进料线管弯头泄漏原因分析
2020-04-23唐春容1吕小刚
唐春容1, 杨 帆, 吕小刚
(1. 独山子石化公司研究院 压力容器检验所, 克拉玛依 833699;2. 独山子石化公司乙烯厂, 克拉玛依 833699)
某厂乙烯装置对流区原料预热二段的进料线管弯头在运行过程中多次发生泄漏,导致停炉检修,影响了乙烯装置的正常生产运行。泄漏的弯头为90°弯头,规格为φ114.30 mm× 6.02 mm,材料为A234WPB碳钢,设计压力为0.42 MPa,工作压力为0.25 MPa,设计温度为315 ℃,工作温度为265 ℃。弯头内的工作介质主要为石脑油、轻烃等,进料载荷为8 000 kg·h-1,泄漏弯头的位置如图1和图2所示。为查明弯头泄漏的原因,笔者对其进行了检验及分析,并提出了相应的预防措施[1-2]。

图1 泄漏弯头现场位置图Fig.1 Site location map of leaked elbow

图2 泄漏弯头位置示意图Fig.2 Location diagram of leaked elbow

图3 泄漏弯头宏观形貌Fig.3 Macro morphology of leaked elbow
1 理化检验
1.1 宏观分析
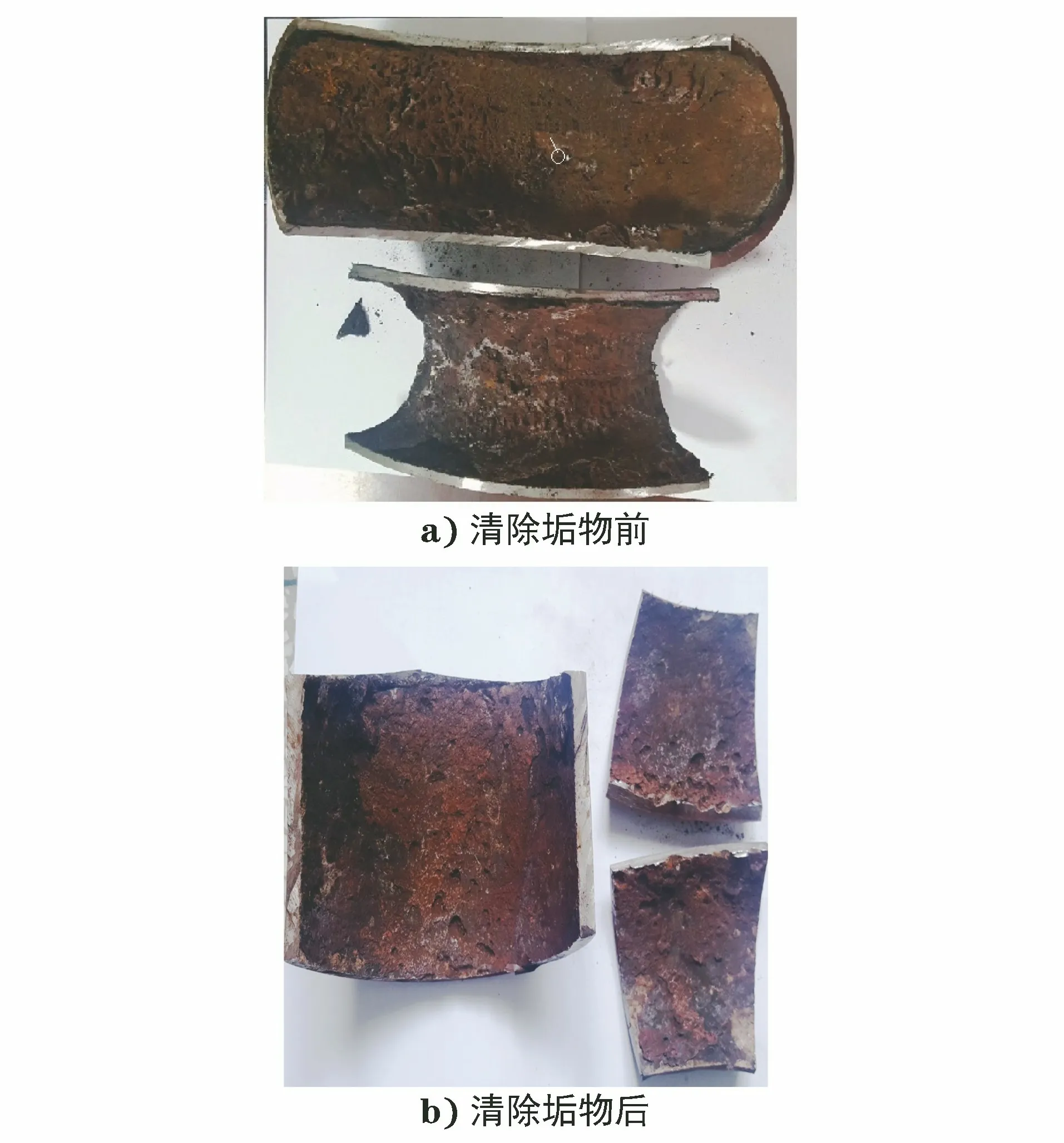
图4 泄漏弯头内表面宏观形貌Fig.4 Macro morphology of inner surface of leaked elbow:a) before scale removal; b) after scale removal
