饱和粉末活性炭电化学再生研究*
2020-04-27刘晓琛陈泉源
李 碟 卢 钧 刘晓琛 陈泉源,2,3#
(1.东华大学环境科学与工程学院,上海 201620;2.上海市污染防治与生态安全研究所,上海 200092;3.国家纺织工业污染防治工程技术中心,上海 201620)
我国是染料生产和使用大国,每年生产染料达100万t,占全球总产量的65%以上[1]。在染料生产过程中,部分原料、中间体及副产物以废水形式排出,使得染料废水具有色度高、毒性大、含盐量高、成分复杂、可生化性差等特点[2]。粉末活性炭(PAC)多孔结构及表面化学性质[3]使其易吸附染料废水中染料分子、苯胺、硝基苯等有害物质[4],在染料废水处理中有良好应用前景。
因PAC粒径细小、固液分离困难,常规热解等再生法难度大[5]。饱和PAC处理处置一直没有解决,焚烧或填埋造成资源浪费及二次污染等问题[6]。目前,饱和PAC再生研究主要集中在化学氧化、湿式氧化、Fenton氧化等方面[7-10],存在活性炭损失大、能耗高等缺点,研究经济有效且不产生二次污染的再生方法对废水处理大规模应用PAC具有重要的意义[11]。
可在室温、原位进行的电化学再生法受到了重视。NARBAITZ等[12]很早提出利用电化学法对饱和颗粒活性炭进行再生。然而电化学再生目前未能实现工业化应用[13]34,需要深入研究电化学反应器及其运行参数对再生率的影响,研究电化学再生机理。本研究以浙江某染料生产厂吸附处理染料废母液产生的饱和PAC为研究对象,探讨电化学再生反应条件对再生率的影响,探究饱和PAC电化学再生反应过程及再生机理。
1 材料与方法
1.1 材料和装置
饱和PAC和新PAC均取自浙江某染料生产厂。该厂生产分散染料,主要原料有对硝基苯胺、二硝基氯(溴)苯胺、尿素、间苯二胺、平平加、硫酸、亚硝酸钠等。
实验装置如图1所示。单室反应器为直径80 mm、高110 mm的圆柱型结构;双室反应器存在阳离子交换膜,每个反应室尺寸50 mm×60 mm×60 mm。反应器阳、阴极均分别为钌铱形稳电极(DSA)、不锈钢电极,有效面积均为150 mm×20 mm。

1—稳压电源;2—阳极;3—阴极;4—饱和PAC;5—转子;6—搅拌器;7—阳离子交换膜图1 不同类型的反应器结构Fig.1 Different types of reactor structures
1.2 实验方法
