车门内水切升降异响分析及设计优化
2020-05-06周银
周银
(汉腾汽车有限公司,上饶 334100)
主题词:车门 内水切 异响 玻璃下降 压缩载荷挠度
1 前言
随着汽车工业的飞速发展,汽车NVH性能越来越受到消费者的关注。主机厂对于整车异响问题的解决已迫在眉睫,各类由密封件造成的异响问题已成为主机厂及供应商需要共同面对且亟待解决的难题[1-2]。异响是指非正常、不必要的声音,这些声音令乘客感到厌烦、不安或不愉悦[3]。
汽车车门内水切密封条(以下称内水切)是一种安装在车门车窗内侧弥补车门钣金与门护板、门护板与玻璃间隙的零件,作为功能零件主要起到装饰、降噪、防尘作用[4]。本文主要针对玻璃在下降过程(如图1)中内水切异响问题,通过断面设计优化和参数控制手段解决此异响。
2 内水切结构形式
2.1 按照生产工艺划分
按照密封条生产工艺划分,内水切可分为2种结构形式。

图1 玻璃下降过程
(1)PP+TPV复合挤出(如图2)
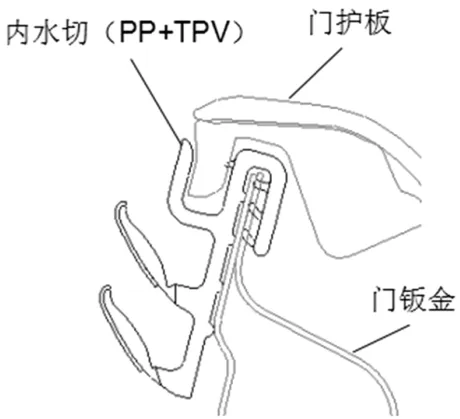
图2 PP+TPV复合挤出工艺断面
(2)金属骨架+软性材料共挤(如图3)

图3 金属骨架+软材料共挤工艺断面
目前市场上采用第1种的较多,特别是日韩系车型最为普遍,此结构形式主要优点是生产便捷、成本低、重量轻。
2.2 按照安装形式划分
按照安装形式划分,内水切可分为2种结构形式。
(1)安装在车门钣金上(如图2/图3)
(2)安装在门护板上(如图4)

图4 内水切安装在门护板上断面
第2种安装形式的内水切只能选用金属骨架+软性材料共挤工艺。目前市场上多采用第1种,后者由于门护板与玻璃间隙精度差,容易导致内水切装配后披风与玻璃干涉量不均,易引起密封不良、升降异响等。
3 案例分析及设计优化
3.1 详细故障问题描述
某车型在批量生产过程中出现内水切升降异响,所属环境为夏季高温高湿,异响声音为“咕噜咕噜”声,四门均出现过异响,异响主要特征如下。
(1)整车装配完成后,升降玻璃出现异响;
(2)装配后无异响,但是过完淋雨线出现异响;
(3)玻璃在上升时无异响,下降时出现异响;
(4)长时间升降,异响会减轻或者消失,放置一段时间异响复现;
(5)玻璃内侧擦水或者擦滑石粉配置的溶液,异响明显减轻或者消失;放置较长时间后,擦滑石粉配置的溶液方案改善依然明显,有轻微异响或无异响。
3.2 异响原因分析
通过上述现象可以初步判定异响是由于内水切断面结构问题或者披风表面与玻璃发生位移导致披风上下窜动与玻璃摩擦导致;由于内水切密封条披风为软性材料(如图5),易出现在本体骨架晃动时局部内应力过大。

图5 异响车型内水切断面
在保证车门钣金间隙、各周边件单件质量的前提下,针对密封条结构进行调整验证,确定最终永久解决的措施。
3.2.1 披风绒带
披风绒带均采用贴绒方式,绕毛直立度更稳定,从而摩擦系数也就更稳定,异响风险更小。通过选用带涂层的绒带和无涂层的绒带进行对比发现(见表1),无涂层绒带装车效果更好,对异响起到一定的帮助,有涂层的由于生产的不稳定性因素,导致表面与玻璃接触时受力不均,反而更容易异响。前期设计图纸定义为喷涂绒带。

表1 不同绒带异响发生率
3.2.2 压缩载荷挠度(CLD)
通过确定无涂层绒带对异响有一定改善后,又通过测量故障件CLD值(设计定义总压载:(3.5±1.5)N/100 mm)发现,下披风CLD值远远大于上披风CLD值,往往下披风力值越大、异响发生概率更高;所以在采用无涂层绒带的前提下,通过优化断面、调整内水切上下披风CLD值(如图6)进行验证。
经过实车验证发现(见表2),通过调整优化断面及上下披风CLD值,异响消失,此方案可行。经此确定下披风压载力值过大,会造成断面结构固定不稳定,造成下披风内应力过大,在玻璃下降时,披风出现上下滑动与玻璃摩擦异响。

图6 内水切CLD值监测

表2 披风不同CLD值异响发生率
3.3 断面设计优化
3.3.1 断面优化
在原断面基础上,进行细节优化,优化后断面的细节内容如见图7。

图7 内水切优化前后断面
(1)绒带取消涂层,牌号3N-915(绒毛规格:0.6 mm×3.3 D(密度单位旦尼尔,1D=1g/9 000 m)),原涂层绒带具有不稳定因素,反而增加了异响发生的概率;
(2)披风外形优化的更加饱满,使得断面披风与玻璃线接触,增大接触面积,使升降过程披风受力更稳定;
(3)披风角度调整到25°,减小夹角有利于披风受力的及时传递,减小异响风险;建议披风变形后与玻璃夹角不大于30°;
(4)将卡接处3个支撑唇调整为2个,增加内水切与钣金的牢固度,3个支撑点挤出工艺不稳定的情况下,反而会使得与钣金面接触变成点接触;
(5)PP骨架由原来的2 mm调整到2.2 mm,有效的提升PP骨架的卡接牢固度,使得在升降过程中,内水切骨架不绕钣金止口翻转转动;
(6)下披风支撑筋结构调整,优化后结构有利于生产时定型模具对骨架的更好定型,确保了披风角度的稳定。
3.3.2 技术参数优化
通过对实车的不断调整验证,部分技术参数得到了进一步的优化,优化参数如下:
(1)上披风压载1.1~3 N/100 mm;
(2)下披风压载0.9~2 N/100 mm;
(3)上披风压载>下披风压载。
4 结束语
内水切异响问题目前已经是各大主机厂面临的难题,需要对整个升降系统及结构设计做深入细致的研究。本文优化设计断面,是经过多个车型不断验证总结优化后的最佳结果,以后新项目可采用通用化的断面规避异响风险,使内水切升降异响问题在项目前期设计阶段得到有效解决。
