船舶外板平整度问题分析及应对措施
2020-05-18高明明
高明明
(中国人民解放军4805 集团上海船厂,上海200120)
0 引言
船舶外板的平整度不仅影响船舶外形美观,同时对板与板之间的焊接也有一定影响,特别对薄板之间的焊接可以说是差之毫厘、失之千里。如果板厚不足4 mm,平整度却在5~4mm,那么将导致2 块板之间间隙过大,根本无法焊接的严重后果[1]。因此,提高船舶外板的平整度对于船舶修理和制造都非常必要。本文以工厂实际生产为依据,利用多种工具方法,通过对各项措施的具体定制、落实和新工艺的编制来提高工厂平均外板的平整度。
1 问题描述
在船舶修理的任务中,经常会遇到外板受撞击腐蚀等多种因素需要进行大面积的换新。工厂按照船东及CCS 的要求与规定对受到损坏而变形的船体进行修换。要求新换的船体要与老船体结合美观光滑,在线型上要光顺。这就对新船体的外板平整度提出了一定要求[2]。根据相似资料和对以往制作产品的比较,平均外板平整度为4 mm。但遇到船体外板较薄的情况,按目前的制作工艺很难保证焊接后船体外板线型光顺。
2 原因分析
通过对以往施工情况的梳理,找到影响外板制作的焊接变形和装配变形等6 条主要因素(见表1)。
3 对策与实施
3.1 弄清材料的物理和化学性质
针对材料自身特性引起变形的要因,通过查阅、收集相关技术资料,进行焊接试验,找到防止被焊材料变形的最佳焊接参数和焊接方法,以及控制装配变形的方法,为焊接和装配工制作创造条件。
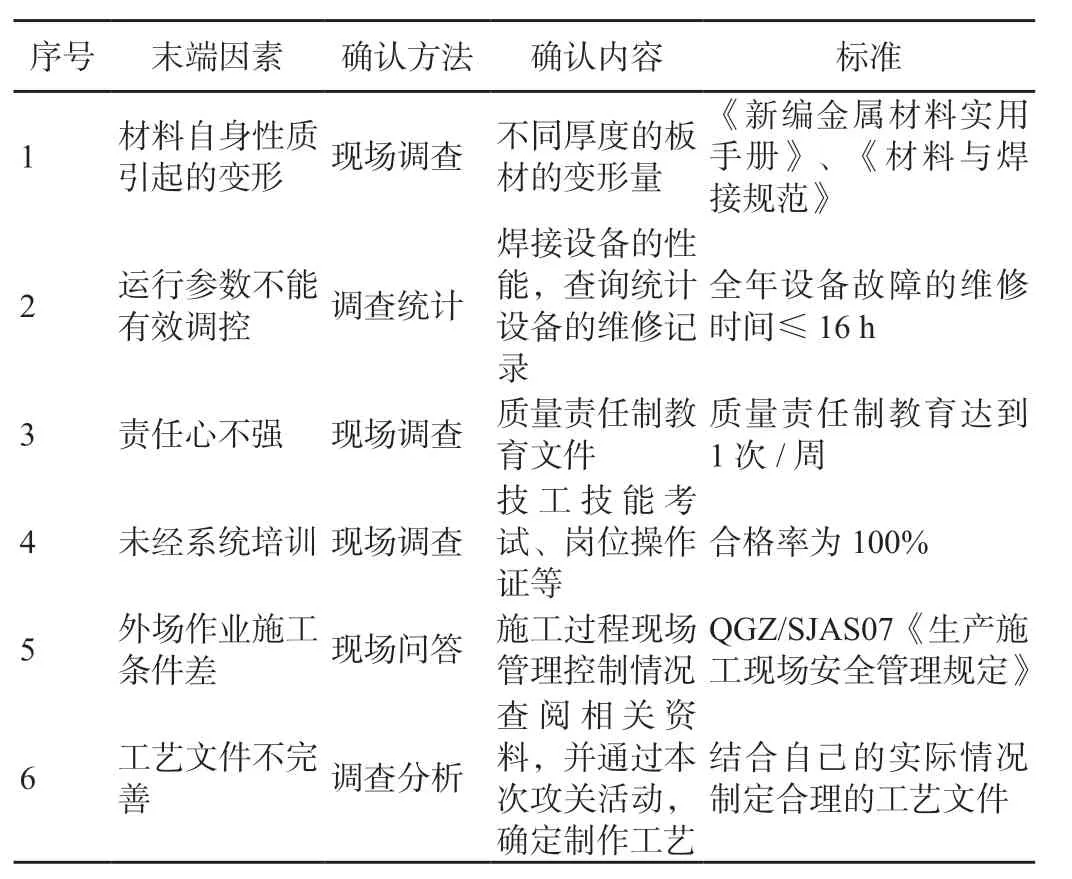
表1 要因确认计划表
减少装配变形:施工人员要按照工艺要求,板间隙不宜过大,坡口要符合工艺要求,不可以采用外力使构件强制成形。
减少焊接变形:施工人员按工艺文件要求,控制好焊接电流和电压,先焊船体内的结构立焊,后焊结构上口平焊、下口仰角焊,由中间向两端烧焊,焊接时做到一次焊接完成,严禁中间停止和间断。
为了进一步减少变形,利用正交试验方法,组织焊接试验室的焊接高级技师等人员采用标准形式进行外板试板试验,在排除人的因素后,选用不同规格的焊丝[3],通过调节电流强度和气体流量,运用正交试验法找出最适合焊接参数,确保试板试验的焊接变形控制在2 mm 内。
以二氧化碳气体保护焊接方式,选取板材厚度为5 mm的试板每10 块为一组,选择因素及类别(见表2),选用正交表L9(34)(见表3),制定试验方案并实施。

表2 选择因素及类别

表3 正交表
计算与分析:
看结果,根据4 号试验合格率最高,得出初选方案为A1、B2、C2;