1.2.1 电化学再生
电化学再生以NaCl为电解质,分别考察电源类型、pH、再生时间、电压和NaCl浓度对活性炭再生率的影响。在反应器内加入300 mL电解液和饱和PAC,连通电源,反应结束后对再生PAC进行吸附实验。
1.2.2 再生率评价
取100 mg PAC放入100 mL模拟活性红染料废水中,磁力搅拌吸附3 h。用T6新世纪紫外可见光分光光度计于537 nm处测定溶液吸光度。活性炭对模拟活性红染料废水的吸附量(q,mg/g)、活性炭的再生率(η,%)的计算公式如下:
(1)
(2)
式中:ρ0、ρe分别为活性红染料初始和平衡质量浓度,mg/L;V为溶液体积,L;m为活性炭质量,kg;B、B0、A分别为再生PAC、饱和PAC和新PAC的吸附量,mg/g。
1.3 分析方法
1.3.1 Boehm滴定法
活性炭表面酸性含氧官能团滴定:分别称取0.1 g PAC于锥形瓶中,量取25 mL 0.05 mol/L NaOH、Na2CO3、NaHCO3和NaOC2H5溶液分别加入锥形瓶中,封口后放入摇床上振荡反应2 h后过滤,用蒸馏水洗涤锥形瓶将游离的碱洗入滤液,减少误差。分别向滤液中加入50 mL 0.05 mol/L盐酸溶液,滤液加热30 min去除溶液中所含CO2,用酚酞做指示剂,用0.05 mol/L标准NaOH溶液反滴定过量酸至颜色变红。
1.3.2 红外光谱
取少量试样与KBr(质量比约1∶100)混合,在玛瑙研钵中研磨成粉状后压片,用Tensor 27傅立叶变换红外光谱仪进行光谱采集。
1.3.3 电化学性能测试
将饱和PAC、新PAC分别与炭黑(导电剂)、聚四氟乙烯(黏结剂)按8∶1∶1的质量比混合,酒精稀释后加热,配制成胶体,冷却后在玻璃片上压至2~3 mm厚,置于105 ℃真空干燥箱中干燥12 h,降至室温后取出并在10 MPa压力下进行压片。电极在电解液中浸泡12 h后进行电化学测试。
采用三电极体系对PAC进行电化学性能测试,循环伏安(CV)曲线测试的电压为-1.8~1.8 V,其中铂电极、饱和甘汞电极和测试电极片分别作为对电极、参比电极和工作电极,0.20 mol/L NaOH溶液为电解液,扫描速率20 mV/s。
2 结果与讨论
2.1 饱和PAC电化学再生影响因素
2.1.1 电源类型
