转速对2524 铝合金搅拌摩擦点焊组织与性能的影响①
2020-05-24胡一杰孙有平何江美李旺珍
胡一杰, 孙有平, 何江美, 李旺珍
(广西科技大学 机械与交通工程学院,广西 柳州545006)
2524 铝合金是目前生产大飞机蒙皮的主要材料[1-2]。 铆接和熔焊是现阶段铝合金的主流连接方法,但由于铆接技术存在工艺复杂、增重明显,熔焊存在能耗高、接头综合性能低等缺点,严重限制了其发展[3-7]。 搅 拌 摩 擦 点 焊(Friction stir spot welding,FSSW)是一种新型固相焊接技术[8-12],相比于传统连接方法,具有生产成本低、接头强度高等优点。 优化焊接工艺是实现接头组织与性能提升最有效的方法之一[13-16]。 目前对于2524 铝合金的FSSW 研究较少,本文探究在不同搅拌头转速下焊接接头的成形性、力学性能和组织演变规律。
1 试 验
试验采用大应变轧制工艺[17]制备的2524 铝合金薄板为母材,其化学成分如表1 所示,板材抗拉强度为430 MPa,断后伸长率12.3%。 图1 为待焊2524 铝合金板材三维金相组织照片,从图中可以看出,组织沿轧制方向呈明显的带状形态。 图2 为试验用搅拌头结构,搅拌针为圆锥形,小端直径3 mm,长度3 mm,右旋螺纹;轴肩为双内凹同心圆环结构,直径10 mm;焊接时搅拌头倾角为2.5°。

表1 2524 铝合金化学成分(质量分数)/%

图1 2524 铝合金母材三维金相组织

图2 搅拌头结构
FSSW 工艺参数如表2 所示,其它焊接参数在以往试验基础上拟定。 试件尺寸取60 mm×20 mm×2 mm,焊前用钢丝刷去除板材表面氧化膜,再用丙酮清洗以去除表面油污,风干后进行焊接。 接头采用搭接形式,搭接面积20 mm ×25 mm,每组参数取5 个焊接试样,3 个用于力学性能测试、1 个用于金相试验、1 个用于硬度测试。

