基于“最小二乘法”水电机组轴线调整分析研究
2020-05-12祁英明
祁英明,王 超
(华能澜沧江水电股份有限公司,云南 维西674600)
1 概述
影响水电机组安全稳定运行的3个因素主要有:电气因素、机械因素、水力因素。其中机械因素主要有:轴线不对中、发电机转子质量偏心、导轴承缺陷或间隙调整不当、各油盆密封调整不当等因素[1]。轴线不对中以及导轴承间隙调整不当,会使机组各部件圆度及同心度误差大,以及机组旋转部件几何中心与旋转中心不重合,造成发电机气隙不均匀和发电机转子质量不平衡,最终会造成旋转部件上磁拉力不平衡或者质量不平衡。水轮发电机组旋转部件不平衡力的存在会使机组振动或者摆度出现不同程度的增加,并增加导轴承荷载以及机械部件的疲劳破坏强度。
传统水电机组轴线调整分析,常采用8等分点全摆度、净摆度计算法,比较依赖技术人员的经验,对于轴线调整分析定量分析不够精确,尤其是定位最大摆度相位角等。文献[1]、[2]阐述了非线性理论在轴系调整及模拟中的应用,对上导、电磁拉力以及质量不平衡等进行建模计算,分析了发电机静平衡和动平衡对轴系的影响,以及机组转速、电磁拉力和上导刚度对动平衡产生的负面作用。文献[3]采用机坑内联轴镗孔新工艺进行轴线调整,很好的解决了2号机组轴线盘车摆度超标,并经过启动试运行检验,机组振动和摆度均满足国标和企业标准。文献[4]结合立式水电机组安装实际情况,在传统的机组轴系调整计算方法的基础上,利用神经网络原理,建立新的机组轴系调整预测模型。研究表明,神经网络预测模型充分考虑机组自身结构特性影响,比传统计算方法更准确地获得轴系调整方法,为水电机组盘车提供了一种新方法。
本文从安装过程出发,结合最小二乘法原理,对机组盘车摆度、轴线倾斜度以及轴线中心等关键参数进行精确定量化分析,优化轴线调整,使其达到转动部件的几何中心和旋转中心尽可能重合。经过机组空转运行、带负荷运行、甩负荷试验验证,机组振动摆度均优于国标,为现场分析处理问题提供了依据和参考。
2 轴线调整流程及计算方法
2.1 盘车准备工作
(1)在上导、推力头、下导、法兰及水导轴承处,按逆时针方向分成8等分做好标记,各部分的对应等分点需在同一垂直平面,并在各部位的+X、+Y 方向架设2块表,镜板应处于水平状态,并使各推力瓦受力均匀。