在单室反应器内,NaCl为6 g/L,再生时间为90 min,考察不同pH下不通电(空白对照)、通交流电(10 V)、通直流电(10 V)3种处理方法对饱和PAC再生率的影响,结果见图2。当pH=1、通直流电时,再生率最高,达56.83%。电解液中COD随pH降低而增加,最高达1 890.42 mg/L。当pH≥5时,通电条件下电解液中COD比不通电条件下高,这是由于在高电位下饱和PAC表面带电,产生静电斥力,促进污染物的脱附[14];当pH=3时,电解液中COD无明显变化;当pH<3时,通电条件下电解液中污染物被降解,直流电降解污染物效果比交流电更好,电解液中COD为907.56 mg/L,这是由于直流电体系下,饱和PAC作为电极氧化降解污染物[15]。电解液中污染物得到有效降解,进一步促进饱和PAC解吸和电化学再生,饱和PAC再生率升高。
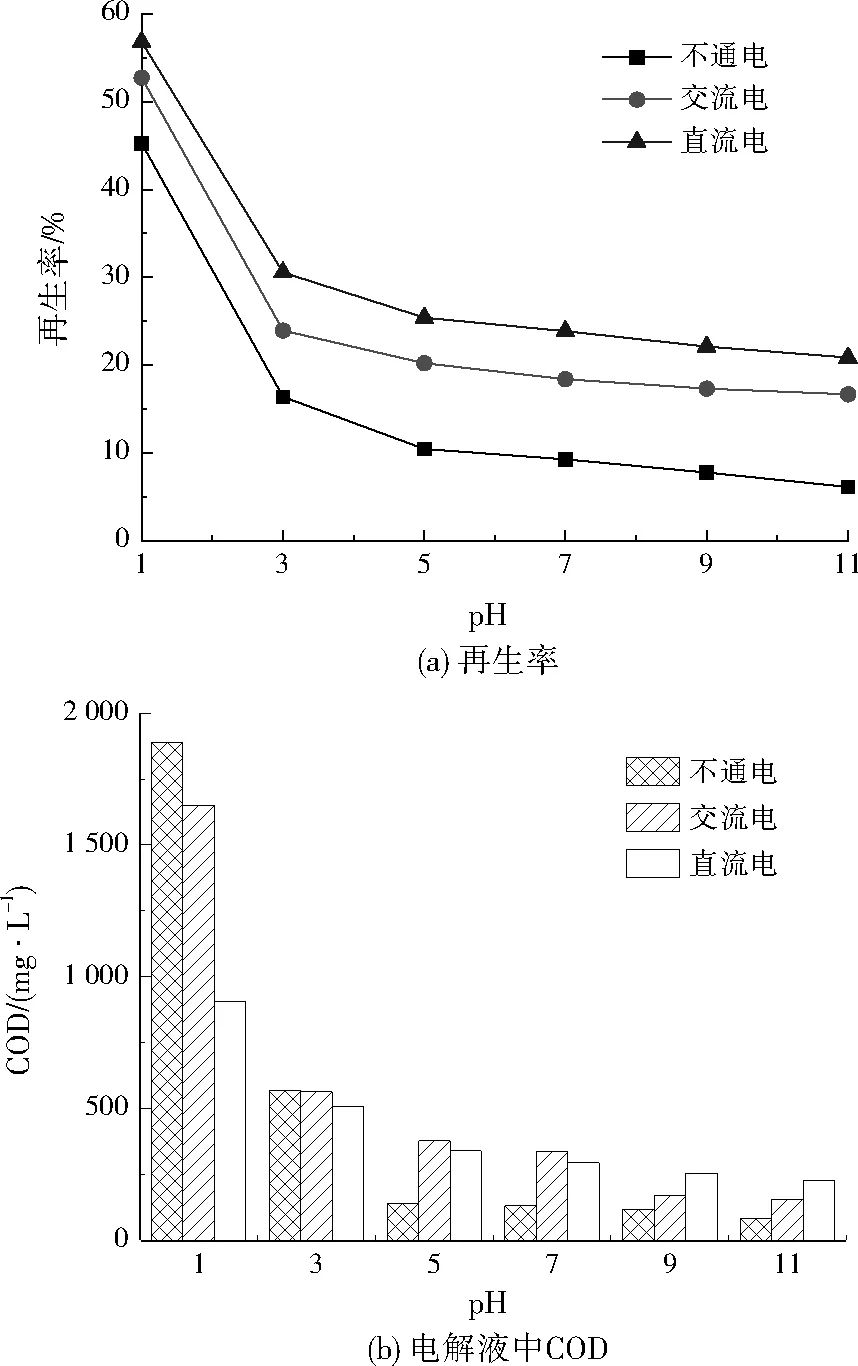
图2 电源类型对再生率及电解液中COD的影响Fig.2 Effect of power supply types on regeneration efficiency and COD of electrolyte
2.1.2 pH
由图2可知,在酸性条件下,再生率更高,饱和PAC更易解吸,表明pH为饱和PAC再生的重要影响因素。当直流电压10 V、NaCl为6 g/L、再生90 min时,单室反应器和双室反应器的阳、阴极室中pH对饱和PAC再生率的影响见图3。阳极室饱和PAC再生率均达到40%以上,比阴极室高很多,这是由于阳离子交换膜阻碍电解液中阴阳离子的交换,使两个反应室分别形成强酸、强碱环境[16]。阳极室强酸环境促进污染物解吸,通过直接和间接氧化(·OH、Cl2、HOCl)降解污染物[17],饱和PAC在极化状态下也可氧化污染物,恢复吸附活性位点。当pH=1时,单室反应器的再生率为56.83%,比阳极室高。在单室反应器内,除直接和间接氧化外,饱和PAC作为微电极颗粒自身具有氧化能力,酸性条件促进阴极·OH产生[18],提高再生率。
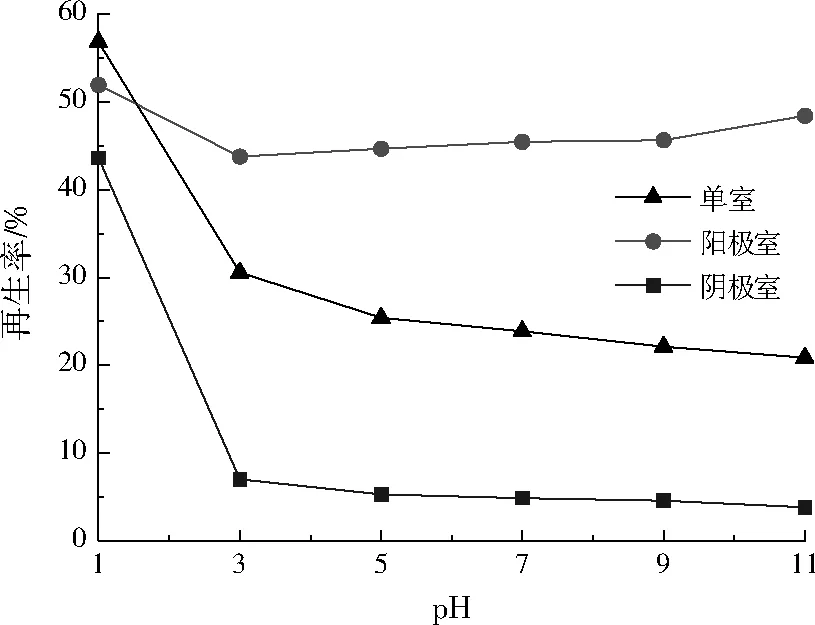
图3 单室反应器和双室反应器的阳、阴极室中饱和PAC的再生率Fig.3 Regeneration efficiency of saturated powdered activated carbon in the single chamber reactor and the positive,negative chambers of the dual chamber reactor
