低碳钢非理想结合摩擦焊接头的超声波检测
2020-06-03王丽萍石永佳那敬
王丽萍 石永佳 那敬


摘要:超声波无损检测技术由于其实用性高、操作便捷且设备投入也相对较低的特点,在无损检测方面发挥着十分重要的作用。本文将结合试验数据对低碳钢非理想结合摩擦焊接头的超声波检测进行探究,并且结合AR功率谱来提高超声波检测在低碳钢非理想结合摩擦焊接头检测中的应用效果。
关键词:低碳钢;非理想结合;摩擦焊接头;超声波检测
引言:
和其他检测方式相比,利用超声波对工件进行检查,能够在不破坏工件原有的形态和保持工件使用性能的基础上实现对工件内部的检查,然而在利用超声波对低碳钢非理想结合摩擦焊接头进行检测时,会发现常规的超声波检测难以发现低碳钢摩擦焊接头中的一些缺陷,在这种情况情况下可以结合AR功率谱进行缺陷的识别和分析,进而保证检测的效果。
1 低碳钢非理想结合摩擦焊接头超声波检测的试验背景
超声波检测的基本工作原理是,对超声波与工件相互作用下反射、投射和散射的波进行分析,从而通过数据分析对被检测物的缺陷状态进行判断。超声波无损检测在对焊接质量的检测中发挥着十分重要的作用,但是受到一些客观因素的影响,超声波检测在面对到低碳钢摩擦焊接头的一些特殊缺陷时,检测的效果较差,难以对低碳钢非理想结合摩擦头的弱结合、未熔合和灰斑等问题进行有效识别,进而导致产品可能存在一定的安全隐患。
本文在对低碳钢非理想结合摩擦焊接头的超声波检测进行简要探究时,将主要结合信号处理技术对回波信号进行处理和分析,从而对超声波检测在低碳钢非理想结合摩擦焊接头的应用中存在的不敏感缺陷进行分析。
2 试验方法
2.1 试验材料
本次试验是在某公司生产的型号为C4-Ⅰ的连续驱动式摩擦焊接机上完成的,所选用的焊接材料是A3钢,摩擦焊的焊接接头直径是14mm,为了保证试验效果,在完成焊接之后,将焊接接头加工为60mm长的试样,并且保证焊接的界面处在试样的中心位置,同时将焊接飞边去除。此外,通过改变摩擦焊接过程中的工艺参数来获得不同的试样,图表1为摩擦焊过程中各项参数的具体数值。
2.2 试验方法
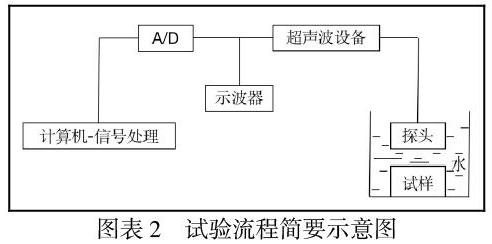
本次试验所选择的超声波检测设备是CTS-21型超声波探伤仪,简要试验流程如图表二所示。
本次低碳钢非理想结合摩擦焊接头超声波检测中使用的是单发单收的模式,试验过程中超声波检测设备探头中心的频率为5MHz的宽频带,使用的是采样频率为20MHz的A/D转换器,本次试验所采取的检测方法为水浸法。具体检测流程为将超声波检测设备的探头通过专门的夹具固定在水中,将回波信号通过转换器采集并储存到计算机之中
为了验证超声波检测的结果,在检测完成后将试验过程中所使用试样的焊接接头结合面开一个浅槽,随后在液氮温度下打断,进而对焊接接头的结合面情况进行观察采集,并且使用求积仪对焊接接头的缺陷进行测量和记录。
3 试验结果
在本次低碳钢非理想结合摩擦焊接头的超声波检测试验过程中,在试样不同的情况下,所采集到的反射信号之间的差别较小,这也就意味着无法直接通过对反射信号的分析来判断摩擦焊接头的结合面是否存在着缺陷,以及该缺陷的类型和面积,这证明了超声波检测法在对低碳钢非理想结合摩擦焊接头的检测中存在着一定的不足。
结合AR功率谱对本次试验过程中储存在计算机内的回波信号进行分析处理之后,则能够通过AR功率谱来获取能够反映焊接接头缺陷的特征量。从图表3中可以发现,AR功率谱的特征能够准确地反映出摩擦焊接接头结合面是否存在发蓝未熔合、未发蓝未熔合、灰斑这三种缺陷。
图表3的记录证明了AR功率谱能够有效反映出缺陷是否存在,而对图表4进行分析之后发现,AR功率谱的特征值与摩擦焊接接頭结合面存在的缺陷的尺寸有一定的联系,并且能够形成一定的对应关系,甚至在一定程度上,能够通过对AR功率谱形状的分析来知晓低碳钢非理想结合摩擦焊接头存在的缺陷形状。
在低碳钢非理想结合摩擦焊接头的超声波检测中结合AR功率谱,主要是基于缺陷存在的情况下,所反射的回波频率组成与无缺陷情况下所反射的回波频率组成有一定的变化,因此通过AR功率谱对反射回波信号的波谱进行分析能够获得缺陷的特征。
4 试验结论
在低碳钢非理想结合摩擦焊接头的超声波检测中,超声波对一些缺陷不敏感的原因主要在于一些缺陷的厚度和尺寸较小,且介质差异也较小,或者存在缺陷为不连续点结合的现象,在这些情况下利用超声波进行检测时,所反射的回波波幅小,因此难以对缺陷进行准确检测。
通过本次低碳钢非理想结合摩擦焊接头的超声波检测试验,可以得到三个试验结论,首先是接头中的未熔合和灰斑属于超声波不敏感缺陷,使用常规超声波进行检测难以进行有效检测;其次是利用AR功率谱对特征量进行分析,可以有效地对不敏感缺陷进行识别;最后,AR功率谱的特征值和缺陷的尺寸之间具有一定的对应关系。
结束语:
焊接的质量是影响产品质量中十分关键的因素,因此必须加强对焊接质量的检测,作为一种无损检测方法超声波检测得到了十分广泛的应用,但受到一些客观因素的影响,超声波检测也存在一定的不足,尤其是在低碳钢非理想结合摩擦焊接头的超声波检测中,一些超声波不敏感缺陷不容易被检测出来,可能会对产品质量埋下一定的安全隐患,由此应该不断优化超声波检测的方法,提高超声波检测的效率。
参考文献:
[1] 瞿辉,戴晓娇,赵金菊.超声波无损检测技术的发展与应用[J].机电信息,2020(02):82-83.
[2] 刘威.焊接质量的超声波探伤无损检测探析[J].南方农机,2019,50(22):193.
[3] 刘建波.浅谈低碳钢管道焊接缺陷产生的原因及措施[J].冶金与材料,2018,38(06):143-144.
[4] 滕诚信. 低碳钢焊接接头表面冲击摩擦改性[D].山东建筑大学,2015.
(作者单位:中车长春轨道客车股份有限公司)
