挤压机在线监测与故障诊断应用分析
2020-05-12陶军吕嘉琪
陶军,吕嘉琪
(新疆克拉玛依市独山子石化乙烯厂,新疆 克拉玛依 6834003)
目前国内各领域旋转设备的状态监测与故障诊断技术的应用已较为普及,由于挤压机属于低速、重载、变速的特殊性,国内在挤压机的状态监测与故障诊断技术存在一定的难度。随着科技的发展,技术理论研究、监测软硬件的开发与应用,在国外已经取得突破性进展。2014 年独山子石化公司乙烯厂安装了瑞典SPM 第一台挤压机在线监测系统开始,随后陆续安装5 台挤压机在线检测系统,从此展开了挤压机在线监测工作。
1 挤压机状态监测与故障诊断原理
化工挤压机结构复杂、轴承、齿轮、等关键部件较多,运行中的挤压机属于低速、变载、重载、干扰信号较多且工况环境复杂,获取有效信号及处理难度较大,如果采用常规的振动频谱分析的手段,频谱图上将呈现连续而密集的宽带谱线,故障特征信息往往被背景噪声所湮没,容易引起误判或者漏判,很难起到想要的效果。
引进SPM 挤压机的故障分析技术,不再局限于振动分析作为唯一的测试手段,不再以常规的基于直角坐标系振幅的高低作为判断齿轮故障的依据,而是建立在以高清冲击脉冲信号的基础上,专门针对轴承的早期故障进行分析,分别以HDm/HDc 表示轴承的损伤程度和润滑状态。通过数据处理单元对冲击脉冲信号,加以转速波动处理,征兆增强功能,过滤干扰信号,突出有用信号,从而使故障诊断提前3-6 个月。
SPM 在齿轮箱故障诊断方面,采用高清包络技术,同时结合时间同步平均、虚拟转速等技术特点,对信号进行时域分析的圆坐标技术,圆坐标系在采样时,采用转速传感器来进行采集相位界定,每转一圈,采集一次完整信号,并将每转时间和对应的转动角度联系起来,形成一一对应关系,将直角坐标图形转变为圆坐标图形。完全减少了常规的大量数据的计算,这样将对齿轮箱的故障诊断变得直观、简单。
2 监测系统的组成
监测系统是瑞典SPM 公司生产INS10 系统,由INS10监测硬件和RUBY 分析软件2 部分组成。INS10 主要由数据采集单元、双T 传感器、相位探头、相位连接线等组成。采集单元通道可以连接振动、冲击脉冲、转速、温度传感器等进行数据采集和传输。
3 测点的布置
3.1 冲击脉冲传感器
在主减速箱3 号轴径向轴承端、4 号轴止推轴承端分别安装冲击脉冲42000 传感器。用于时时检测此处轴承的运行状态及润滑状态;故障预防及合理运维。如图一。