2.1.3 再生时间
在直流电压10 V、NaCl为6 g/L的单室反应器内,不同pH下饱和PAC再生率随再生时间的变化见图4。随再生时间延长,电解液中污染物含量逐渐增多,活性炭表面污染物脱附达到相对平衡[13]45,活性炭的再生率不再增加。研究证明,过长的再生时间,使得氧化产物积累在活性炭内部,造成活性炭孔隙堵塞,破坏微孔结构[19-20]。因此,再生时间为90 min较合适。

图4 不同pH下饱和PAC再生率随再生时间的变化Fig.4 Changes of regeneration efficiency of saturated powdered activated carbon with regeneration time at different pH
2.1.4 NaCl浓度及电压
当pH为1和2、直流电压、再生90 min时,单室反应器内NaCl质量浓度及电压对饱和PAC再生率的影响见图5和图6。当NaCl为6 g/L时饱和PAC再生率达到最高,继续增加电解质浓度,再生率基本不变。由于NaCl浓度升高,电导率增加,氧化反应速度提高,电解液中氯离子在阳极上发生氧化反应[13]38,产生活性氯(Cl2、HOCl、OCl-),活性氯促进污染物降解。但过高活性氯与·OH反应,转化为氧化性弱的氯自由基[21],污染物降解速率降低。当pH=1时NaCl浓度改变对再生率的影响比当pH=2时小。这是由于当pH=1时,饱和PAC表面大部分污染物脱附在电解液中,污染物含量高,电化学反应以降解电解液中污染物为主,使得饱和PAC再生率升高不显著。
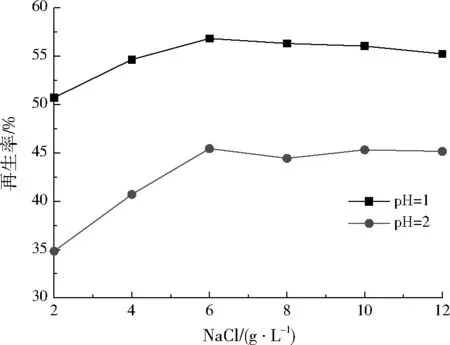
图5NaCl质量浓度对饱和PAC再生率的影响Fig.5 Effect of NaCl mass concentration on regeneration efficiency of saturated powdered activated carbon
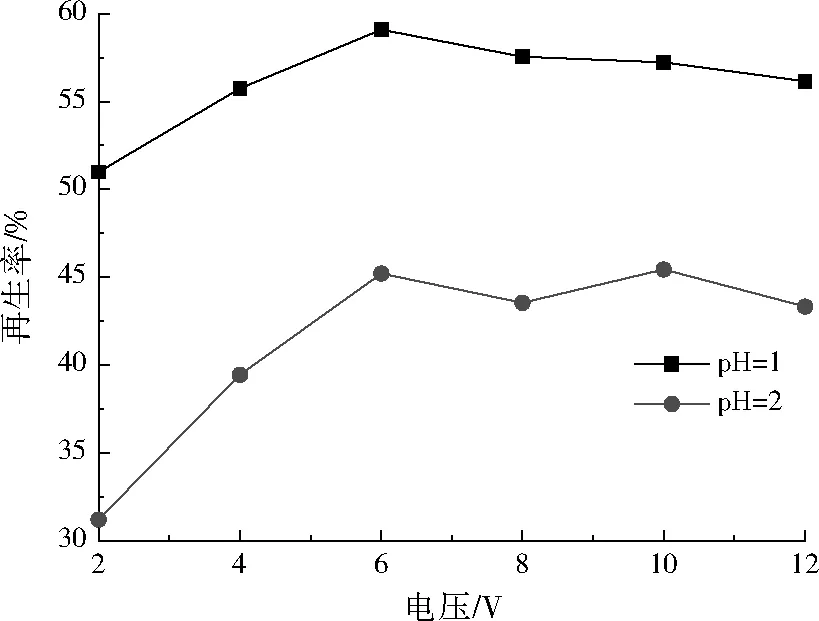
图6 电压对饱和PAC再生率的影响Fig.6 Effect of voltage on regeneration efficiency of saturated powdered activated carbon
