电子伺服压机在变速器轴承装配中的运用
2020-04-12张晓红
张晓红
(中国重汽集团大同齿轮有限公司,山西 大同037000)
引言
电子伺服压机具有压装质量可靠,装配精度高,过程数据可保存、可追溯,清洁节能,操作安全等多方面优势。为适应汽车行业高质量的发展要求,在变速器轴承装配方面采用了电子伺服压机取代传统的液压、气压压机压装。
1 电子伺服压机使用工况说明及选型
1.1 工况说明
变速器输出轴后轴承为球轴承,工艺要求将变速器输出轴后轴承以竖直状态同时压入壳体轴承孔和输出轴上,轴承外圈与变速器壳体孔为过渡配合,轴承内孔与变速器输出轴为过盈配合,为提高轴承装配质量,欲采用电子伺服压机实现该工艺过程。
1.2 轴承理论压装力的计算及压机的选型
轴承理论压装力F的计算公式为:F=PfmaxπdfLfμ。其中,-γ。
式中:F为压装力,N;Pfmax为结合面承受的最大单位压力,N/mm2;df为结合直径,mm;Lf为结合长度,mm;μ为结合面摩擦系数;δmax为最大过盈量,mm;Ca、Ci均为系数;Ea为包容件材料弹性模量;Ei为被包容件材料弹性模量;da为包容件外径,mm;di为被包容件内径,mm;γ为泊松比。
表1中参数根据被压装轴承和壳体图纸得出,将各参数代入以上公式,计算得轴承理论压装力为17 168 N,根据压装机选型经验,一般按照计算理论压装力的3~3.5倍选择压装机,故选择了6 t的电子伺服压机2152BNCFH用于变速器输出轴后轴承的压装。
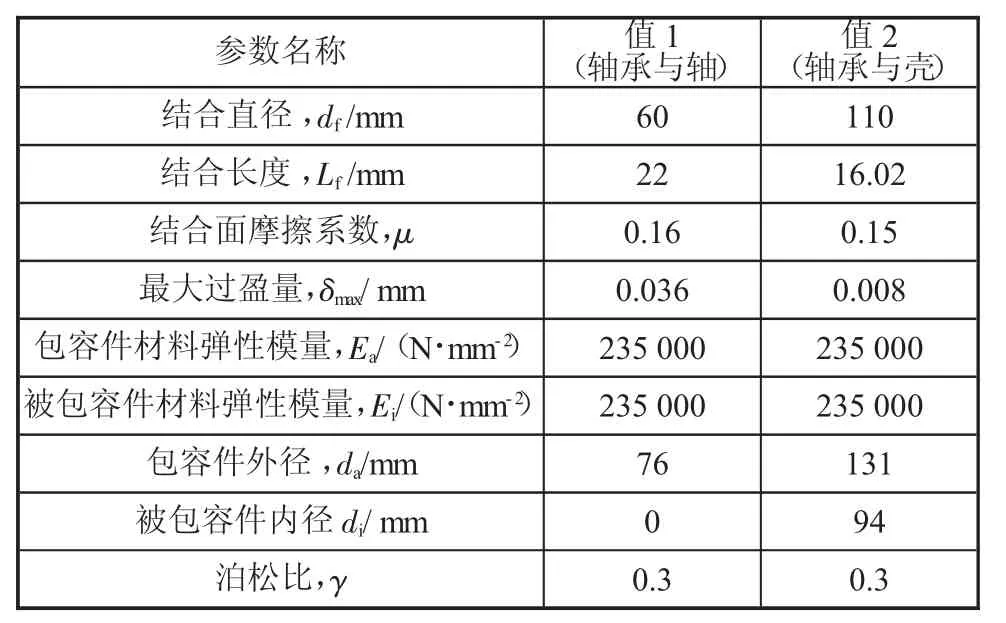
表1 轴承理论压装力计算参数表
2 电子伺服压机压装轴承的机械结构
为了实现电子伺服压机的自动压装和提高单台电子伺服压机的利用率,在压装轴承时采用下页图1所示机械结构。电子伺服压机将力施加于端盖1上表面,压头5作用于被压装轴承上端面,在轴承受力过程中,弹簧7处于压缩状态,提前设置电子伺服压机压力或位移,当压力或位移到达设定值时,电子伺服压机压头自动返回原始位置,同时,压头5在弹簧力的作用下复位,完成一次轴承压装。
图1所示机械结构由端盖1、心轴2、轴承座3、圆柱销4、压头5、螺栓6、弹簧7、卡簧8、线轴承9组成;承座3上有螺纹孔,通过螺栓固定在设备的一个平板上,承座3与平板相对静止;另外,轴承座3内孔中设有卡簧槽;线轴承9安装在轴承座3内孔中,卡簧8安装在轴承座3内孔卡簧槽中;心轴2穿过线轴承9、轴承座3,弹簧7;心轴2一端端面设有螺纹孔,另一端为设有L形槽结构;端盖1用螺栓6固定在心轴2一端;压头5与心轴2通过圆柱销4连接,压头5可根据压装轴承的不同进行更换。
3 压装质量的评估
