伞齿轮工艺规程及工装设计
2020-05-25周聪
周 聪
(镇江中福马机械有限公司,江苏 镇江 212016)
1 零件分析
伞齿轮是三块车专机的关键零件,零件材料选择45#中碳钢,毛坯形式为锻件,粗加工后进行调质处理,保证零件具有较高的强度和较好的切削加工性,并具有一定的韧性、塑性和耐磨性。伞齿轮零件图如图1所示。
1.1 基准选择
对待加工零件而言,应尽可能选择不加工的表面作为加工粗基准。而对有若干个不加工表面的工件,则应以与加工要求相对位置精度较高的不加工表面作加工粗基准[1-3]。精基准的选择主要应考虑基准重合的问题,当设计基准与工序基准不重合时要进行尺寸换算。铣齿或滚齿时,以已加工的粗糙度Ra6.3端面、φ30孔及键槽为精基准,粗糙度Ra6.3端面限制3个自由度,φ30孔限制2个自由度,键槽限制1个自由度。
1.2 确定生产类型
已知零件的生产纲领为1 200件/年,查《机械制造工艺及设备设计手册》确定此类零件为中批量生产。
1.3 工艺设计依据
由于工件年产1 200件,属中批量生产,且该零件结构复杂,尺寸精度和形位公差要求高,采用普通加工方法零件的尺寸精度和位置精度难以得到保证,加工效率低,加工质量差,废品率高。故需对该零件进行工艺规程设计,编制零件工艺过程卡,绘制零件毛坯图,编制零件机械加工工序卡,并设计零件加工的铣齿工装和滚齿工装,以提高工效。
2 工艺规程设计
2.1 零件工艺过程卡设计
零件工艺过程卡设计见表1。

其余 热处理HB240-280齿数Z20模数m5齿协角β0°刀具的压力角do20°刀具齿顶高系数ha*1变位系数X0全齿高h11精度等(JB180-60)9-8-8-De齿圈跳动公差Fr0.12周节差的公差fp0.048S7.846+0.018+0.001ha*标记处数更改文件号签字日期设 计标准审查校 对审 定审 核批 准工艺审查日 期伞齿轮45图样标记重量比例0.251∶1共 页第 页
图1 伞齿轮零件图
工序一:锻坯外协,正火处理;
工序二:粗车各部均留5 mm余量,台阶处大圆弧过渡(C620卧式车床);
工序三:调质HB240-280(箱式炉);
工序四:粗车外圆夹头部达φ112(C620卧式车床);
工序五:夹紧头部,找正,车左端面,外圆φ60,台阶面,内孔,并反车端面一段供调面找正,倒角(C620卧式车床);
工序六:调面夹φ60外圆,找正,车右端各部达图尺寸,倒角(C620卧式车床);
工序七:插键槽(B5032插床);
工序八:以φ30孔为基准,以左端面为定位面,铣齿部成形(X53立式铣床)。
2.2 零件毛坯图设计
零件毛坯图如图2所示。

