选煤厂煤泥压滤智能控制系统设计
2020-04-12韩龙
韩 龙
(西山煤电(集团)有限责任公司官地选煤厂,山西 太原030022)
引言
煤泥是选煤厂选煤工艺流程的副产品,具有水分高、黏性强、热值低等缺点,一般处理方法为直接丢弃或民用地销。随着工业智能化技术的不断进步、煤泥副产品数量的不断上升以及煤炭资源的紧缺,煤泥的回收利用成为亟需解决的问题[1]。目前选煤厂煤泥压滤系统还存在诸多问题,比如压滤系统未完全实现自动化,需人工查看排水量并确定压榨时间;入料泵入料流量不稳定,煤泥料浆的颗粒大小、浓度不同影响入料流量,甚至会发生喷浆事故;关键环节存在安全隐患,比如入料管路可能发生堵塞故障、对过滤板产生冲击力、对设备管路产生冲击等;检测设备、仪器仪表的精度不够,通信系统不完善[2]。为解决上述问题,国内外科研单位展开一系列研究,比如相继开发了以继电器电路、单片机、PLC控制器以及微控制器为核心的煤泥压滤自动控制系统[3-5],但稳定性、精确性以及抗干扰性都有待增强。本文以PLC控制技术、模糊PID控制技术设计选煤厂煤泥压滤智能控制系统,以提高煤泥压滤过程的稳定性和精确度,提高煤泥压滤产品质量。
1 煤泥压滤智能控制系统功能
选煤厂煤泥压滤智能控制系统可将选煤生产工艺中产生的煤泥料浆进行压榨,形成煤泥饼并由带式输送机输送;同时,对压滤过程中形成的煤泥水进行循环利用。煤泥压滤智能控制系统主要完成的功能有:
1)实现压滤系统智能闭环控制,根据煤泥料浆和压榨排水量,自动启动、停止、加载、卸载入料泵和压滤设备以及压风机,实现智能、安全按连锁、安全闭锁控制;
2)支持手动、自动、联动、检修四种控制模式,按照运行条件和参数设置,满足不同工矿控制需求;
3)实现滤板、滑块、油缸、排气阀与带式输送机之间的联动闭锁控制,比如只有滑块下降到位后,油缸才能压紧;
4)实现煤泥压滤过程入料环节、压榨环节的恒压控制,通过PID控制方案、模糊PID控制方案控制压力的稳定;
5)实现参数动态设置功能以及监控平台可远程操作功能,即根据智能控制系统需求,可灵活设置压滤过程相关参数并实现远程监控[6-7]。
选煤厂煤泥压滤系统结构如图1所示,主要由煤泥搅拌池、入料泵、压滤机、压风机、带式输送机以及PLC控制系统组成。搅拌池用于搅拌添加药物后的煤泥料浆,并将搅拌后的煤泥料浆输送至入料泵并转送至压滤机进行压滤、脱水形成煤泥料饼,转入带式输送机进行输送;压风机通过风压方式对煤泥料浆进行脱水,产生含水量较低的煤泥料饼。上述煤泥压滤流程由PLC控制系统智能控制实现。