(2)安装推力瓦附近的导轴瓦,以便控制主轴径向位移,瓦与轴的间隙调整为:单侧抱瓦间隙调至0.02~0.03mm。
(3)装设百分表。在上下导轴承、推力头、联轴法兰及水导轴承各层处架设百分表,每一层相同的高度上沿X、Y 轴各设1只百分表。作为测量摆度及相互校核用。百分表测杆应紧贴且垂直于被测部件,小针应有5mm 的压缩量,大针调到零位。
(4)以刚性盘车为准,在镜板外侧面放置百分表,测出其上下波动值,其值波动不大于0.2mm。旋转并测量机组的轴向摆度,镜板边缘处的轴向摆度应不超过0.10mm。
(5)测量弹性油箱压缩量:①推力轴承处于自由状态,在每个弹性油箱所对应的推力头镜板下表面边缘处架设百分表,使用前百分表调0。②用制动器高压油顶落转子一次,并记录各百分表读数。③计算分析数据,要求各百分表测量数据的最大值与最小值之差在设计允许的范围内,通常≤0.3~0.35mm。
(6)检查机组固定部分与转动部分的间隙,间隙内应无杂物。
2.2 盘车检查数据优化处理
由于机组测量耦合设备制造误差或安装调整不当时,根据常规方法对称点相减确定机组摆度的大小及方位,得到的处理结果与真实状态存在偏差,使调整的方向引入歧途,同时导致轴线调整工期延长,安装质量难以保证。本文依据机组圆形部件沿某一中心旋转时,旋转部件旋转轨迹为正弦曲线ex=e sinθ。通过最小二乘法原理,获得正弦分布方程式,见公式(1)[6]和公式(2)[7],便得到测量部件的偏差值e 及其偏差角α。该计算方法全面应用于机组轴线数据处理过程中,可剔除非正常突变数据,可精确确定设备部件偏差值和偏差方位,计算结果与设备状态更加真实。
最大摆度对应的方位角正弦拟合曲线方程式:

式中:
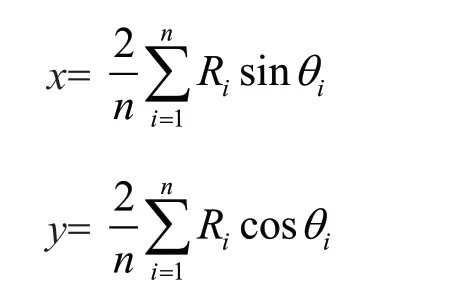
最大摆度正弦拟合曲线方程式:

2.3 摆度计算
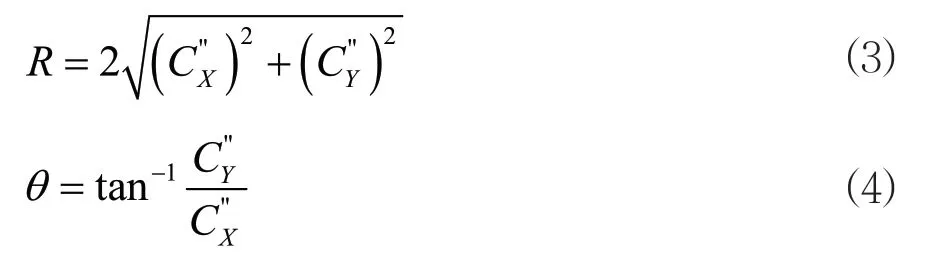
摆度分为全摆度和净摆度。全摆度:同一测量部位对称2点百分表的读数。净摆度:同一测点上下2部位全摆度数值之差。轴系各断面轴心连线为轴线;轴线旋转轨迹圆直径称为摆度。其中旋转部件上摆度计算公式见公式(3)[7],旋转部件上摆度角见公式(4)[7]。
旋转部件上摆度及摆度角:

