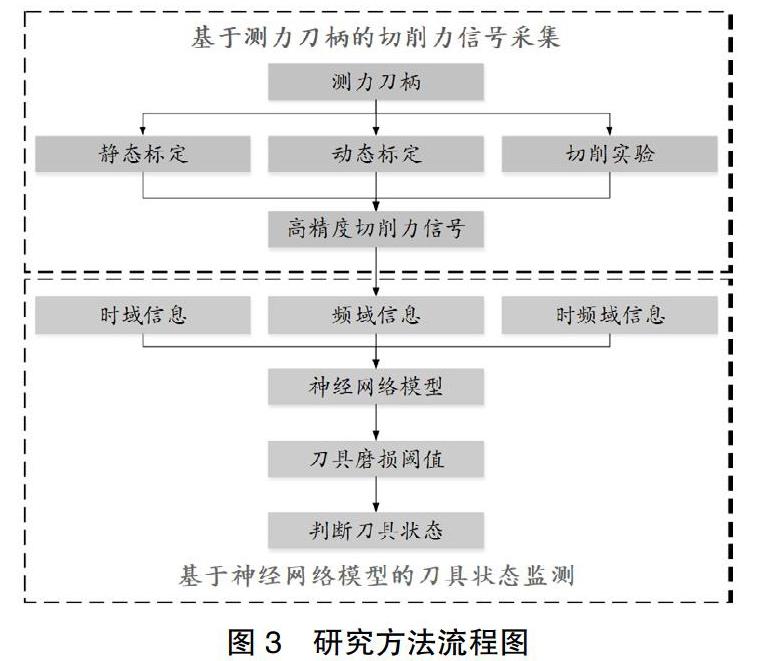
本文主要基于神经网络平台,通过实验得到切削参数与刀具磨损值,建立神经网络模型框架,确定其输入、输出及隐含层参数,将切削实验结果分为训练集和测试集,训练集输入神经网络模型进行训练,经大量样本训练可得到切削力与刀具磨损二者间的对应关系,测试集用来测试模型训练准确度。从而确定刀具磨损的判定阈值,最终采用阈值法判断是否发生刀具磨损,实现机床故障诊断。研究方法流程图如图3所示。
4 模型求解
本文根据C1组数据集进行研究分析,即一把铣刀进行全寿命周期实验共铣削315次,每次采集大于21万组数据,本文以一次实验为单位求七种铣削信号的平均值,共可得到315组铣削信号数据集。每次实验进行3次后刀面磨损量的测量,取平均值来进行铣削信号与后刀面磨损量的研究分析。
4.1 相关性分析
首先探究三向铣削力信号、三向铣削振动信号、声发射均方根值与后刀面磨损量的相关性,利用SPSS软件的偏相关分析指令成列排除个案后可得表2所示的相关系数。
由表2可知,后刀面磨损量与Z向力、Y向力的相关系数分别为0.956、0.932,达到了极强相关程度;后刀面磨损量与声发射均方根值、X向力的相关系数分别为0.558、0.500,达到了中等相关程度;后刀面磨损量与三向铣削振动信号的相关系数均小于0.1,可认为极弱相关或无相关性。通过相关性分析可得,后刀面磨损量与铣削力信号具有很强的相关性,与铣削振动信号关系很弱。
4.2 后刀面磨损量数值预测分析
本文对315组数据进行划分,前300组数据作为训练集,后15组数据作为测试集,以下将从回归分析和神经网络分析两种方式对后刀面磨损量数值预测。
4.2.1 回归分析
本文采取SPSS软件对前300组数据做回归分析,如表3~5所示。表3中R表示拟合优度,值越接近1表示模型越好,调整前、调整后的R值都在90%以上,因此这个模型是合理的。表4主要代表分析结果, F值对应的Sig值小于0.05,因此可得出七种铣削参数与后刀面磨损量具有显著的线性关系。
4.2.2 BP神经网络分析
通过对前300组后刀面磨损量数值训练可对后15组的数值预测,预测结果见表7,后刀面磨损量归一化处理后预测及观测数据示意图如图3所示。平均相对误差0.34%,由此可见模型拟合度较好。后刀面磨损量归一化处理后预测及观测数据分析图如图4所示。
作者简介:张恺(1998-),男,河北邢台人,本科,研究方向:机械制造及其自动化。