表2 试样焊接工艺参数
在JK-5 型多功能焊接机上进行焊接试验;拉伸试验使用ETM105D 型电子万能试验机;金相试样使用线切割法,沿板材轧制方向,焊点中心位置对试样进行切割,打磨并抛光后使用混合酸水溶液(2 mL HF+3 mL HCL +5 mL HNO3+190 mL H2O)进行浸蚀,采用Leica DMI3000M 型显微镜观察焊接接头显微组织;采用HVS-1000 Z 型显微硬度计测试焊接接头硬度分布规律,加载载荷为9.8 N,加载时间为10 s,硬度采集方法为:在平行于上板上表面1 mm 位置,每间隔0.5 mm进行硬度采点;采用SIGMA 场发射扫描电镜观察拉伸断口形貌。
2 试验结果与讨论
2.1 转速对宏观形态的影响
表3 为不同搅拌头转速下焊点表面与拉伸断口宏观形态。 在FSSW 过程中,搅拌头压入待焊材料后,金属被挤出,形成飞边(点1),随转速增加金属沉积增多(点2)。 FSSW 焊接接头单向拉伸断口大致呈现两种形式:当转速低于700 r/min 时,结合区在剪切作用下平行于搭接面断裂,断口光亮平整;当转速达到900 r/min 后,结合面呈一定倾斜角度断裂,断后部分材料残留在上板(点3),其中撕裂的一侧呈光亮状态(点6),另一边未有明显光亮的撕裂痕迹(点7)。 而断口左右宽度不一致(点4、点5),是因为搅拌头在焊接过程中呈一定倾斜角度压入形成。
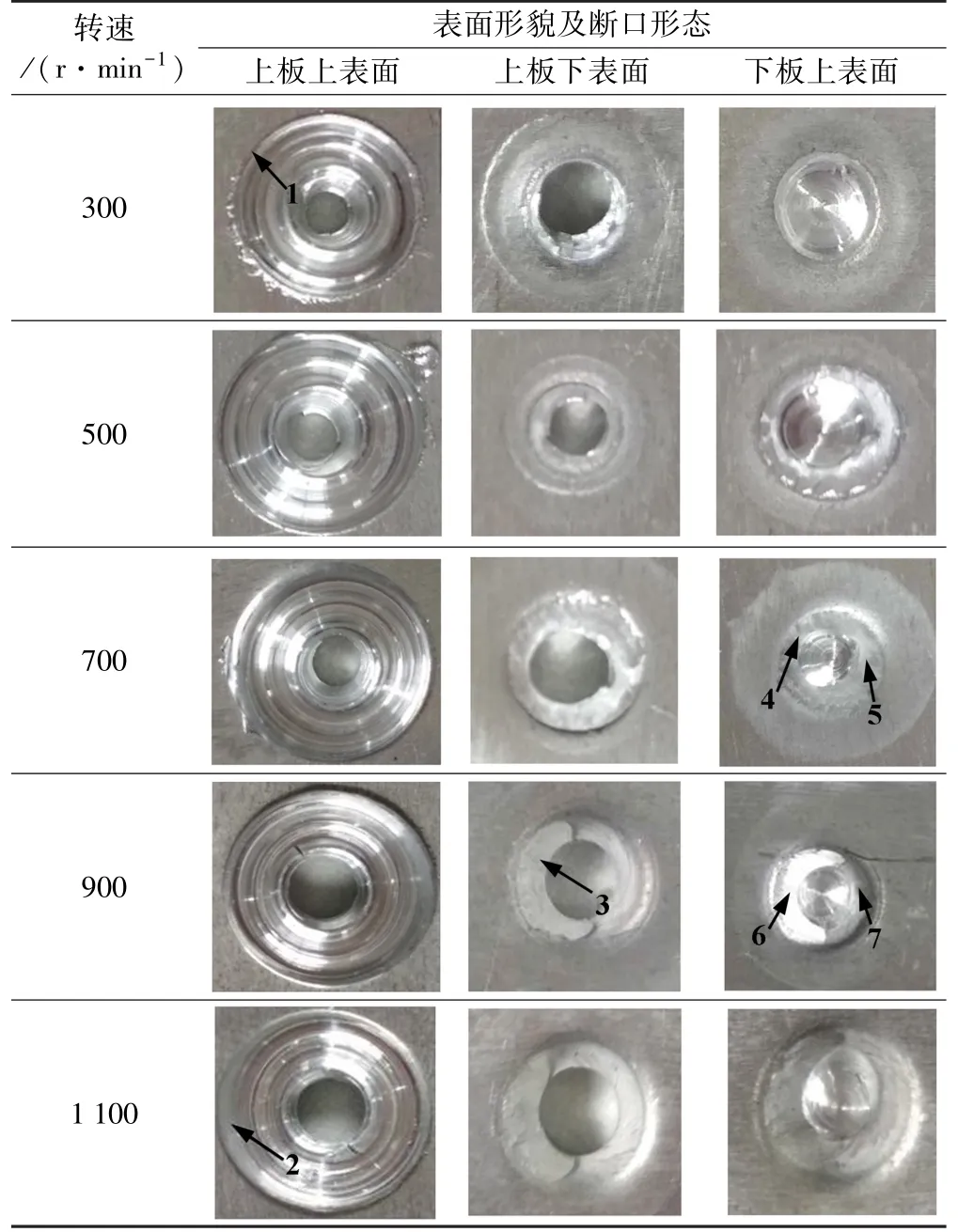
表3 不同搅拌头转速下的表面形貌与断口形态
图3 为焊接接头在不同转速下的组织形貌。 假设勾形缺陷(Hook)末端与“匙孔”之间的距离为有效连接宽度W,从两板结合面到Hook 末端的距离为Hook弯曲高度H。 由图3 可知,随转速增加,Hook 从向下弯曲演变为向上弯曲,H 值逐渐增大,热机影响区畸变程度增加,造成这种现象的原因在于:当转速较小时,搅拌头对材料挤压弱、摩擦生热少,造成金属塑化程度低、流动性差,受螺纹向下的挤压作用后,高压塑性金属向下运动,挤压下方或外侧未塑化金属,引起组织畸变。 因为金属塑化程度低,铝合金导热性强、冷却速度快,塑性金属没有足够的能量继续运动,形成了Hook向下弯曲的形貌。 当转速增大后,金属受到的搅拌作用增强、摩擦生热增加,金属的塑化范围增大、程度加深,在受到底部未塑化材料的阻碍作用时依然有足够的能量向外或向上运动[12,18],当向上的驱动力和上方轴肩的阻碍作用平衡时,停止向上运动,造成Hook 向上弯曲和组织畸变程度增大的现象,最终呈现出随转速增加,Hook 向上弯曲程度增加的趋势。