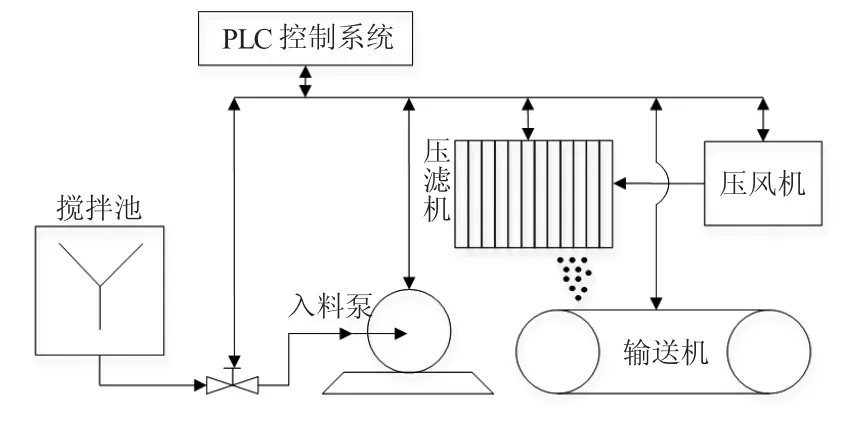
图1 选煤厂煤泥压滤系统结构示意
2 硬件设计
根据选煤厂煤泥压滤智能控制系统功能,其硬件设计框图如下页图2所示,核心为西门子S7-300 PLC控制器。PLC控制系统以固定周期T采集系统运行方式、故障复位信号、设备运行信号等数字量,经延时/防抖处理后由PLC控制器进行逻辑运算和判断;通过PLC控制器采集管网压力、滤液流量模拟量信号,经A/D转换后由PLC控制器进行逻辑处理;煤泥压滤系统中的压风机采用变频控制模式实现,PLC控制器通过Profibus总线通信模式对变频器进行控制,进而控制压风机运转[8]。参数设置以及远程监控功能由人机界面实现,PLC控制器通过TCP/IP通信模式实现与人机界面指令、数据交互。
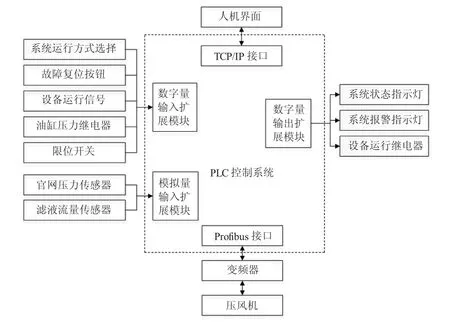
图2 选煤厂煤泥压滤智能控制系统硬件设计
选煤厂煤泥压滤智能控制系统中的压力检测是关键环节,选用SK-DBS208电容型压力变送器,通过检测测量膜片的压力,经振荡、解调后转换为4~20 mA电流输出信号,检测精度为0.25%,该压力传感器工作稳定、测量精度高,满足测量压风管网0.6~0.8 MPa压力以及入料管网0.8~1.2 MPa压力的要求。滤液流量传感器选用LS-1010-1型电磁流量计,利用液体流动时在管道壁产生感应电势与液体流量呈线性关系的原理,测量滤液的实时流量。该电磁流量计不受液体温度、密度、导电率等因素的影响,测量信号稳定、测量精度高,可实时测量量程并在线修改。人机界面用于显示煤泥压滤智能控制系统的运行状态并完成远程控制,选用昆仑通态的TCP1063K触摸屏。该触摸屏大小为10.2寸,采用TFT液晶显示屏,支持TCP/IP、CAN、RS484等多种通信模式,与S7-300PLC通信连接可靠、编程简单。选煤厂煤泥压滤智能控制系统中PLC控制器I/O地址分配(部分)见表1所示。
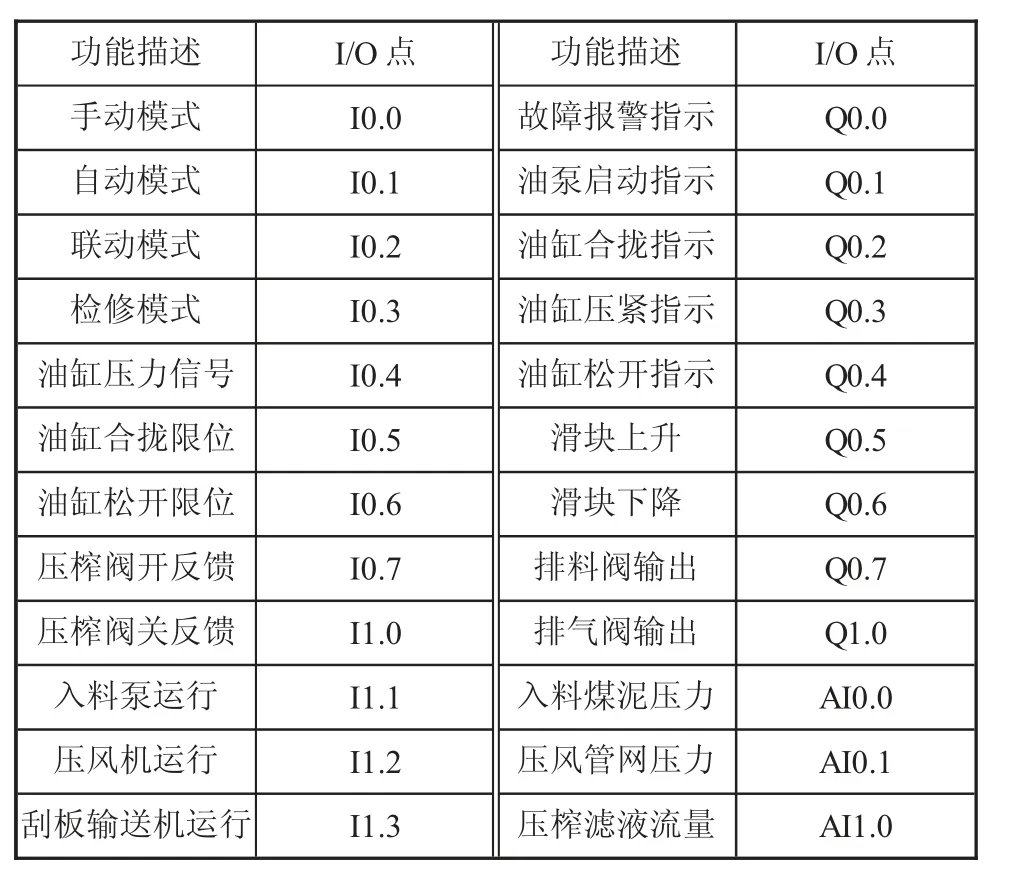
表1 选煤厂煤泥压滤智能控制系统PLC系统I/O点分配表(部分)