2.4 轴线倾斜度
多段轴结构的机组,在盘车时应检查各段轴线的折弯情况,偏差一般不宜大于0.04mm/m。轴线折弯一般用轴线倾斜度表示。轴线倾斜度指该轴下端面偏心相对上端面偏心距离与轴向距离比值。
某段轴倾斜度计算公式为:

式中:(xa,ya)为上端轴面最佳中心坐标,(xb,yb)为下端轴面最佳中心坐标,其中H 为上端轴面到下端轴面的轴心距离。
2.5 机组旋转中心计算
机组旋转中心是一个虚拟中心,它是机组转动部分在运行状态时的回转中心。旋转中心的确定,一般以转轮相对于固定止漏环为测量部位。

式中(x0,y0)分别表示轴心在0°的坐标A,(x180,y180)表示轴心在180°的坐标B,轴心摆度AB 可以表达为:

2.6 轴线及摆度校正方法
根据盘车测量结果,计算机组各测量断面处摆度、轴线倾斜度、方位角,按照机组轴线与机组旋转中心同心的原则,分析、调整机组轴线。机组轴线调整通常采用的主要方法有:移轴、加垫、打磨、法兰面对高低点、按螺栓拉伸值的上下限偏差进行调整等。
(1)移轴法
采用移轴找正各段轴中心,以减少轴系各断面摆度。如移动上端轴可校正上导至转子下法兰面这段轴的倾斜或折弯;移动发电机轴与转子下法兰相对位移,可校正水导摆度,但需处理定位销孔和修磨止口,施工难度较大;水发轴联轴螺栓为销钉螺栓,因此不宜采用移轴方法校正水导摆度。
(2)加垫法
采用法兰间加楔形铜垫,使轴线倾斜,以校正轴颈处摆度。如在上端轴下法兰面加垫,可校正上导至转子下法兰这段轴倾斜或折弯;在水发联轴法兰间加垫可校正水导摆度;考虑到机组安全稳定运行,不宜在推力头或发电机轴与转子下法兰间加垫调整水导摆度。
为突出介观尺度铣削加工特有的尺度效应,本文选取主轴转速、每齿进给量和轴向切削深度作为主要影响因素,分别编码为A、B、C,取值如表1所示,根据表1构建正交实验。为避免刀具磨损对实验结果的影响,每组铣削实验进行两次,实验顺序按U型排列,如表2所示。
(3)法兰面对高低点法
根据盘车计算轴线倾斜方位,拆轴后两法兰间高点对高点,低点对低点的方法,校正轴颈摆度或轴线倾斜。此方法仅限于机组安装阶段,且水发轴或发电机轴与转子下法兰连接螺栓孔现场加工销套孔的机组。
(4)按联轴螺栓拉伸值上下限偏差进行调整的方法