弯头泄漏点距竖直管道约130 mm,位于弯头背弯处,泄漏孔规格约为φ5 mm×3.5 mm,如图3所示。将弯头沿侧弯中心线剖开后,发现弯头内表面覆盖着层状垢物,表面呈红褐色,内部呈黑色疏松状,局部呈黄色,如图4 a)所示。垢物表面存在河流状沿流体方向的冲刷痕迹,垢物厚度最厚处约为20 mm,这使得弯管的流通面积明显减小。清除垢物后可见弯头内表面存在大量的局部腐蚀坑,背弯处最小壁厚为2.02 mm,如图4 b)所示。
1.2 化学成分分析
采用M11型固定式光谱仪对泄漏弯头进行化学成分分析,分析结果见表1。由表1可知,泄漏弯头的化学成分符合ASTM A234/A234M-2015《中、高温锻造碳钢和合金钢管道配件标准技术条件》对A234WPB碳钢的成分要求。

表1 泄漏弯头的化学成分(质量分数)Tab.1 Chemical compositions of leaked elbow (mass fraction) %
1.3 硬度测试
依据GB/T 4340.1-2009《金属材料 维氏硬度试验 第1部分:试验方法》,在泄漏弯头上取样进行维氏硬度测试,结果见表2。由表2可知,泄漏弯头的硬度为135.7 HV10,换算为布氏硬度124.7 HB,泄漏弯头的硬度符合ASTM A234/A234M-2015对A234WPB碳钢的技术要求。

表2 泄漏弯头硬度测试结果Tab.2 Hardness test results of leaked elbow
1.4 金相检验
依据GB/T 13298-2015《金属显微组织检验方法》,在泄漏弯头背弯处取样制备金相试样,使用Axio Scope A1型研究级正立式智能数字万能材料显微镜对试样进行金相检验,如图5所示,可见泄漏弯头的显微组织为铁素体+珠光体。

图5 泄漏弯头的显微组织形貌Fig.5 Microstructure morphology of leaked elbow
1.5 扫描电镜和能谱分析
对泄漏弯头内表面腐蚀坑区域进行扫描电镜(SEM)观察,如图6所示,可见泄漏弯头内表面腐蚀坑底有疏松、龟裂的腐蚀产物。