3 软件设计
3.1 恒压控制
选煤厂煤泥压滤控制过程具有惯性作用大、时间滞后的特点,为保障入料环节、压风环节的控制精度、提高工作效率,采用模糊PID控制模式实现恒压控制,原理图如图3所示。以压力检测仪检测的压力与设定压力的误差以及误差变化率为PID控制和模糊控制器输入变量,调节比例系数Kp、积分系数Ki以及微分系数Kd,得到理想的期望压力输出值。
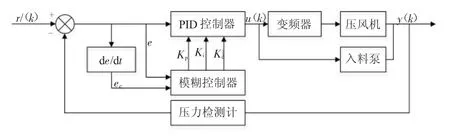
图3 入料环节/压风环节模糊PID控制原理图
3.2 PLC软件设计
选煤厂煤泥压滤智能控制系统的软件设计基于西门子S7-300PLC控制器,采用模块化编程方法实现。模块化编程适合复杂的大型程序,根据实现的功能进行模块划分,在模块内实现定义的功能,并将各模块串联,协同完成系统功能,具有逻辑严密、结构清晰的特点。选煤厂煤泥压滤智能控制系统PLC软件流程如图4所示,OB100模块为PLC操作系统的初始化程序,用于完成系统初始化、参数设置、内存清零、变量赋初值等功能;OB1为主程序模块,在主程序模块中依次调用定义的FC以及FB模块。OB100以及OB1模块在PLC操作系统中完成,以固定时间周期T循环执行。
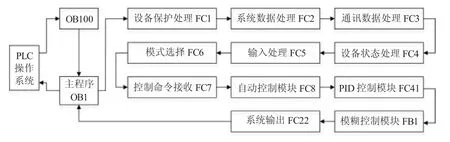
图4 选煤厂煤泥压滤智能控制系统模块化软件设计流程
4 应用分析
设计并将选煤厂煤泥压滤智能控制系统在某选煤厂投入使用,对6个月的运行数据进行统计和分析,发现该选煤厂煤泥料浆处理能力大大增强,煤泥饼质量大大提高,含水量降低近9%,可将煤泥饼的含水率稳定控制在20%左右。煤泥压滤过程单次循环时间由原来的50 min下降至35 min,提升了生产效率,节约了生产时间和用电成本。煤泥压滤智能控制系统的使用还降低了劳动强度,达到减员增效的目的。在6个月的运行期间,未发生喷浆、管路堵塞、滤板破损等事故,提高了选煤厂生产安全系数。
5 结语
选煤厂煤泥压滤过程是实现煤炭高效利用、节能降耗的关键步骤之一,利用智能控制技术实现煤泥压滤过程的智能化、少人化控制是选煤厂未来发展的方向。基于PLC控制技术、模糊PID控制技术,可实现煤泥压滤入料过程、压风过程的恒压控制,提高煤泥产品质量,实现煤泥压滤过程智能化控制,对提升选煤厂整体智能化、信息化、网络化建设具有重要的借鉴意义。