采用螺栓拉伸值上下限偏差法校正轴颈摆度或轴线倾斜。需要主轴向某一方位倾斜时,则将该侧联轴螺栓伸长值拉伸至设计规定的上限值,对侧螺栓伸长值拉伸至下限值。两侧螺栓拉伸值取中间值,可以少量校正轴颈摆度,法兰距轴颈距离越大,效果越明显。此方法一般用于液压拉伸冷拉伸螺栓联轴的机组。
3 “最小二乘法”水电机组轴线调整分析案例
以乌弄龙水电站机组安装轴线调整为例。发电机为立轴半伞式结构,具有2个导轴承和1个推力轴承,推力轴承和下导轴承分开布置,均支撑在下机架上,水轮机为立轴混流式结构,设置1个导轴承。机组轴线从下至上旋转部件依次为水轮机转轮、水轮机主轴、发电机主轴、发电机转子、上端轴、集电环、补气头等部件。推力轴承为弹性支撑,上导和下导为键支撑结构,水导为楔型支撑结构。水轮机轴与发电机轴有止口定位,设计配合总间隙0.3~0.5mm,在机坑内用法兰连接,用销钉螺栓传递扭矩。水轮机转轮和主轴法兰采用螺栓连接,销套传递扭矩。发电机转子与发电机大轴有止口定位,设计配合总间隙0.03~0.185mm,用销钉螺栓传递扭矩。推力头与转子有止口定位,设计配合总间隙0~0.7mm。上端轴待盘车合格后,现场钻销钉定位。集电环现场热套,用一块圆头普通平键定位于上端轴顶部。补气管调整合格后现场钻铰销钉定位。
盘车采用电动盘车,在下导轴承处均匀对称抱8块导轴瓦,抱瓦间隙0.02mm,并均匀做出8个标记,以固定部件装配线位置为起始点,并在+X、+Y方向设置百分表。在需要百分表检查摆度的旋转部位上,做出对应的测点。启动高压油顶起转子,将推力瓦面均匀涂抹一层猪油,然后转子落至推力瓦上。开启电动机械盘车装置电源,先空转1圈,不做记录。第2圈开始将转子顺时针旋转45°,关闭电源,读取各测量面断面百分表读数,每次盘车记录2圈读数。第1次盘车测量数据见表1,数据处理见表2,计算结果见表3。
经轴线检查计算结果分析:水导绝对摆度,水轮机轴法兰相对摆度,上端轴法兰相对摆度,上端轴折弯超标。发电机下端轴、水机轴折弯度较小,而水导摆度超标,水发联轴组合面需检查,螺栓拉紧力需检查。上端轴折弯、上端轴法兰相对摆度超标是因为制造原因(转子上法兰面水平度超0.02mm/m)产生,为此通过上端轴向-X 平移0.05mm,可校正上导、上端轴法兰摆度。
机组轴线校正完成后,再次盘车测量机组轴线,数据处理见表4,计算结果见表5。