图6 在低倍和高倍下的泄漏弯头内表面微观形貌Fig.6 Micro morphology of inner surface of leaked elbow at a) low and b) high magnification
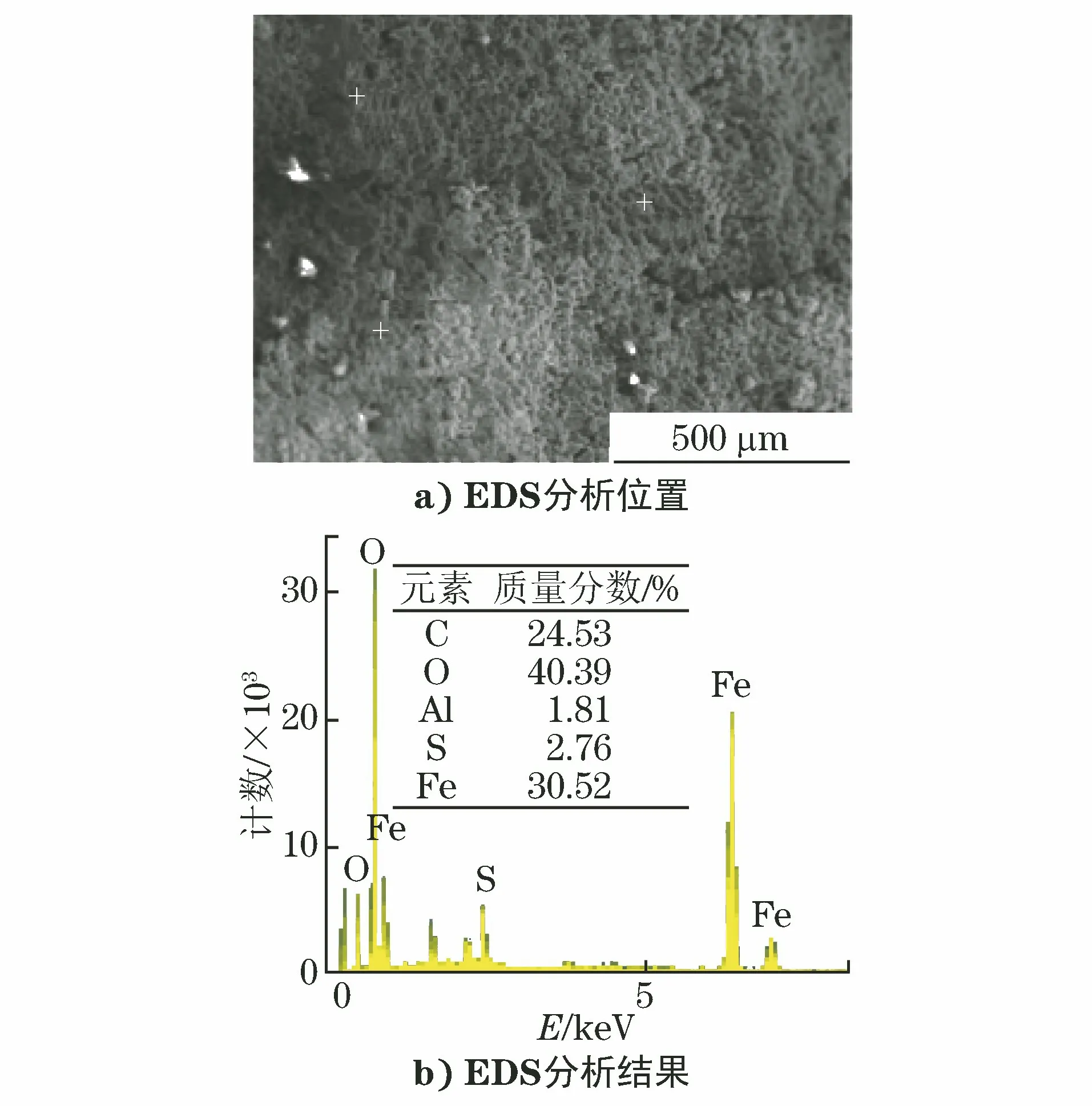
图7 泄漏弯头内表面EDS分析位置和分析结果Fig.7 EDS analysis position and analysis result of inner surface of leaked elbow:a)EDS analysis position; b) EDS analysis result
对泄漏弯头内表面腐蚀坑区域进行能谱(EDS)分析,分析位置和分析结果如图7所示,可见该处化学成分以碳、氧、铁元素为主,还有少量的硫、铝、钙、钛等元素。
对清除垢物后的泄漏弯头穿孔部位内表面腐蚀坑微观形貌进行观察,如图8所示,可见腐蚀坑内有微裂纹。

图8 清除垢物后的泄漏弯头内表面微观形貌Fig.8 Micro morphology of inner surface of leaked elbow after scale removal
对泄漏弯头内表面垢物进行EDS分析,分析位置和分析结果如图9所示,可见该处化学成分以氧、铁元素为主,还有少量的硫元素。
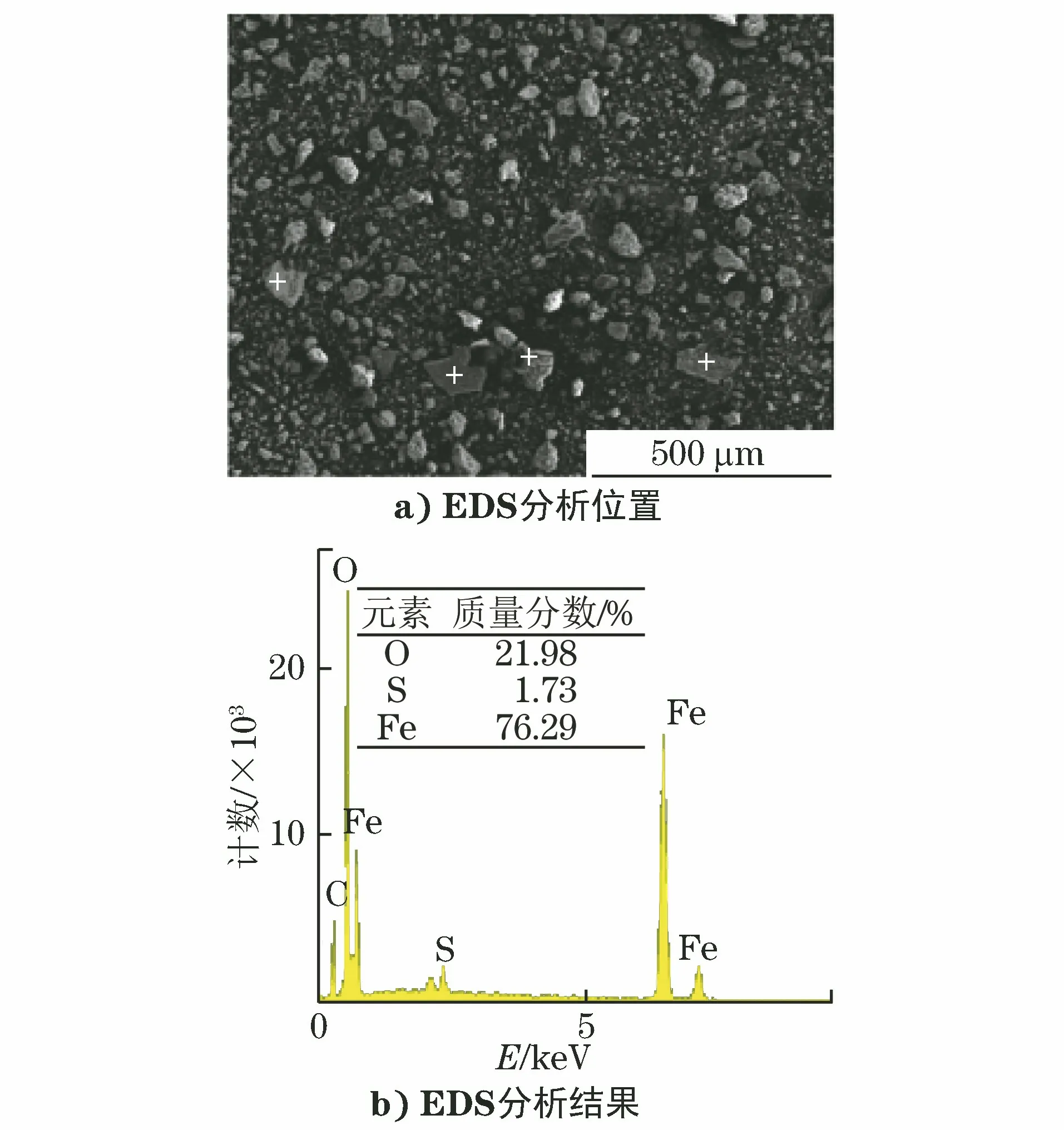
图9 垢物的EDS分析位置和分析结果Fig.9 EDS analysis position and analysis result of scale:a) EDS analysis position; b) EDS analysis result
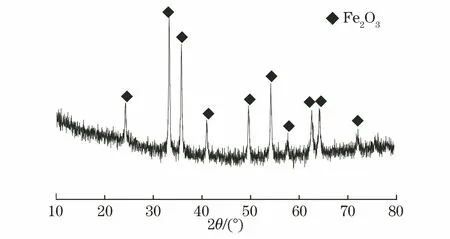