当pH=1、直流电压为6 V时,单室反应器内饱和PAC再生率最高,达59.09%。进一步增强电压,再生率无明显变化。这是由于随电压提高,饱和PAC颗粒表面电荷增加,促进表面解吸[22],电极表面·OH产率增加,电化学传质动力也提高,有利于自由基进入吸附材料微孔,促进污染物降解[23]。但高电压可能造成副反应的加剧、破坏活性炭微孔结构及表面基团,不利于活性炭活性位点的恢复[24]。因此,过高的电压不必要。
2.2 表面酸性含氧官能团变化
2.2.1 Boehm滴定
由图7可知,PAC吸附染料生产废水后表面酸性含氧官能团中羧基、酚羟基及羰基基团含量减少,表明PAC在吸附过程中表面基团与废水中污染物发生化学吸附,占据活性位点,而内酯基含量增加可能由PAC吸附的脂肪族类污染物引起。饱和PAC中酚羟基及羰基含量为负值,这可能是由于活性炭表面污染物与盐酸反应,使得在反滴定中碱消耗量减少,计算得到的含量为负值。再生PAC中羧基、酚羟基及羰基比饱和PAC增加,内酯基比饱和PAC减少,与新PAC相比酸性含氧官能团有所恢复,进而能恢复吸附性能,表明电化学再生法对饱和PAC表面基团具有很好的再生效果。
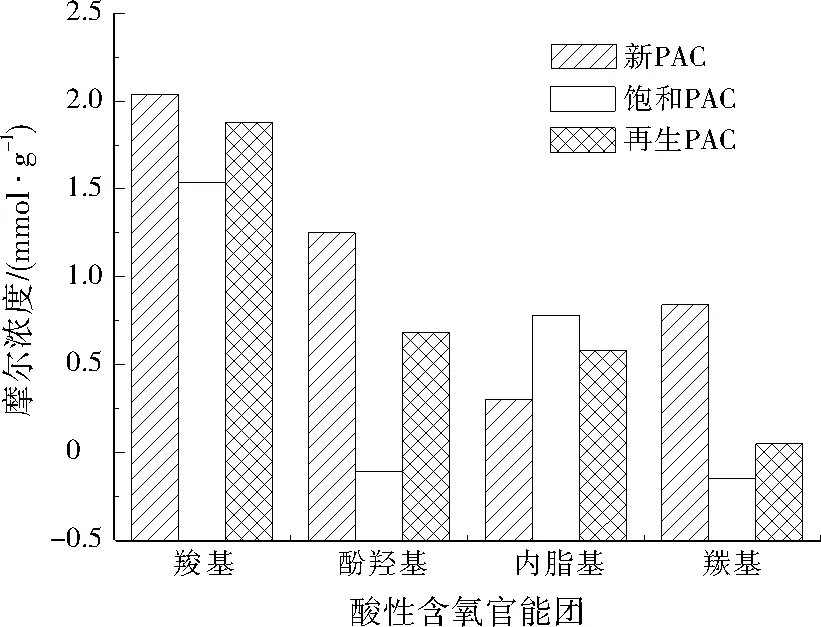
图7 活性炭表面酸性含氧官能团的变化Fig.7 Changes of acid oxygen-containing functional groups on the surface of activated carbon
2.2.2 红外光谱分析
活性炭红外光谱见图8。饱和PAC在615 cm-1处为卤代基(C—Cl、C—Br)的吸收峰,1 120 cm-1处吸收峰可能是由羧酸的C—O或醚基C—O—C的伸缩振动造成[25],1 400、1 620 cm-1处分别为酰胺基中的C—N和C=O伸缩振动,1 510cm-1处为芳香烃的C=C的特征吸收峰,3 130 cm-1处可能为羧酸的—OH及酰胺的N—H伸缩,3 415 cm-1处为硝基的N—H的特征吸收峰[26]。这些基团的产生是由于PAC吸附染料生产废水中的染料分子、残留的硝基苯胺、间苯二胺及其他中间产物造成。与饱和PAC相比,再生PAC内部对应的污染物产生的吸收峰消失,并与新PAC的吸收峰基本吻合。红外光谱分析与Boehm滴定结果基本一致,电化学降解饱和PAC表面污染物,其表面酸性含氧官能团得以恢复[27]。
