论GPJ-120 加压过滤机在酒钢的应用与改进
2020-05-12马小江
马小江
(酒钢集团宏兴钢铁股份有限公司选烧厂,甘肃 嘉峪关 735100)
加压过滤机是一种高效、节能环保、自动化程度高的新型脱水设备。与传统的真空过滤机比较,加压过滤机压差大,因此,其过滤效率更高,脱水效果更好,被广泛用于选煤厂浮选精煤脱水、原生煤泥脱水。
2010 年,酒钢计划新建一个400 万吨铁选厂,而已建成的烧结工序无热筛作业构成返回配料系统来平衡铁精矿水分,因此,选矿工序的铁精矿水分必须低于13%。传统的真空过滤机,铁精矿滤饼水分一般在15.5%~16%,无法满足后续烧结工艺要求。2012 年11 月酒钢选烧厂在国内首创采用GPJ-120 加压过滤机过滤铁精矿,铁精矿水分达到12.66%,解决了镜铁山矿铁精矿的脱水难题。
但是,铁精矿矿浆与煤泥、浮选精煤物料性质差异很大,铁精矿比重大、含铁颗粒对设备的磨损损坏异常明显。设备故障率高,长期连续稳定运行困难,需要投入大量检修人力、材料备件。长此以往,将增加企业的生产成本,制约整个选矿工序的生产。因此,针对出现的各类设备问题,进行改进,降低设备故障,延长使用周期,十分必要。
1 GPJ-120 加压过滤机设备性能参数(表1)

表1
2 运行故障分析及改进措施
2.1 仓内皮带减速机异常损坏
(1)减速机损坏情况:加压过滤机中心皮带减速机是由SEW 公司生产的KA87DV132M4 减速机。减速机用于圆盘加压过滤机精矿皮带输送驱动,M1 空心轴地脚安装方式,共4 台设备,每台压滤机仓内有一台该型号减速机。损坏现象均为减速机内润滑油变质成为糊状液体,齿轮和轴承磨损、生锈。在使用不到三个月时间内,陆续损坏减速机8 台次,直接影响了二选工序生产系统的安全稳定运行。
(2)故障原因分析:根据减速机的损坏现象分析,减速机故障原因主要是有铁精矿粉和湿气进入箱体内,导致润滑油变质、齿轮和轴承的磨损。矿粉和湿气进入箱体的原因主要有以下两方面:①由于减速箱原配的透气阀为单向阀,且透气孔较小,在压滤机开始运转时,仓体约在10 分钟左右快速加压到3 个大气压,而此时减速箱内的压力无法在短时间和仓体内的压力平衡,导致减速箱内存在负压,对减速机油封形成压力,使油封处堆积的矿粉随着减速机的运转进入减速箱内。