基于G代码的绗缝机断线断电恢复的研究
2020-04-10杨九铜梅宇亮王昱晨周任杰朱志松
杨九铜 梅宇亮 王昱晨 周任杰 朱志松


摘要:针对现有的绗缝机断线断电后恢复加工产生的位置偏移、重复走线等问题,提出一种关于绗缝机断线断电后恢复加工的方法,提供自动与手动两种恢复方式。绗缝机发生断线断电时,机头自动移动到机械原点位置。自动方式下,上位机根据下位机反馈的断线断电位置,判断断点位置所处绗缝类型,根据绗缝类型的不同改写G代码,从断点处插入改写的G代码继续加工;手动方式由操作者选择轨迹,截取从选定轨迹处绗缝花型文件,生成新G代码恢复加工。
关键词:绗缝机;G代码;花型;断线断电恢复
中图分类号:TG659文献标志码:A文章编号:1009-265X(2020)01-0089-05Research on Processing Resuming After Thread Breakage or
Power Outage of Quilting Machine Based on G Code
YANG Jiutong, MEI Yuliang, WANG Yuchen, ZHOU Renjie, ZHU Zhisong
Abstract:In response to the problems of position deviation and repeated routing while resuming processing after thread breakage or power outage of the existing quilting machine, a method for resuming processing of quilting machine after thread breakage or power outage is proposed, which provides automatic mode and manual mode. In the case of thread breakage or power outage, the headpiece automatically moves to the original point of the mechanical coordinate. In automatic mode, the master computer judges the type of quilting trajectory where the breakpoint is located according to the feedback from the slave computer, G code will be rewritten according to the type of quilting trajectory, and the rewritten G code will be inserted into the breakpoint to continue processing. In manual mode, the system program will capture the file on quilting pattern from the manually selected trajectory and generate new G code to resume processing.
Key words:quilting machine; G code; pattern; processing resuming after thread breakage or power outage
絎缝机是用于缝制床垫、床罩上线性图案的纺织机械,在绗缝过程中,计算机控制针架与布料之间的相对运动,缝制出各种预先设计的图案[1]。绗缝机在加工时会发生意外断电或针梭不同步导致断线的情况,在现有机器上操作者需要立刻暂停生产,通过手动操作绗缝机头回到断线断电位置,与真实断点存在位置误差,在恢复加工后会导致花型变形,影响图案美观。同时,由于G代码中圆弧代码的圆心增量值已发生变化,因此断点若在圆弧上,则无法使用原G代码继续加工。因此亟需开发一种新的方法来解决这种问题。
本文提出了一种基于倍福系统[2]和G代码的绗缝机断线断电后恢复加工的方法,提供自动和手动加工两种方式:a)自动方式下可从当前断线断电处恢复,根据断线断电处绗缝轨迹不同和下位机保存的断点坐标,上位机插入改写的G代码以恢复加工;b)手动方式下,由操作者在上位机图形界面上选定轨迹,生成从指定轨迹起始的新G代码,并发送到下位机继续加工。断线情况下使用手动方式,可加固断线前已完成的部分绗缝。通过对G代码的重新编辑和定位恢复断线断电后的继续加工,提升工作效率。
1绗缝花型文件介绍