图10 垢物的X射线衍射分析结果Fig.10 X-ray diffraction analysis result of scale
通过EDS分析确定垢物的化学元素后,再通过X射线衍射分析来分析垢物的具体物质,如图10所示。通过与标准谱图对比,可知垢物为Fe2O3。
1.6 石脑油中硫含量分析
对连续4个月通过泄漏弯管的石脑油中硫的质量分数进行统计,其中硫含量最大值为1 234.80 μg·g-1,最小值为474.10 μg·g-1。硫含量小于800 μg·g-1为合格,而在该时间段共取样分析46次,有18次的分析结果不合格,说明部分石脑油中硫含量超标。
2 分析与讨论
在正常运行期间,泄漏弯管内的介质主要为石脑油、轻烃等,要求原料中的硫含量应小于800 μg·g-1。石脑油随品质的不同,硫含量在不同范围内波动,通常为150~300 μg·g-1[2],在原设计中,石脑油原料中的硫含量约为33 μg·g-1。但目前采用的石脑油硫含量很高,最高达1 234.80 μg·g-1,平均硫含量为600~800 μg·g-1,均高于设计值。
在生产运行阶段,液态石脑油在60 ℃左右进入对流段,在预热一段被加热到265 ℃,形成气液混合体,然后进入预热二段,在240 ℃以上,硫含量高的石脑油中含有硫化氢和硫醇类硫化物。一方面硫醇类硫化物极易反应生成硫化氢,硫化氢能直接与金属发生反应,生成金属的硫化物,在管壁内生成疏松的以FeS为主的腐蚀产物,上述反应随石脑油中硫含量的增加而加剧。另一方面石脑油中的部分硫醇在200 ℃以上也可以与铁直接发生反应继续生成以FeS为主的腐蚀产物。这就造成以FeS为主的腐蚀产物在管线内进一步积聚,其化学反应方程式如下
RCH2CH2SH→RCH2CH3+H2S
(1)
H2S+Fe→FeS+H2
(2)