②大量的矿粉堆积在减速机输出轴油封处,对减速机油封形成挤压、研磨效应,再加上压力差的作用,导致减速机输出轴油封变形,矿粉和湿气更容易进入减速箱内。
(3)改进技术措施:①将原来的透气阀改为直通式透气阀,增大排气孔直径,以保证减速箱内的压力和压力仓内的压力能够迅速达到平衡,消除减速箱和压力仓的压力差。将该透气阀通过铜管引到仓体的上部,出口处加装过滤装置,减小灰尘和湿气的影响。②在减速箱的输出轴外侧加装防尘罩,以保护外侧油封。在内侧油封处加装挡板。③减速机整体加装防护罩,防止铁精矿进入减速箱内。
通过以上改造,减速机内再未进入矿粉,润滑油清洁,仓内中心皮带减速机运行稳定。减速机使用周期从20 天延长至6 个月。
2.2 圆盘给料机撒料
(1)设备现状与问题。圆盘给料机圆盘直径为Φ2000mm,运行过程中,有零星的矿粉从周围掉落至圆盘给料机减速机及周围地面,影响减速机散热,增加了岗位人员清扫卫生的工作量。
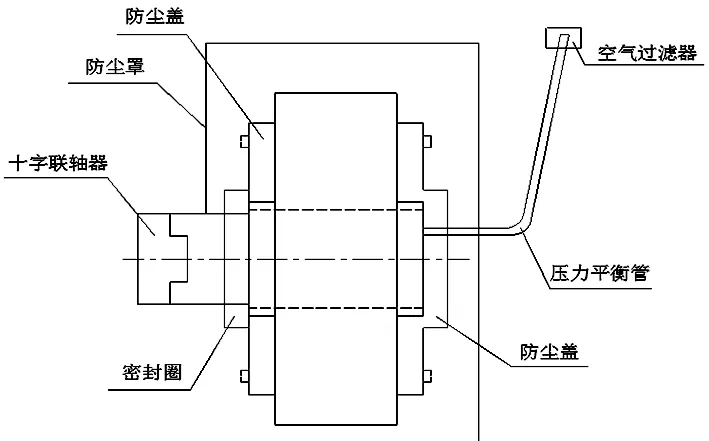
图1 改造示意图
(2)问题剖析。圆盘给料机圆盘直径小,运行过程中零星矿粉没有堆积的空间,直接散落至地面。
(3)改进技术措施。将圆盘给料机圆盘直径由Φ2000mm,增大至Φ2300mm,延顺时针方向在出料口的位置加装刮料板。改进后,撒料问题得到了有效控制。零星的矿粉随圆盘的运行直接给到精矿皮带,减轻了岗位清扫卫生的工作量。
2.3 滤布损耗大、滤液浓度高
(1)原因分析。压滤机滤布在矿浆液面处受气液冲刷影响,易出现破损,导致滤布寿命缩短,平均为10 ~15 天; 通过随机抽样100 条破损滤布统计,78%以上的滤布在液面交界范围内破损,破损面积约为0.35cm2/条。

图2 破损滤布抽样统计分析表
(2)改进措施。针对滤布三角区破损率高的问题,根据统计滤扇滤布的破损情况,技术上采取在该区域镶衬160mm 宽度涤纶针刺无纺布进行耐磨耐气蚀性加强防破损。衬套缝合在过滤布的下部,这个部位是加压过滤机槽体内液浆冲刷最严重的部位,衬套的存在既保证了滤布原有的过滤功能,又能有效地保护滤布,最终达到延长滤布的使用寿命。