电子伺服压机在压装轴承时可自动生成压力位移曲线,通过给曲线设置合适的评估窗口,以达到对压装质量的评估和控制。
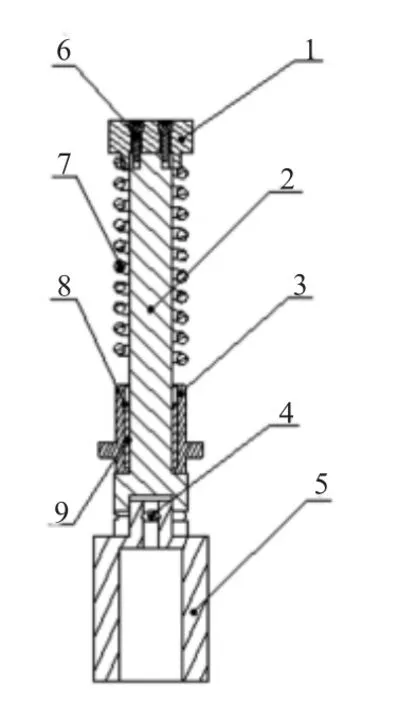
图1 电子伺服压机压装轴承的机械结构
3.1 质量评估设置过程
第一,需要在压装过程中捕捉一定数量的压力位移曲线;第二,根据实际工况和电子伺服压机本身提供的评估窗口类型,选择合适的评估窗口;第三,配置压力位移曲线穿入和穿出评估窗口的方向;第四,确定压力位移曲线和评估窗口的参考点;第五,对上述步骤设置内容进行验证、调整。
3.2 轴承压装过程中压力位移曲线的参考点及评估窗口选择
电子伺服压机设备本身对压力位移曲线的参考点有三种不同的类型:“绝对值”、“Y触发”和“最终位置”。首先,先将曲线参考点设置为“绝对值”,可能是由于采用了图1所示的机械结构和被压装工件的位置差异,使得捕捉的一簇曲线较离散。这样,使得一些压装合格的工件被评估为不合格。把曲线参考点由“绝对值”改为“Y触发”,并设置了一个Y=10 N的阀值后,被评估曲线的再现性较好,使得评估结果更加精确。
电子伺服压机设备本身提供了不同类型的压装质量评估窗口,其中常用的有:测量曲线不得穿过包络线上线和下线Type ENVELOPE、不可穿过该线Type ON-PASS、必须穿过该线Type LINE-Y(X)、按照规定的位置进入和退出Type UNIT-BOX、评估标准为特殊的框中进点和退点之间的时间Type TIME、评估标准为特殊的框中进点和退点之间的速度Type SPEED等。根据实际工况,通过一些测量方法,挑选了5套过盈量和粗糙度较大的零件以及5套过盈量和粗糙度较小的零件进行压装,捕捉了压装过程的曲线,对曲线设置了Type ENVELOPE评估窗口。另外,又设置了一个Type UNIT-BOX质量评估窗口,并将窗口设置在压力位移曲线拐点处,规定了曲线的进入方向为窗口左边,曲线的穿出方向为窗口上边。最后,使用设置好的电子伺服压机进行了多次压装试验,所得的压力位移曲线均在设置的预期范围内,验证了评估窗口ENVELOPE、Type UNIT-BOX。
4 结论
电子伺服压机在轴承压装方面的运用,实现了实时监测、即时控制装配全过程的目的。即时采集数据并显示压力位移曲线图、全自动分辨压装结果的0K/NG。与传统液压机相比,无油污,工作环境清洁,维护起来也相对方便。与传统气动压机相比,工作噪音小,压装过程稳定。另外,电子伺服压机可满足多种工艺需求,可自行定制、存储、调用多套压装程序。压装作业数据结果能够按照时间顺序被储存在计算机里,定期对这些数据进行统计分析,对相关零部件的质量可起到一个反向控制作用。