图1 内置冲击脉冲传感器
3.2 双T 传感器
双T 传感器SLC144B 是SPM 研发的双用途传感器,可以同时采集冲击脉冲信号也可以采集振动信号,安装位置分别在主电机的驱动端和非驱动端轴承座上、主减速箱、齿轮泵的1#轴、2#轴、3#轴、4#轴的轴承端,同时采集轴承信号和轴及齿轮信号,双T 传感器最大优势,在于硬件很好的把轴承信号和其他振动信号区分开;更加有利于分析。
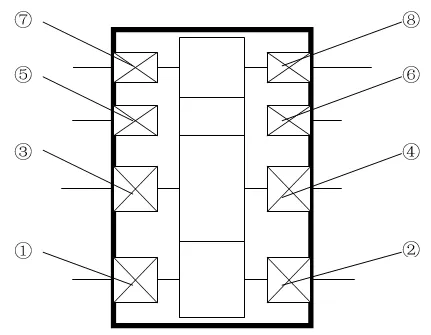
图2 主减速箱双T 传感器测点布置
4 圆坐标技术应用
圆坐标系在采样时,采用转速传感器来进行采集相位界定,每转一圈,采集一次完整信号,再转一圈,再采集一次完整信号,并将每转时间和对应的转动角度联系起来,形成一一对应关系,将直角坐标图形转变为圆坐标图形,如下图所示。
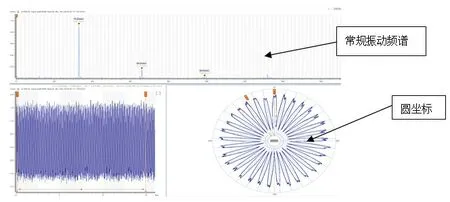
图3 常规振动频谱和圆坐标的分析齿轮信息
5 主要的故障与判断方法
挤压机主要故障采用高清振动技术和冲击脉冲技术相结合,在很大程度上实现了信号的区分和抗干扰能力,使故障变得更加清晰、更加准确,并且实现量化故障程度。
5.1 轴承故障
轴承故障大部分是由多种外因引起的疲劳、磨损、塑性变形、保持架损坏以及胶合等;同时由于自身的安装不正、润滑不良、品质差、磨损等导致的轴承失效。
轴承故障的早期信号,振动频率一般在20KHz-60KHz的范围,随着轴承故障的发展和劣化增大,信号频率范围也随之发生变化,特征频率在 500Hz-10KHz 范围 ,这个发展变化过程中普通振动信号通常难于发现!
冲击脉冲(SPMHD)技术,可以在20-60KHz 的范围内,及时发现轴承信息,并可以利用SPMHD 技术的HDm/HDc ,发现润滑状态及轴承的早期故障状态.其中HDm 代表轴承的故障程度值,HDC 表示轴承的润滑状态值。
5.2 齿轮故障
齿轮箱的常见零部件故障,齿面磨损、齿面擦伤、齿面接触疲劳、断齿、轴不平衡、不对中、弯曲已经滚动轴承故障等。
采用TSA 时间同步平均技术,将齿轮的啮合频率和边带,提高信噪比,让齿轮的有用信息更加清晰,让干扰信号减弱。引入转频追踪技术时时跟踪转速变化,虚拟转速测试技术,使得齿轮箱每个齿轮和每根轴都可以得到清晰分析结果,解决了有些变速箱内部,齿轮转速难以测量的问题;在信号弱和低能量的情况下。加入了增益调整功能,提高了信噪比,确保齿轮的啮合信息得到加强,和齿轮啮合无关的信号得到抑制。
6 轴承与齿轮故障案例分析

图4
全密度2 线挤压机30VE73504 点HDc 值波动比较大:从下图中可以得出以下3 点:
(1)HDm 值波动范围越来越大;
(2)HDm 值增大的速度越来越快;
(3)前期HDc 值波动较小,之后波动增大。
30VE73504 点的轴承已出现故障。
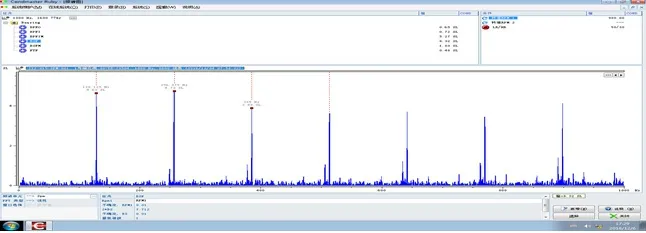
图5 输入轴30VE73504 点频谱图
从图中频谱可以看出当输入轴30VE73504 点报警时,其频谱图的主要特征率是轴承滚动体的故障频率。说明输入轴输入端轴承的滚动体已出现故障。

图6
12 月4 日输入轴30VE73504 点HDm 值出现最大值40后,对主减速箱进行频谱分析,图中显示主减速箱振动加速度在50~80 m/s2 波动,最大值超过了80m/s2。与主要齿轮磨损征兆相吻合,圆坐标图直接显示齿轮有磨损情况。12 月8 日建议停机检查,对齿轮进行了外观检查,发现高速齿啮合接触面不均匀。

图7
图中齿轮高亮处是两齿轮啮合接触面,看出输出轴高速齿右端接触面积明显变小,说明高速齿支撑轴承滚动体、滚道发生故障从而导致轴承游隙变大,因此产生如图这种现象。
高速齿轮支撑轴承滚动体沿滚动体轴向方向发现了磨损、锈蚀状况,原因是高速档长期运行,高速齿轮支撑轴承各部位没有相对转动,在齿轮啮合的高频冲击下,轴承滚动体、滚道发生磨损、点蚀。此次状态监测优质高效完成故障发现、判断、处理,积极配合生产车间快速准确地消除挤压机的隐患。