加衬滤布使用后,滤布三角区破损问题得到了解决,滤布破损量大幅降低,滤液浓度由5%以上下降至1%左右,大部分集中在1%以下,既降低了滤布费用,又降低了滤液浓度。
2.4 上下滤液管使用寿命短
(1)设备现状与问题。仓内上滤液管、下滤液管由两侧法兰、波纹管及管道构成。两侧法兰连接,波纹管用于调整连接尺寸误差。实际在线使用周期为7 天,运行时间短,影响压滤机的稳定运行。
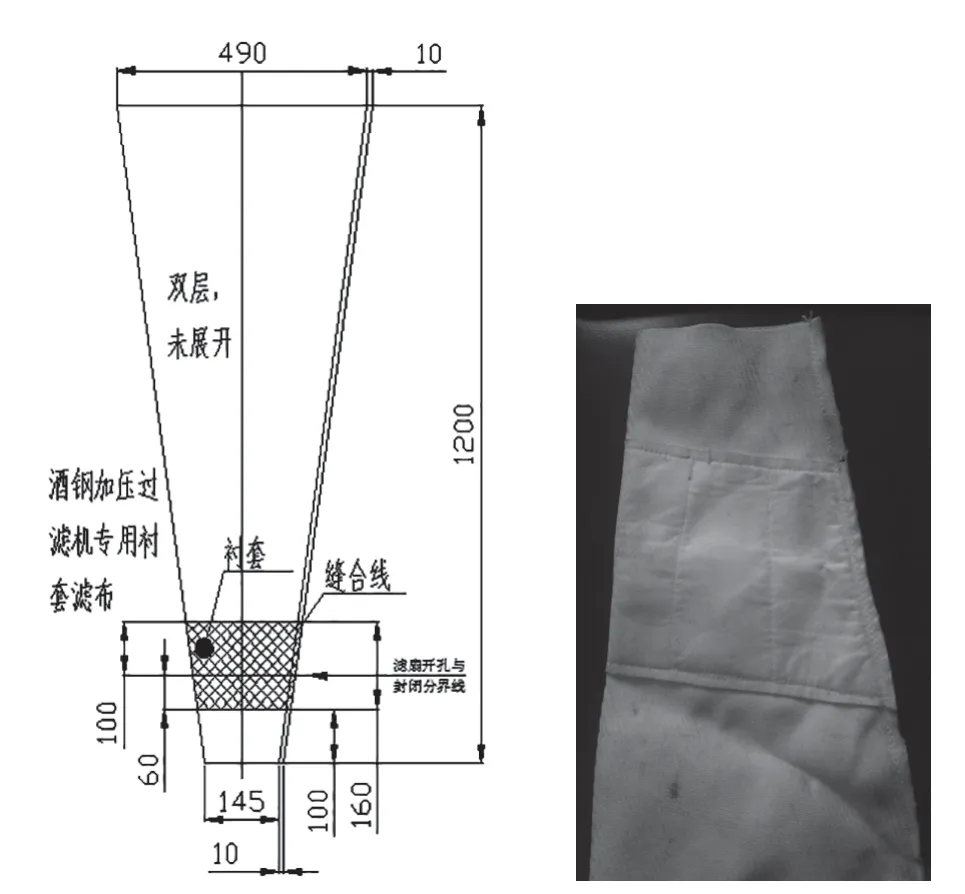
图3 滤布结构改进
(2)问题剖析。滤液中含有铁精矿、气、水,运行过程中由于波纹管不耐磨,并且受到一定的拉伸力,频繁磨漏。
(3)改进技术措施。将两侧波纹管长度由目前的300mm,延长至400mm,波纹管中间焊接耐磨套管,耐磨套管的长度500mm。
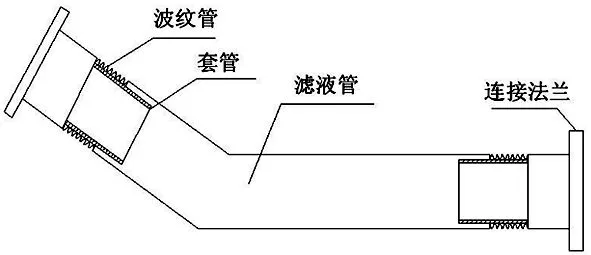
图4 滤液管改造后示意图
波纹管加长,伸缩量变大,便于更换拆装。中间焊接耐磨套管,耐磨套管对波纹管起到保护作用。因此,使用寿命延长至3 个月。
2.5 气动蝶阀使用寿命短
(1)设备现状与原因分析。上下滤液气动控制阀与手动调节阀寿命短,主要体现在闸板受滤液及气蚀磨损损坏,密封失效。铁精矿滤液对阀门的磨损远远大于精煤滤液对阀门的磨损。因此,使用寿命急剧缩短,直接影响整个系统的稳定运行。(2)改进技术措施。阀门优化选型为腔体、闸板全陶瓷阀门。经过现场实际使用,阀门的使用周期由3 个月延长至36 个月,近12 倍,大幅降低了检修频次及备件费用。
3 结语
酒钢选烧厂在国内首次尝试使用GPJ-120 型加压过滤机用于铁精矿脱水作业。经过几年的运行,分析解决出现的各类设备问题,优化改造后,总体运转平稳,确保了生产的连续性。
加压过滤机自动化程度高,任何零星设备故障都能导致停机,中断生产。日常的精心操作与维护必不可少,同时,还需要继续摸索提升设备性能,以便能更好地服务于选矿行业。