表1 盘车数据记录表
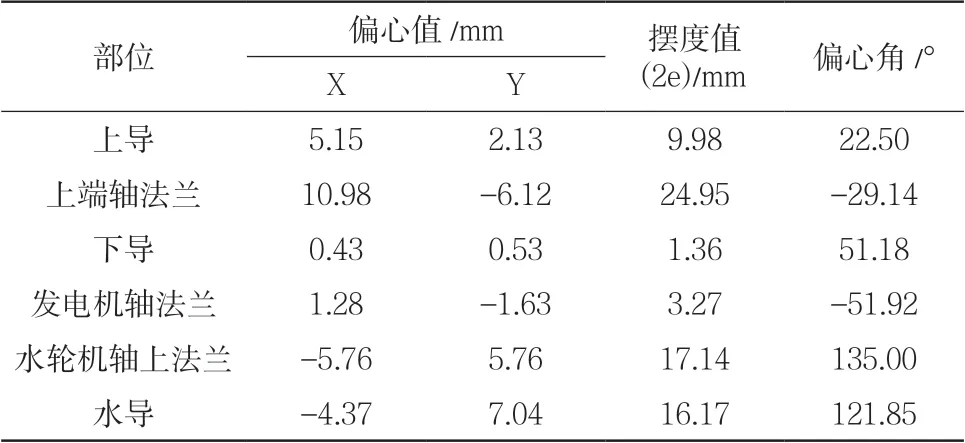
表2 数据处理(各测量部位相对下导偏心值)
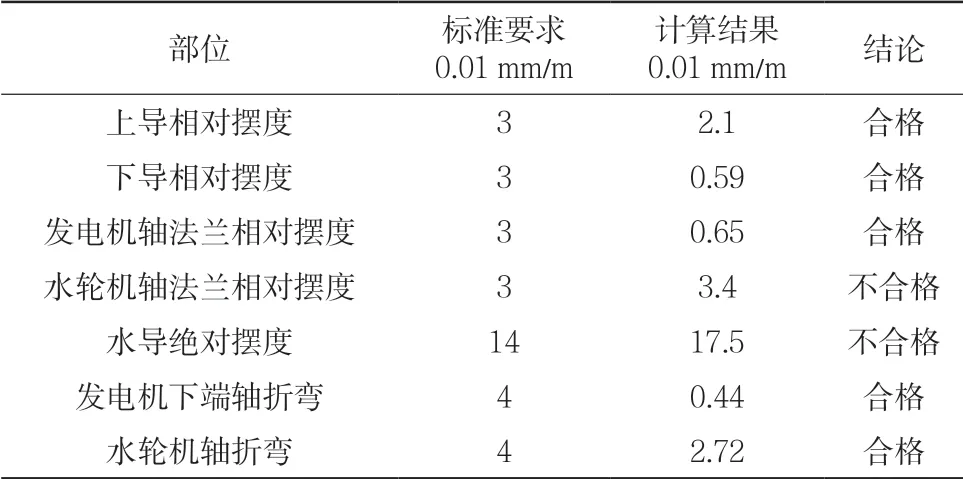
表3 计算结果及分析
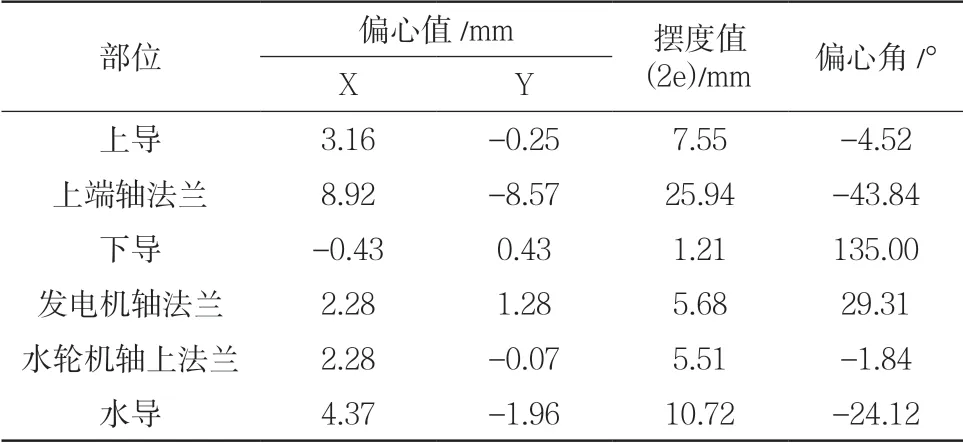
表4 数据处理(各测量部位相对下导偏心值)
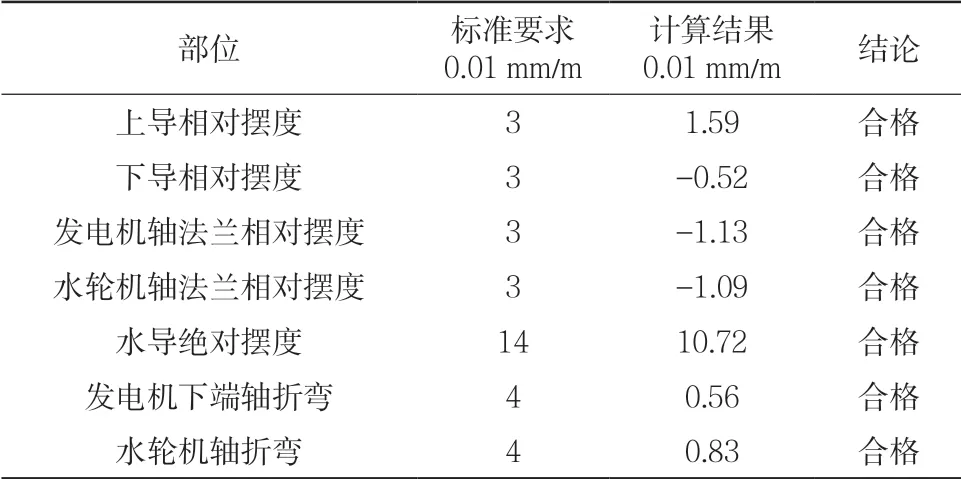
表5 计算结果及分析
通过对轴线校正后再次盘车,轴线检查计算结果及分析:下导、水导、上导相对摆度合格,发电机下端轴、水轮机轴折弯满足标准要求,故机组轴线调整合格。
4 机组轴线调整注意问题
(1)盘车前,机组轴线中心与盘车工具中心基本重合,盘车工具与发电机上端轴螺栓须均匀把合拧紧,这对盘车检查测量数据准确性相当重要。
(2)机组轴线调整中,当摆度偏差不大,通过加垫或移动轴时可将摆度调整合格,建议通过加垫将轴线调合格同时将摆度调合格,可为后期动平衡配重打下基础。
(3)盘车测量结果分析过程中,X、Y 轴百分表读数可能会出现大小不一致的问题,但通过最小二乘法数据处理后,摆度数据的选择还是要考虑选择摆度大的一组数据,旋转中心方向在同一象限,或相邻象限。
(4)机组盘车完成后,下导轴承瓦抱死前,需保证机组轴线是垂直的,这一步对机组准确抱瓦间隙相当重要。
5 结束语
机组轴线的调整是机组安装过程中一个极为重要的环节,而且贯穿始终,其质量优劣直接影响到机组的安全稳定运行。对比传统的8等分点全摆度、净摆度计算法处理数据不够精确,通过运用最小二乘法优化对盘车数据进行处理,可以解决局部位置制造加工误差、安装调整不当、个别数据测量误差较大等问题,给机组轴线调整指明正确方向,机组轴线校正可以通过每个测量部位得到的偏心值、方位,可简单、直接将轴线反方向移动校正轴线摆度,克服了传统盘车数据处理复杂分析的不足。本文详细论证了机组轴线调整的工艺、机组轴线摆度、轴线倾斜度、旋转中心计算的理论知识。通过乌弄龙电站3号机组轴线调整时应用最小二乘法进行数据优化,计算结果、数据分析与机组各断面真实现象更加吻合,机组运行后各项数据指标达到了国标的要求。