计算位级和Ⅰ、位级和Ⅱ 、位级和Ⅲ,并验算,∑837;
计算级差R,衡量因素的作用大小;
确定较优位级: A:Ⅰ>Ⅱ>Ⅲ,B:Ⅲ>Ⅱ>Ⅰ,C:Ⅱ>Ⅲ >Ⅰ,可取A1、B2、C2 ;
确定主要因素:A>C>B,即A 是焊丝直径,是主要因素;C 是CO2气体流量,是重要因素;B 是焊接电流,是次要因素。因此较优的条件组合为 A1、B2、C2,优先选用A1、B2、C2参数组合。
对所选组合进行验证试验:仍选取板材厚度为5 mm,材质为945 钢的试板,数量10 块进行试验,同样考虑到焊接时,成型与焊接手法、规范动作有着密不可分的联系,选择具有焊接高级技师资质的人员亲自上阵。最后得出该组合试验合格率为98.8%。故最终决定选用A1、B2、C2作为实际焊接参数,焊丝直径1.0 mm,焊接电流160 A,CO2气体流量20~25 L/min,实施措施有效。
3.2 工艺文件不完善
针对工艺文件不完善的要因,根据试验得出焊接数据,结合工作中积累的知识和经验,编制相应的工艺文件指导现场操作。①针对新制没有工艺文件的情况,组织技术员、调度和施工人员研究讨论,总结出在焊接和装配时可能造成的变形情况。所有945 钢焊接均采用TH945Φ2.5 焊条焊接,焊接用小电流焊接。经小组的多次试验,整理总结试验资料,针对原有工艺文件编写《工艺更改单》。②按对策与措施的要求对操作人员进行《工艺更改单》的培训,以指导施工人员正确操作。另外,为了规范员工操作的规范性,指派专门调度对现场进行监督管理,质量管理员进行质量跟踪,并组织多次的工艺纪律检查和考核,要求施工人员严格按照工艺要求施工,确保装配和焊接质量。
4 结语
通过在实际修理的船体上采用本文所用的焊接参数新制的船体部分,不但达到图纸和工艺文件规定的要求,而且施工使用周期也大幅度的降低,外板的线型光顺度达到了规定的要求,平均外板平整度提高到3 mm,得到了顾客的认可。经统计外板装配焊接一次合格率达到97%,达到外板平整度为3 mm 的目标。同时为以后制作和修理同类产品打下良好和坚实的基础,并提供有力的施工做法和依据。
参考文件:
[1]赵鹏.某型船船体曲面外板加工成型工艺实践[J].造船技术,2019,(03):76-79.
[2]王燕.对某型公务船舭龙骨及舭部外板开裂渗漏事故的分析和思考[J].科技创新与应用,2017,(25):173+175.
[3]孙斌,胡志强,王晋.楔形船艏撞击舷侧外板的结构响应分析[J].振动与冲击,2016,35(23):46-50+79.