激光-MAG复合热源焊焊接钢裂纹敏感性研究
2020-05-13彭春涛
彭春涛
宁夏天地奔牛实业集团有限公司 宁夏银川 753011
1 序言
中部槽是刮板输送机机身主体,是煤炭井下综采工作面刮板输送机的关键批量部件,中部槽占刮板输送机整机的80%。主要功能是载货和刮板链的支撑机构,同时还兼具采煤机的行走轨道和拉移液压支架的功能。因此,中部槽性能的可靠性是进行高效作业的根本保证,采用合适的制造工艺是实现刮板输送机高可靠性的关键。中部槽由高强度耐磨钢中板和中碳低合金Mn-Si铸钢材料制成的零件焊接而成。其焊接结构特殊、材料碳当量大、板材厚、焊接性差,冷裂倾向大,基于中部槽材料的特殊性,先进的焊接方法与合理的焊接工艺是解决问题的入手点[1-3]。
2 基材的焊接性分析
2.1 基材的化学成分及力学性能
母材材质分别为高强耐磨钢中板和中碳低合金Mn-Si铸钢槽钢,母材评定标准分别按照GB/T 24186—2009《工程机械用高强度耐磨钢板》和JB/T 5000.6—2007 《重型机械通用技术条件》第6部分铸钢件进行。母材化学成分及力学性能分别见表1和表2。中板高强耐磨钢的显微组织为马氏体+极少量贝氏体(见图1),晶粒度约为6.5级。中碳低合金Mn-Si铸钢的显微组织为回火索氏体,晶粒度约为6.0级。

表1 基材化学成分(质量分数) (%)
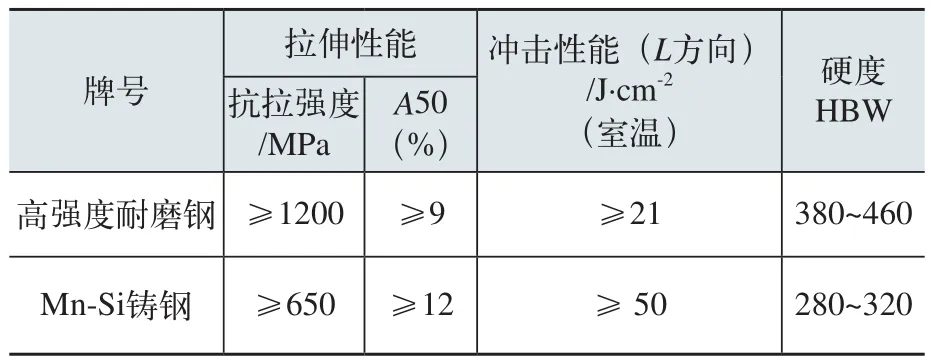
表2 两种基材的力学性能
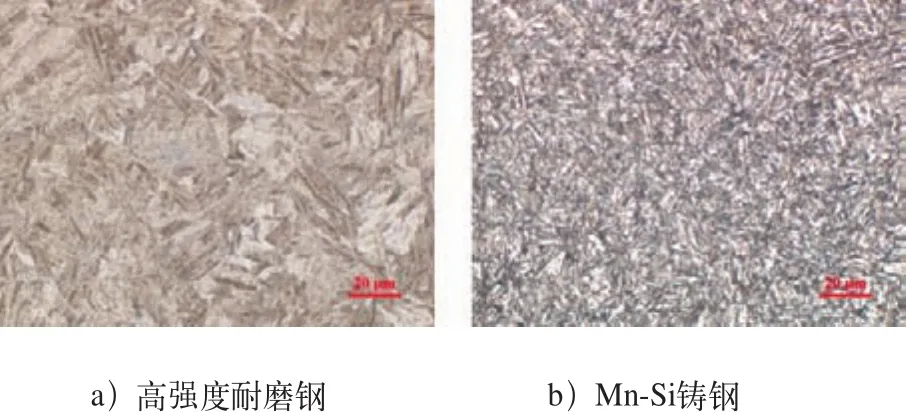
图1 母材的金相显微组织
2.2 基材的焊接性能分析
钢的焊接性能与其成分关系很大,尤其是碳含量。提高钢中的碳含量是得到高强度的一种最有效办法,但由于碳含量的增高将会导致焊接性能的降低。因此,通过对钢的碳当量估算,可以初步衡量低合金高强度钢冷裂敏感性的高低,这对焊接工艺条件,如预热、焊后热处理、热输入等的确定具有重要的指导作用。
碳当量就是把钢中包括碳在内的对淬硬、冷裂纹及脆化等有影响的合金元素含量换算成碳的相当含量。当碳含量高时,焊接区容易产生裂纹,合金元素含量的增加也容易产生开裂现象,因此可以用合金成分的“碳当量”概念来表示焊接性能的好坏,常用的碳当量的经验计算公式为:Ceq=C+Mn/6+(Cr+V+Mo)/5+(Cu+Ni)/15,式中元素符号代表这些元素在钢中的重量百分比。
由以上公式计算得: Ceq(NM400)=0.463%,Ceq(ZG30SiMn)=0.55%,当Ceq<0.4%时,钢材焊接冷裂倾向不大,焊接性良好;当0.4% <Ceq <0.6%时,钢材焊接冷裂倾向较显著,焊接性较差,焊接时需要预热钢材和采取其他工艺措施来防止裂纹;当Ceq>0.6%时,钢材焊接冷裂严重,焊接性能很差,基本上不适合焊接,或者只有在严格的工艺措施下和较高的预热温度下才能进行焊接操作。通过计算,试验用材料碳当量均在0.4%~0.6%之间,焊接性较差,冷裂纹倾向较为严重。因此,为防止冷裂纹的产生,必须严格控制焊接时的氢源及选择合适的焊接方法及工艺参数。
高强度耐磨钢属于低碳合金钢,它的合金元素成分复杂,强度级别高。但它的S、P含量控制在一个很低的水平,相对来说含锰量较高,Mn/S=385,由此判断该钢种焊接的热裂纹倾向小,在此只重于冷裂倾向分析。Mn-Si铸钢由于含C、S、P杂质高,Mn/S=57.8,焊缝中焊接熔合区和热影响区受Mn、S的影响,液化裂纹敏感性较低,热裂纹倾向较小,因此,这两种钢焊接所面临解决的问题:一是防止冷裂纹,二是保证满足高强度要求的同时,提高焊缝金属及热影响区的冲击韧度。
3 直Y形裂纹敏感性试验
3.1 试验设备
激光-MAG复合焊接系统包括6kW光纤激光器,光纤直径0.3mm,福尼斯TPS4000型焊机,平面工作台及自制行走机构,如图2所示。
3.2 试验方法