图3 不同转速下焊接接头组织形貌
从图3 可以看出,随转速增加,焊核区宽度增大。根据再结晶理论[10],再结晶程度取决于材料的应变速率和温度,当转速增加,材料应变速率和温度均增大,再结晶区域变宽,造成焊核区宽度逐渐增大。
由图3 可知,W 值随转速增加先增大后减小,其值大小取决于焊核区宽度和Hook 的弯曲程度。 如图3(b)所示,在转速较低时,Hook 扩展至热机影响区后终止,因为此时组织畸变程度低,在焊核区内的两板搭接面受到搅拌作用后,随焊核区组织发生均匀混合,搭接面被打碎后形成稳定的连接,造成Hook 终止于热机影响区的现象,而W 值近似为焊核区宽度。 当转速较高时,如图3(c)所示,此时Hook 向上弯曲程度显著增大,以弱结合的形式持续扩展至焊核区,因为此时组织畸变程度较高,H 值过大,由图2 可以知道,在靠近轴肩位置的搅拌针根部无螺纹存在,对于促进材料发生混合、消除Hook 的效果显著降低,使得W 值小于焊核区宽度。 所以造成了随转速增加,W 值先增大后减小的趋势。
图4 为单向拉伸试验中两种断裂模式形成原因示意图。 如图4(a)所示,转速较低时,Hook 弯曲程度低,结合面受剪切力作用时,裂纹沿Hook 末端平行于搭接面向匙孔区域扩展。 如图4(b)所示,在较高转速下,Hook 向上弯曲严重,在拉伸过程中,c 侧结合面受张力作用,裂纹沿Hook 末端向匙孔扩展,沿结合面发生剥离,形成表3 中点6 断裂形态,d 侧材料受相互挤压力作用发生撕裂,形成表3 中点7 形态。

图4 两种不同断裂模式示意
2.2 转速对微观组织的影响
图5 为700 r/min 时接头微观组织。 经FSSW 后,接头主要包括以下几个区域:焊核区、热机影响区、热影响区和母材区。 如图5 所示,靠近焊核区的热机影响区组织受搅拌和热影响较强,部分区域发生了动态再结晶,组织显著细化,但仍然沿变形方向分布;靠近热影响区一侧,组织受搅拌和热循环作用影响较小,晶粒呈现轧制后的板条状形态,仅发生了轻微的扭曲变形;焊核区组织发生完全动态再结晶,其中靠近搅拌针的区域相较于靠近上表面轴肩下方的区域组织更加细小,形成原因在于搅拌摩擦焊接过程中,轴肩与材料摩擦产热量远大于搅拌针[18]。

图5 700 r/min 时接头显微组织形貌
图6 为单向拉伸断口的SEM 图。 可以看出,断口中有大量韧窝存在,接头呈现韧性断裂。 300 r/min时,韧窝较浅,呈抛物线形的剪切韧窝,韧窝底部无明显第二相粒子分布;1 100 r/min 时,韧窝更深,韧窝底部存在大量第二相粒子,说明转速增加促进了第二相粒子的析出,而第二相粒子数量增加,对位错运动的阻碍作用增强,对接头强度的提升有很大贡献。

图6 断口SEM 形貌图
2.3 转速对焊接接头力学性能的影响
图7 为不同转速下焊接接头显微硬度分布图。由图7 可知,从焊核区到母材区硬度先下降后回升。在焊核区内,随转速增加,硬度呈增大趋势,转速在1 100 r/min 时的硬度最大,达到133.9HV,在300 r/min时硬度最小,仅116.2HV;但在热影响区内转速为300 r/min 时,硬度相较于其它参数反而更高,其原因在于随转速增加,焊核区的晶粒尺寸和位错密度均增加[8],有限的位错密度对组织的强度贡献要大于晶粒尺寸。 在热影响区,随着转速增加,搅拌头与材料摩擦产生的热量也越大,热影响区组织的热暴露温度也越高,析出相的溶解或粗化程度增加[14],造成了热影响区在300 r/min 时硬度最高的现象。
图8 为接头单向拉伸试验的剪切强度曲线。 可以看出,接头剪切强度随转速增加先增大后减小。 在低转速下,接头有效连接宽度低,且起到主要连接作用的焊核区硬度低,使得接头强度较低;随转速增加,有效连接宽度增大,焊核区硬度增加,接头强度逐渐增加,在转速达到700 r/min 时剪切达到最大值3 510 N;当转速为900 r/min 后,虽然焊核区硬度持续增大,但有效连接宽度降低,使得剪切强度逐渐降低。

图8 FSSW 接头剪切强度曲线
3 结 论
1) 搅拌头转速显著影响焊接接头组织形态。 接头有效连接宽度与焊核区宽度和Hook 畸变程度有关,随转速增大,焊核区宽度与Hook 畸变程度均显著增大,焊接接头有效连接宽度先增大后减小。 焊核区发生完全动态再结晶,搅拌针作用区域组织更加细小,靠近轴肩作用区域,组织受较高温度影响明显粗化。
2) 在单向拉伸试验中,焊接接头存在两种断裂模式:低转速下平行于搭接面断裂和高转速下沿一定倾角断裂。 接头受剪切作用,断口呈现剪切韧窝形态,韧窝较小且浅;在高转速下,接头断口的韧窝底部存在大量第二相粒子,且分布均匀,焊接接头为韧性断裂。
3) 从焊核区到母材区,显微硬度先降低后回升。焊核区显微硬度随转速增加逐渐增大,而热影响区在300 r/min 时硬度最高。 接头剪切强度随转速增加呈先增大后减小的变化规律,在700 r/min 时达到最大值3 510 N。