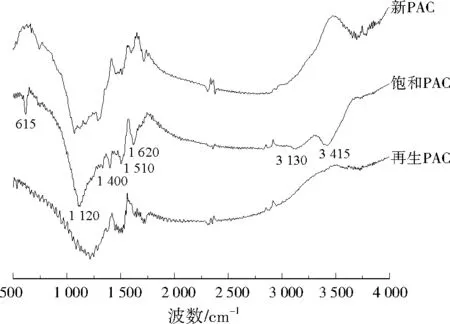
图8 活性炭红外光谱Fig.8 Infrared spectrum of activated carbon
2.3 电化学反应
采用CV法分析饱和PAC电化学再生过程中的氧化还原反应。由图9可知,与新PAC电极CV曲线相比,饱和PAC电极在0.8 V时出现了氧化峰,即极化状态下饱和PAC表面发生氧化反应。在电化学再生过程中,除主电极表面直接氧化(阳极上的直接电子转移)和间接氧化(电氧化物质(如·OH,Cl2)参与降解)外,饱和PAC电极表面发生氧化反应,污染物得以降解。因此,电化学再生反应历程为:活性炭吸附的部分污染物受pH及电场作用脱附,被直接氧化或间接氧化降解;活性炭颗粒电极直接氧化降解表面未脱附污染物,恢复活性位点。
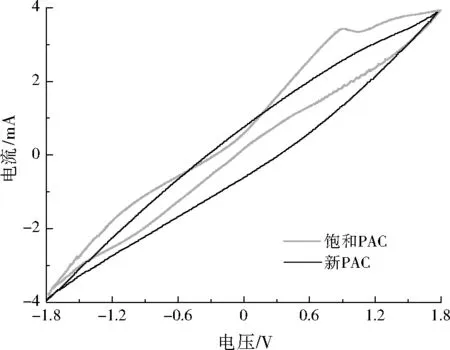
图9 饱和PAC与新PAC电极CV曲线Fig.9 Cyclic voltammetry curve of saturated powdered activated carbon and new powdered activated carbon electrodes
2.4 经济分析
在最佳条件(NaCl 6 g/L、pH=1、直流电压6 V、再生时间90 min)下,饱和PAC再生率为59.09%,单位电耗为0.75 kW·h/kg,电成本费用按浙江省工业用电电价0.66元/(kW·h)计算,所耗电费约0.50元/kg。饱和PAC再生主要消耗的NaCl与硫酸费用分别为0.18、0.24元/kg,以再生率59.09%折算后再生处理费用为1.56元/kg。PAC市场价格为3.50~8.00元/kg,说明电化学再生在经济上是可行的。
3 结 论
(1) 直流电再生效果比交流电好;阳极室再生效果比阴极室好。
(2) 在pH=1、直流电压为6 V、NaCl为6 g/L、再生90 min的最佳条件下,采用单室反应器,饱和PAC再生率达到59.09%。
(3) 电极CV曲线结果表明,饱和PAC电极表面发生氧化反应,与主电极直接和间接氧化共同作用,使活性炭表面吸附的污染物降解。表面酸性含氧官能团滴定和红外光谱测试结果进一步表明,电化学再生法使活性炭表面基团得到恢复。