图2 零件毛坯图
表1 零件工艺过程卡设计
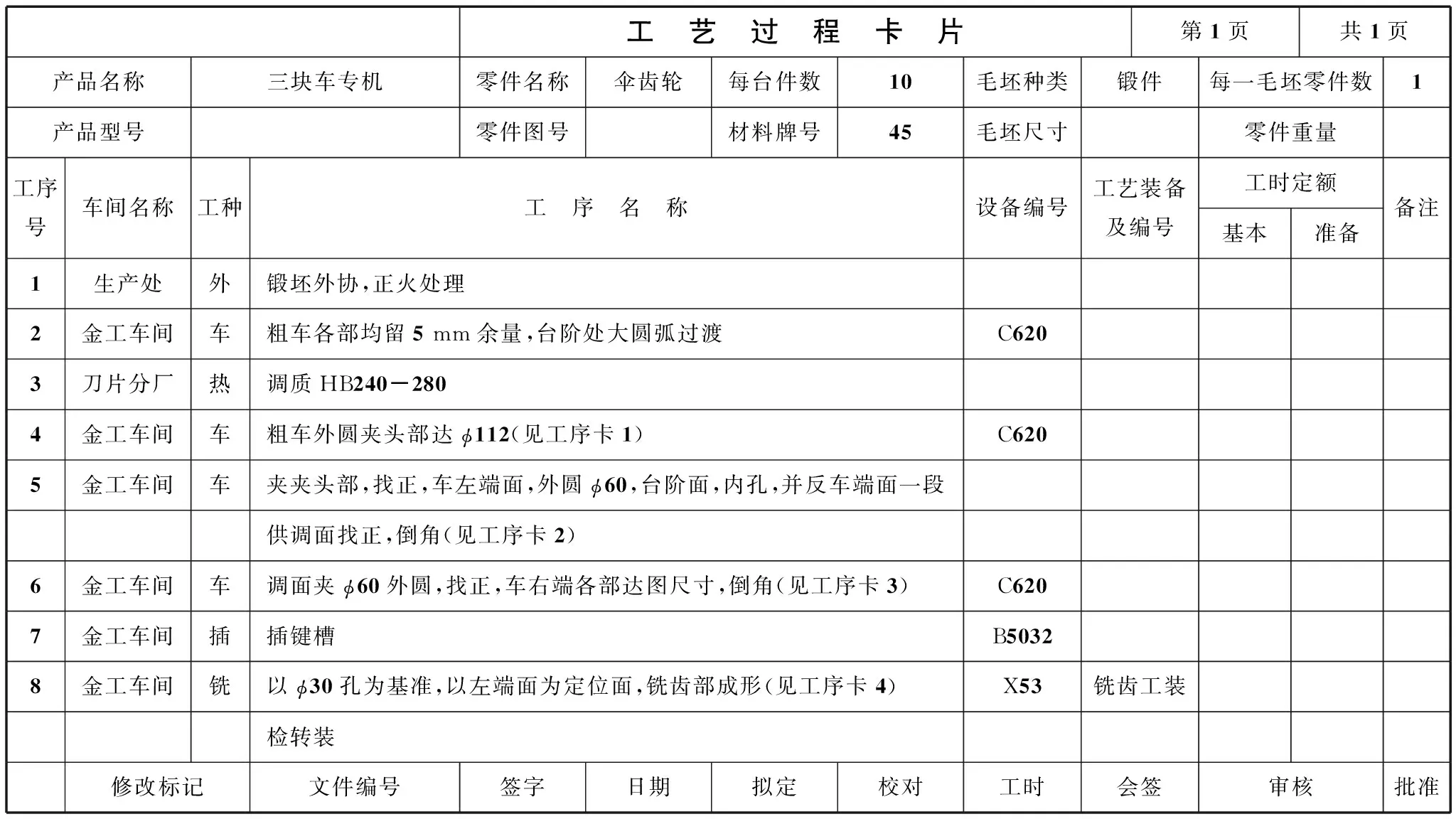
工 艺 过 程 卡 片第1页共1页产品名称三块车专机零件名称伞齿轮每台件数10毛坯种类锻件每一毛坯零件数1产品型号零件图号材料牌号45毛坯尺寸零件重量工序号车间名称工种工 序 名 称设备编号工艺装备及编号工时定额基本准备备注1生产处外锻坯外协,正火处理2金工车间车粗车各部均留5 mm余量,台阶处大圆弧过渡C6203刀片分厂热调质HB240-2804金工车间车粗车外圆夹头部达ϕ112(见工序卡1)C6205金工车间车夹夹头部,找正,车左端面,外圆ϕ60,台阶面,内孔,并反车端面一段供调面找正,倒角(见工序卡2)6金工车间车调面夹ϕ60外圆,找正,车右端各部达图尺寸,倒角(见工序卡3)C6207金工车间插插键槽B50328金工车间铣以ϕ30孔为基准,以左端面为定位面,铣齿部成形(见工序卡4)X53铣齿工装检转装修改标记文件编号签字日期拟定校对工时会签审核批准
3 夹具设计
3.1 伞齿轮铣齿工装
伞齿轮为直齿,模数为5,齿数为20,通过工装上把手的旋转带动工装轴系及动分度盘旋转,利用插销实现工件的分度,采用成形铣刀分别铣伞齿轮的20个齿形。
3.1.1 伞齿轮铣齿工装结构
伞齿轮铣齿工装结构如图3所示。