上位机根据设计者设计的床垫、床罩上缝制的图案形成花型文件,文件中每一行代表一段花型轨迹,每段轨迹具有固定格式,如图1所示。第一位代表线段类型:0代表直线,1代表圆弧,2代表虚线;第二位、第三位代表起点的X、Y坐标值,第四位、第五位代表终点的X、Y坐标值;若线段类型为圆弧,则第六位、第七位分别代表圆弧起点相对于圆心X、Y的坐标增量,第八位代表圆弧旋向,0代表顺时针,1代表逆时针;若线段类型为直线,则第六、七、八位均为0;第九位代表绗缝机加工速度。图1花型文件格式
使用Python语言编程,将线段类型作为标记位以区分直线、圆弧、虚线[3],根据每段花型不同位代表的不同格式特征,通过识别不同标记位生成G代码文件。若线段类型为直线,根据起点与终点X、Y坐标值,绘制直线元素item,添加到图形视图框架Qgraphicsview中;若线段类型为圆弧,根据起点与终点坐标值、圆弧起点相对于圆心X、Y坐标值以及旋向,使用QT中span方法绘制圆弧元素item并添加到视图框架中。花型图案如图2所示。
2断线断电方案设计
2.1断线断电恢复原理
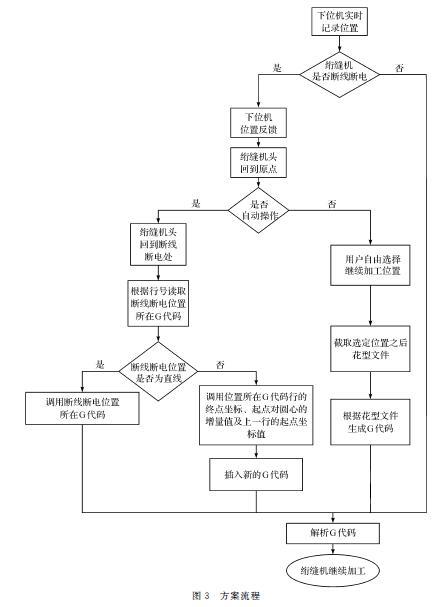
当断线断电等意外发生时,绗缝机下位机保存现场,上位机控制系统自动读取保存的断点处的位置坐标、G代码行号等数据,同时控制绗缝机头回到机械坐标原点,并提供手动与自动两种恢复加工方式。操作者选择自动恢复加工方式时,上位机生成回断点的G代码指令,此时根据当前加工轨迹不同操作有异,直线指令包含终点坐标,圆弧指令仅包含终点与圆心相对于起点增量值坐标,若为直线则调用原G代码;若为圆弧,则需要计算圆弧相对于断点位置的坐标增量值,生成当前圆弧的G代码,同时合并原G代码,恢复绗缝机加工。操作者选择手动方式恢复加工时,由于每一段轨迹均对应花型文件中的一行代码且在图形视图框架Qgraphicsview上顺序生成图形,可由当前选定轨迹所处层次查找花型文件对应行号,截取并保留选定轨迹之后的花型文件,重新生成G代码,恢复绗缝机加工。绗缝机断线断电恢复加工方案如流程图3所示。
2.2恢复加工
2.2.1位置反馈
绗缝机加工时,下位机将当前机头位置相对于机械坐标原点的X,Y坐标和当前加工线段所在G图3方案流程
代码行号实时保存在倍福寄存器中。若发生断线断电,上位机读取保存的断点位置与行号并获得位置反馈。读取断点处的行号方法如下。
line_number=plc.read_by_name(′.ADI_linenumber′,pyads.PLCTYPE_UINT)
上、下位机间采用ADS通讯[4],导入ADS的Python封装库pyads[5],调用plc.read_by_name()函数,通过读取寄存器变量名方式获得寄存器内容。其中,.ADI_linenumber代表行号寄存器的变量名;pyads.PLCTYPE_UINT代表行號寄存器中存放的整型数据。
2.2.2返回原点
发生断电断线状况后,上电后发送G代码“G00 X0 Y0”到下位机,机头快速返回原点,系统根据中止加工的类型[6],若为断线,则操作者在原点位置重新穿线。
2.2.3选择恢复加工方式
当绗缝机机头回到原点后,上位机提示操作者根据实际需求选择恢复加工方式。
a)若从断点处继续加工,则采用自动方式加工,判断是否改写G代码,插入从断点处继续的G代码;
b)若自行选择继续加工位置,则采用手动方式加工,生成从操作者选择加工位置继续的G代码。
2.2.4自动恢复生产
操作者选择自动方式,绗缝机将从断点处恢复加工。上位机读取下位机保存的断点坐标x1,y1,发送G代码指令“G00 Xx1 Yy1”到下位机,绗缝机头移动到G代码指令中保存的断点位置。
上位机读取断点位置G代码所在行号line_number,若断点所在轨迹为直线,直线G代码中已存在直线终点坐标,无相对坐标的影响,因此无需改写G代码。在G代码起始位置插入跳转语句,将line_number行及之后G代码发送至下位机,下位机收到指令后继续完成花型文件的加工;若断点所在轨迹为圆弧,圆弧G代码中的I,J表示圆心坐标相对于圆弧起点增量值[7],此时圆弧起点发生变化,相对于圆心增量值也发生变化,如图4所示。若从断点处继续,此圆弧G代码中圆心坐标的增量值发生变化,因此需要将断点处作为圆弧新起点,重新计算圆弧圆心相对于新起点的坐标,改写圆弧G代码[8]。改写圆弧G代码如流程图5所示。
上位机读取断点处G代码行号,调用断线断电前的圆弧G代码获得圆弧起点坐标lastX,lastY,圆心相对于起点坐标增量值oldI,oldJ,计算出断点处圆弧圆心相对于新起点的newI,newJ坐标,生成新圆弧G代码“G02 Xx2 Yy2 InewI JnewJ”,系统插入该代码并发送至下位机,绗缝机恢复加工。生成新G代码方法如下。
realseq=int((line_number-10)/10)
newI=float(oldI+lastX-(xshutdown))
newJ=float(oldJ+lastY-(yshutdown))
newline=″.join([gcode[realseq].split(″)[0][0:],x3,y3,′I′+str(newI),′J′+str(newJ),gcode[realseq].split(″)[6][0:])