RCH2CH2SH+Fe→RCH2CH3+FeS
(3)
在运行阶段,石脑油中含有大量的杂质(沥青质、胶质、饱和烃、芳烃等),对管壁存在一定的冲刷作用,这些杂质与以FeS为主的腐蚀产物共同附着在管线内表面。
在退料阶段,通入稀释蒸汽进行吹扫,上游工段管线内残余的石脑油与其产生的腐蚀产物被吹入对流段预热二段,与稀释蒸汽中的水、腐蚀产物及残余介质形成胶状、疏松的腐蚀产物,附着在管线内表面,并形成厚薄不均的胶状疏松垢层。
在烧焦阶段,给混合预热段的稀释蒸汽通入空气,稀释蒸汽中的部分蒸汽和空气反窜到对流段预热二段中与FeS发生反应,破坏了管线中以FeS为主的腐蚀产物,其中的O2与FeS发生反应,生成Fe2O3[3-5],这与垢物EDS分析和X射线衍射分析结果一致,其化学反应方程式如下
4FeS+7O2→2Fe2O3+4SO2
(4)
在高温备用阶段,预热二段管线中的稀释蒸汽冷凝渗入垢层中,形成垢下腐蚀,垢下封闭区域金属为阳极,阴极反应主要是氧的还原反应。
阳极反应
Fe→Fe2++2e-
(5)
阴极反应
O2+2H2O+4e-→4OH-
(6)
在下个生产运行阶段,再次生成以FeS为主的腐蚀产物附着在管线内表面,这就是弯头内表面出现大面积腐蚀坑并且壁厚均匀减薄的原因之一。同时由于裂解炉在运行、烧焦、备用状态转换频繁,以铁、硫、氧为主的腐蚀产物处于“生成-剥离”的循环状态,弯头背弯处是腐蚀产物冲刷最严重的地方,从而造成了弯头背弯处减薄,最终导致腐蚀穿孔[6]。
3 结论及建议
高温硫化物腐蚀是弯头泄漏的主要原因,物料的反复冲刷破坏了腐蚀产物膜,腐蚀产物膜的反复去除又加速了弯头的腐蚀。因此,弯头在高温硫化物腐蚀与物料冲刷的交互作用下,在弯头背弯处发生腐蚀穿孔,最终导致弯头泄漏。
建议对易被腐蚀管道的材料进行升级,更换为更抗硫腐蚀的材料;对相关管道进行测厚排查,及时更换厚度减薄严重的管道。