图3 伞齿轮铣齿工装1.把手φ12;2.平面轴承51100;3.盖板;4、5.轴承61810;6.轴承座;7.轴承61809;8.静分度盘;9.动分度盘;10、14.螺栓M5×10;11.连接套;12、13.键10×32;15.主轴;16.挡板;17.插销
3.1.2 伞齿轮铣齿工装的工作原理
将伞齿轮铣齿工装放置在X53立式铣床工作台上,用表找正轴承座底板的侧面,用键将工装定位在铣床工作台的T型槽内,并用压板压紧;以工件φ30孔为基准,以工件左端面为定位面,将工件组装在工装上,并用挡板压紧,通过把手的旋转带动轴系及动分度盘的旋转,插入插销实现工件的分度,分别铣伞齿轮20个齿形。
通过使用这种自行设计的伞齿轮铣齿工装加工出的伞齿轮齿部,达到图纸要求的尺寸精度要求,保证了批量生产的一致性,解决了加工效率低的问题,提高了工效和产品各项性能指标。
3.1.3 伞齿轮铣齿工装的主要零件设计
(1)轴承座。轴承座设计如图4所示,该零件为工装的基础零件,在其上分别组装静分度盘、盖板、螺栓、轴承等零件。为保证工件的尺寸精度和位置精度,在轴承座设计上标注有安装轴承61809孔的尺寸精度为φ58K7,由于轴承外圆精度为正公差,所以装轴承的孔与轴承的配合为过盈配合;装轴承61810孔的尺寸精度为φ65K7,由于轴承外圆精度为正公差,所以安装轴承的孔与轴承的配合为过盈配合。φ58K7、φ65K7孔的表面粗糙度为Ra3.2,工艺需安排精镗孔。轴承座材料选择HT200灰口铸铁件进行退火处理,要求毛坯不得有气孔、缩松等铸造缺陷,保证轴承座有一定的机械强度及减振性。

图4 轴承座
(2)静分度盘。静分度盘设计如图5所示,该零件用于工件的分度和定位,与轴承座、插销、螺栓连接。在静分度盘设计上有20-φ5H7销孔公差要求,由于插销外圆公差为φ5g6,所以静分度盘分度销孔与插销的配合为间隙配合,便于插销的装拆定位;20-φ5H7销孔孔位直径为φ160±0.01,所以工艺需安排在加工中心上一次装夹下加工20-φ5H7销孔。20-φ5H7内孔表面粗糙度为Ra3.2,所以工艺需安排铰孔。静分度盘材料选择45#中碳调质结构钢,经调质处理后具有较高的强度和较好的切削加工性,并具有一定的韧性、塑性和耐磨性。
(3)动分度盘。动分度盘设计如图6所示,该零件用于工件的分度和定位,与连接套、插销、螺栓连接。在动分度盘设计上有20-φ5H7销孔公差要求,由于插销外圆公差为φ5g6,所以动分度盘分度销孔与插销的配合为间隙配合,便于插销的装拆定位;20-φ5H7销孔孔位直径为φ160±0.01,所以工艺需安排在加工中心上一次装夹下加工20-φ5H7销孔。20-φ5H7内孔表面粗糙度为Ra3.2,所以工艺需安排铰孔。动分度盘材料选择45#中碳调质结构钢,经调质处理后具有较高的强度和较好的切削加工性,并具有一定的韧性、塑性和耐磨性。

图5 静分度盘

图6 动分度盘
(4)连接套。连接套设计如图7所示,该零件用于连接动分度盘、主轴、螺栓、键等零件,在连接套设计上有与主轴配合孔的尺寸精度为φ38H7,由于主轴外圆尺寸精度为φ38h6,所以与主轴连接的孔与主轴的配合为过渡配合;键槽尺寸精度为10(-0.015/-0.051),由于键的尺寸精度为0位,所以键槽与键的配合为过盈配合。φ38H7孔的表面粗糙度为Ra3.2,工艺安排磨削加工。连接套材料选择HT200灰口铸铁件退火处理,要求毛坯不得有气孔、缩松等铸造缺陷,保证连接套有一定的机械强度及减振性。
2.2.1 术中监测 心律失常可发生于安装起搏器任何时期,术中护士应密切观察患者生命体征及心电监护情况,尤其是起搏电极进入心腔,医师在寻找最佳起搏位置时,医师的注意力集中在推送电极导线上,此时护士应密切观察心电变化,及时把病情告知医师,以便随时调整电极导线。对持续性室速,按医嘱予利多卡因50 mg静脉推注,室速消失后方可继续手术,若症状仍未改善,以利多卡因4 mg/min静脉滴注,控制室速后再继续手术[15];对伴血流动力学改变的持续性室速或室颤需配合医师行电击复律。
(5)主轴。主轴设计如图8所示,该零件为工装的关键零件,与连接套、螺栓、盖板、键、轴承、把手连接。在主轴设计上有φ30g6的外圆公差要求,由于工件上与其连接的孔公差为φ30H7,所以工件与主轴的配合为间隙配合,便于工件的装拆;在主轴设计上有φ38h6外圆公差要求,由于连接套上与其连接的孔公差为φ38H7,所以连接套与主轴的配合为过渡配合;在主轴设计上有φ45h6、φ50h6外圆公差要求,由于轴承上与其连接的孔公差为负公差,所以主轴与轴承的配合为过盈配合;在主轴设计上有φ12k6外圆公差要求,由于把手与其连接的孔公差为φ12H7,所以把手与主轴的配合为过盈配合。同时,设计要求φ30g6、φ38h6、φ45h6、φ50h6、φ12k6外圆的同轴度为0.03 mm。φ30g6、φ38h6、φ45h6、φ50h6、φ12k6外圆表面粗糙度为Ra3.2,所以工艺安排磨削加工。主轴材料选择45#中碳调质结构钢,经调质处理后具有较高的强度和较好的切削加工性,并具有一定的韧性、塑性和耐磨性。