gcode.insert(0,′N1′+′G00X′+str(xshutdown)+′Y′+str(yshutdown))
根据断点处上一行行号realseq,split()函数截取字符判断断线处轨迹类型。其中,G02代表顺时针圆弧,G03代表逆时针圆弧[9],x3,y3为原圆弧终点坐标值。获取断线断电前G代码圆心相对于圆弧起点增量oldI,oldJ,以及圆弧起点坐标lastX,lastY,计算新的圆弧起点相对于圆心的增量newI,newJ。join()函数连接字符串,生成新圆弧G代码替换断线断电前G代码中相应位置,在G代码列表gcode起始位置插入快速移动到断点处G代码,其中,xshutdown,yshutdown为断点坐标。
2.2.5手动恢复生产
操作者选择花型中某一轨迹加工,如图6所示,系统返回当前轨迹在图形容器中的层次序号,定位到花型文件中,作为起始花型轨迹,重新生成G代码。
1—虚线框表示从此处往后加工
选择图形上的轨迹元素,触发mousePressEvent事件获得当前元素,为确保选中单一轨迹,清空场景scene中的原有选择,同时设置当前轨迹为选中状态,方法如下。
def mousePressEvent(self, Event):
self.scene.clearSelection()
items=self.scene.items()
self.setSelected(True)
操作者选定轨迹后,轨迹序号sn,当前轨迹元素curitem传递给槽函数press_slot。获取选定轨迹序号方法如下。
def press_slot(self, sn, curitem):
item_selected=len_items-sn
gcode=gcode[item_selected:]
其中,len_items为当前花型中所有元素个数,item_selected为选定轨迹在花型文件中的序号,由于每行花型代码对应一行G代码,因此可作为当前位置,截取G代码。
上位机根据返回的当前轨迹序号,调用split()函数获取选择轨迹处G代码X轴坐标x4、Y轴坐标y4,insert()函数在G代码列表gcode起始位置插入“G00 Xx4 Yy4”,将绗缝机头定位到操作者所选轨迹起点处。更新G代码方法如下。
x4=float(gcode[item_selected-1].split('')[2][1:])
y4=float(gcode[item_selected-1].split('')[3][1:])
gcode.insert(0,′N1′+′G00 X′+str(x4)+′Y′+str(y4))
该方式可实现指定加工功能,允许操作者自由选择花型图中任意位置作为加工起点。
3结语
本文介绍了绗缝机加工花型、绗缝机加工工况,以及基于G代码的绗缝机对断线断电等意外突发状况的两种处理方式。自动恢复方式操作简单,从断点处自动恢复加工,省去了现有设备中需要人工校准等繁琐的操作步骤,提高了绗缝的准确性和工作效率;手动恢复方式可指定任意线段或圆弧作为恢复绗缝加工的起点,灵活性和实用性较强。
参考文献:
[1] 赵福英.电脑绗缝机控制系统的研究[D].苏州:苏州大学,2018.
[2] 德国倍福自动化有限公司.倍福TwinCAT实现高效的机械工程和高性能玻璃加工[J].智慧工厂,2016(10):53-54.
[3] 周春林,张燕鹏,黄智全,等.基于Android的DXF文件解析以及数控代码的生成[J].电子世界,2018(11):35-36.
[4] 林经开.基于ADS通讯的地毯簇绒机上位机软件设计[D].上海:东华大学,2017.
[5] STEFAN L. Pyadspython package[DB/OL]. [2019-2-19].https://pypi.org/project/pyads/.
[6] 谢一首,华鑫炎,李庆,等.基于视觉的经编机纺纱断线检测技术研究[J].科技创新与应用,2017(8):31-32.
[7] 徐佰温,唐伟.PythagoreanHodograph曲线插补及其G代码编程的实现[J].组合机床与自动化加工技术,2017(1):102-104,108.
[8] 张永林.数控铣床钻孔不同G代码的应用[J].现代制造技术与装备,2017(8):52-54.
[9] 王卉,张彤.G代码B类宏程序在数控切割参数化图形库中的应用[J].焊接,2015(9):56-58.
收稿日期:2019-01-29网络出版日期:2019-06-13
基金项目:江苏高校优势学科建设工程资助项目(苏财教〔2018〕192号);江苏省高等学校大学生创新创业训练计划(201810304070Y)
作者簡介:杨九铜(1998-),男,江苏海安人,2016级机械设计制造及其自动化专业本科生。
通信作者:朱志松,Email:zhu.zhs@ntu.edu.cn