图2 激光-MAG复合热源焊接系统
评定材料的冷裂纹敏感性,常用的方法有斜Y形坡口拘束裂纹试验、直Y形坡口拘束裂纹试验、刚性拘束试验以及插销试验等,而对于激光-电弧复合焊接方法,由于激光熔深与弧焊熔深比较大,斜Y形坡口试验尖角位置尖,不利于激光-复合焊接方法,而插销试验需要有专门的试验装置,现场操作困难,因此,本试验在考察冷裂纹敏感性方面,采用直Y形坡口拘束裂纹试验来评定材料的焊接冷裂纹倾向。由于受复合热源焊接工艺特点的影响,在实际复合焊接过程中接头对接间隙一般不超过1mm。直Y形坡口拘束裂纹铁研试件的形状和尺寸的设计参考GB 4675.1—1984焊接性试验《斜Y形坡口焊接裂纹试验方法》,如图3所示。试验先按照图3组装试板,然后焊接拘束焊缝,拘束焊缝采用双面焊接,并且在焊接过程中要求不产生角变形和未焊透等影响焊接质量的缺陷,试验焊缝冷却并静置48h后,并计算相应的裂纹率。试验所用焊接参数,见表3 、表4。
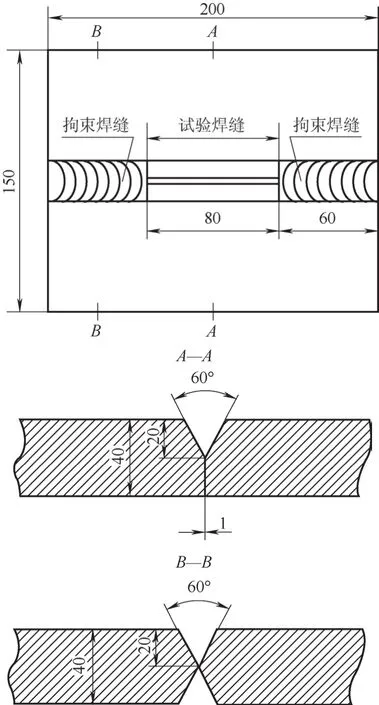
图3 直Y形坡口裂纹试件尺寸
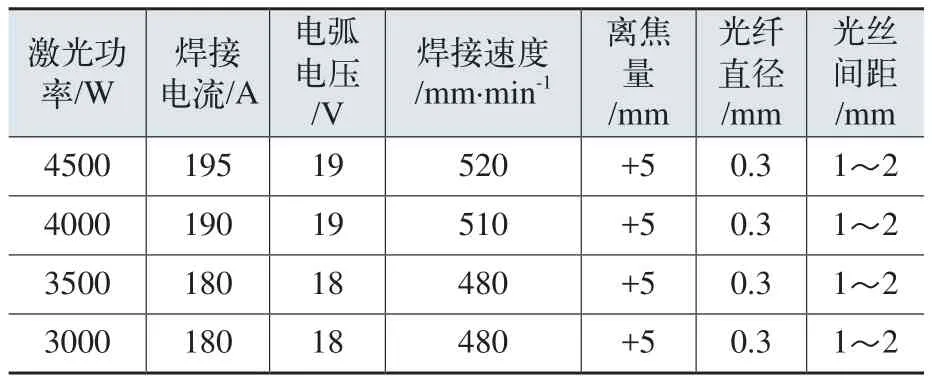
表3 试验焊接参数

表4 直Y形坡口裂纹敏感性试验结果
试验分别选用ER69-G、ER50-G焊丝,选用表3、表4焊接参数,采用激光-MAG复合热源对高强度耐磨钢和中碳低合金Mn-Si铸钢异种钢进行直Y形铁研焊接试验。试验结果显示,当预热温度较低时,焊缝中心位置存在一条从上至下贯穿整条焊缝的裂纹,且此裂纹为穿晶断裂,属于典型的冷裂纹;经过试验结果可知,对于选用ER69-G级别焊丝,预热温度应≥120℃,同样选用ER50-6级别焊丝,预热温度应≥100℃。
4 结束语
试验结果证明,对于高强度耐磨钢和中碳低合金Mn-Si铸钢采用激光-MAG复合热源焊焊接时,选取合适的激光功率、焊接材料及焊接参数,可有效避免裂纹的出现。
1)当焊丝选用ER69-G,激光功率选用3500W,预热温度120℃,焊接电流控制在280~220A,电压控制在18~20V时,可有效避免焊接裂纹的出现。
2)焊丝选用ER59-G,激光功率选用3500W,预热温度130℃,焊接电流控制在280~220A,电压控制在18~20V时,可有效避免焊接裂纹的出现。