图7 连接套

图8 主轴
(6)挡板。挡板设计如图9所示,该零件用于工件的紧固,与工件和螺栓连接。挡板材料选择Q235-A普通碳钢,经济性较好。
(7)插销。插销设计如图10所示,该零件为工件分度的定位件,其分别与定分度盘、动分度盘等零件连接。插销设计有φ5g6外圆尺寸公差,与其配合的动、定分度盘上的孔尺寸公差为φ5H7,所以插销与动、定分度盘的配合为间隙配合,便于插销的定位。插销外圆φ5g6的表面粗糙度为Ra3.2,所以工艺安排磨削加工,且插销外圆表面需滚花。插销材料选择45#中碳调质结构钢,经调质处理后具有较高的强度和较好的切削加工性,并具有一定的韧性、塑性和耐磨性。

图9 挡板

图10 插销
(8)盖板。盖板设计如图11所示,该零件为工装的紧固件,其分别与轴承座、螺栓、平面轴承等零件连接。盖板材料选择Q235-A普通碳钢,经济性较好。

图11 盖板
3.2 伞齿轮滚齿工装
伞齿轮为直齿,模数为5,齿数为20,设计的滚齿工装通过滚齿机上工作台的旋转带动,工装及工件进行旋转,利用滚齿刀和工件的展成运动分别滚20个齿形。
3.2.1 工装结构
伞齿轮滚齿工装结构如图12所示,其主要由盖板、芯轴、套筒、工作台、螺母M5等组成。

图12 伞齿轮滚齿工装1.螺母M5;2.盖板;3.芯轴;4.套筒;5.工作台
在滚齿机工作台上组装芯轴和套筒,将工件组装在芯轴上,工件一端面与套筒接触,再将盖板压在工件上,用螺母将工件夹紧,并使芯轴锥面与工作台锥孔贴合,通过滚刀与工件的展成运动加工伞齿轮的齿形。
通过使用这种自行设计的伞齿轮滚齿工装加工出的伞齿轮齿部,达到图纸要求的尺寸精度,保证了批量生产的一致性,解决了加工效率低的问题,提高了工效和产品各项性能指标。
3.2.3 伞齿轮滚齿工装的主要零件设计
(1)盖板。盖板设计如图13所示,该零件为工件的紧固件,分别与芯轴、工件、螺母等零件连接。盖板材料选择Q235-A普通碳钢,经济性较好。

图13 盖板
(2)芯轴。该零件既是工装与机床的定位件,又是工件与工装的定位件,其分别与盖板、套筒、工作台、螺母等零件连接。芯轴设计有φ30g6外圆尺寸公差,与其配合的工件上孔及套筒上的孔尺寸公差均为φ30H7,所以芯轴与工件和套筒的配合均为间隙配合。芯轴外圆φ30g6、1∶10锥面的表面粗糙度为Ra1.6,且其径向跳动均为0.01 mm,所以工艺安排在一次装夹下磨削加工。芯轴材料选择45#中碳调质结构钢,经调质处理后具有较高的强度和较好的切削加工性,并具有一定的韧性、塑性和耐磨性。
(3)套筒。该零件为工件的轴向定位件,其分别与芯轴、工作台、工件等零件连接。套筒设计有φ30H7内孔尺寸公差,与其配合的芯轴外圆尺寸公差为φ30g6,所以套筒与芯轴的配合为间隙配合。套筒内孔φ30H7的表面粗糙度为Ra3.2,所以工艺安排磨削加工。套筒材料选择45#中碳调质结构钢,经过调质处理后具有较高的强度和较好的切削加工性,并具有一定的韧性、塑性和耐磨性。
(4)工作台。工作台设计如图14所示,该零件用于连接芯轴、套筒等零件,为工装的基础件。工作台材料选择HT200灰口铸铁件进行退火处理,要求毛坯不得有气孔、缩松等铸造缺陷,保证工作台有一定的机械强度及减振性。
4 小结
通过零件分析、工艺规程设计及工装夹具设计,经生产使用表明,不仅提高了伞齿轮的加工精度,还 降低了操作人员的劳动强度,缩短了生产周期,大大提高了生产率,保证了产品质量。

图14 工作台
