含钼过共晶高铬铸铁渣浆泵实用性分析
2020-04-08
(石家庄工业泵厂有限公司,河北石家庄 050100)
关键字:过共晶高铬铸铁;渣浆泵;耐磨性;冲蚀磨损
渣浆泵主要用于抽送固体颗粒和液体混合物,广泛应用于冶金、矿山、电力、化工、煤炭等行业。在使用中,渣浆泵是最重要的输送设备,在输送过程中,由于浆液中固体的磨损以及液体的冲刷共同作用,使得蜗壳、叶轮等过流部件的磨蚀非常明显,是这些行业生产中大量消耗的易损件,零件的拆检更换不仅需要消耗人力、物力,还影响了设备固有生产能力,直接制约了企业的总体效益。因此,如何提高渣浆泵使用寿命,增加渣浆泵材料耐磨性成为行业发展的迫切需求。渣浆泵常用的材料高铬铸铁自上世纪60 年代开始发展,至今已经有半个世纪的历程,是目前世界上公认的最优秀的耐磨损金属材料,其良好的耐磨性主要由于M7C3型共晶碳化物及韧性相对较好基体的配合,目前研究和使用比较多的是亚共晶和共晶高铬铸铁。过共晶高铬铸铁含碳量和含铬量较高,含碳量一般大于3.5%,组织中碳化物的体积分数较高,表现出来的硬度和耐磨性也较高,但是过共晶高铬铸铁在铸造凝固过程中会形成粗大的初生碳化物,这类碳化物往往对基体产生割裂作用,使材料的韧性大幅下降,在铸造过程中易产生裂纹、缺陷等问题,因而很少应用于工业生产中[1]。
本文设计了一种含钼过共晶高铬铸铁(G1),不仅具有优异的耐磨性,而且通过铸造和热处理过程的控制,能够有效降低废品率,可以应用于渣浆泵零件批量生产制造,满足了高磨损工况的使用。
1 主要成分
高铬铸铁最主要元素是碳和铬,铬与碳形成较为复杂的碳化物,这些碳化物硬度非常高,作为耐磨相存在于基体金属中,显著提高了金属的耐磨性,过共晶铸铁中,碳铬含量都很高,因此组织中碳化物数量也十分庞大,控制碳化物的形态和分布是决定共晶高铬铸铁性能的关键。对于渣浆泵零件来说,除了耐磨性要求外,必须要保证泵在承压情况下正常运行,这对材料的力学性能要求也是不可避免的。为了兼顾耐磨性和一定的力学性能,本文对于渣浆泵过共晶高铬铸铁成分进行了设计:铬质量分数在30%以上,铬碳比约为7.5;为了防止过共晶碳化物过大,增加了锰含量;为细化原始铸态组织并进一步提高材料淬透性,加入了大量碳化物形成元素钼;为提高材料抗撕裂能力,加入了镍。具体成分如表1 所示。

表1 过共晶高铬铸铁G1 主要成分范围(质量分数,%)
2 主要工艺过程
2.1 铸造工艺
渣浆泵零件通常形状复杂,接触浆液的主要零件有叶轮、蜗壳、前后护板等,如图1 所示。除了护板相对简单外,叶轮和蜗壳均比较复杂,零件各部位壁厚不均匀,在铸造过程易产生应力集中,进而出现开裂。

图1 渣浆泵主要过流部件示意图
零件采用呋喃树脂砂造型试制,具有结合强度、零件表面光洁度和尺寸精度高以及溃散性好的特点,同时呋喃树脂发气量较其他有机黏结剂低、热稳定性好、透气性好,能够有效减少铸件的夹砂、粘砂、气孔、缩孔、裂纹等铸造缺陷,从而降低废品率。除此外,过共晶高铬铸铁收缩率大,凝固过程产生的铸造应力也较大,因此为了降低砂型铸件收缩过程中产生的阻碍,需要控制树脂的加入量,同时要求砂型具有良好的透气性和溃散性,原砂粒径采用40~100 目,主要为70 目。
以叶轮为例,叶轮是渣浆泵中形状最复杂的零件,典型结构包括轴端、上下盖板以及中间均匀分布的几枚扭曲叶片,轴端和盖板、叶片和盖板过渡部位由于壁厚差异属于应力集中区域,易产生缺陷或开裂,对于此类壁厚不均的部位需要使用冷铁或采用铬矿砂来控制整体冷却速度。叶轮铸造工艺如图2 所示,采用上下两箱,叶轮横置,轴端部位在下的形式,中间放置砂芯,浇注系统采用顶端浇注,盖板上冒口,一侧开浇口和浇道。高铬铸铁易形成氧化物杂质,并且对承压受力零件影响较大,需设置底窝和挡渣板,浇口设置过滤网,阻止夹杂物进入铸件。

图2 过共晶高铬铸铁叶轮铸造工艺示意图
2.2 熔炼和浇注
采用中频炉熔炼,中性炉衬,为降低合金元素烧损,熔化过程中需进行测温,温度控制在1 530 ℃~1 560 ℃.为了防止初生碳化物过大,需加入一定量变质剂进行变质处理。
2.3 铸后处理
为了防止过共晶高铬铸铁冷却过快引起开裂,因此铸件开箱时间不能过短。为了避免大型零件在砂箱内冷却过程中收缩受阻,应提前对砂箱进行疏松。而且由于渣浆泵的零件形状不规则,铸后内应力较大,需要进行一定的去应力处理。
3 性能和组织分析
与传统共晶高铬铸铁相比,过共晶高铬铸铁碳、铬含量高,铸态组织中具有相当数量的碳化物,虽然通过退火处理可以消除一部分碳化物,但由于碳化物比例大,难以完全溶于奥氏体中,因此过共晶高铬铸铁无论铸态还是退火态硬度通常比较高,尤其需要钻孔和攻丝的部位,难以加工,这对于渣浆泵零件来说无疑会增加生产的加工费用和生产周期,因此过共晶高铬铸铁应尽可能降低加工量,对于钻孔、攻丝部位需要提前设置预埋件。过共晶高铬铸铁材料的主要性能如表2 所示。

表2 过共晶高铬铸铁材料性能数据
G1 材料含有较高的钼,其中约50%与碳结合形成碳化物,在铸造凝固过程中,这批初生碳化物(以Mo2C 为主)会成为形核中心,加速铁液的形核速度,并阻碍晶粒的长大,达到细化晶粒的作用;还有一部分钼会溶于铬、碳化合物中,替代一部分铬,改善铬碳化合物的硬度和强度;剩余部分会溶于奥氏体或其转变产物中[2]。通过钼的加入和炉前的变质处理,使G1 材料在铸态下得到大量孤立存在碳化物,消除了原来过共晶高铬铸铁材料碳化物成片连网存在的现象,改善对基体组织的割裂,提高了材料的力学性能。其金相组织如图3 所示。

图3 G1 材料金相组织(去应力退火)
在保证力学性能基础上,耐磨蚀性是决定渣浆泵使用寿命的最重要因素,耐磨试验使用传统BTMCr26 与G1 材料进行对比试验,试样尺寸为1 8 mm×18 mm×38 mm,采用自制冲蚀磨损实验机(如图4)模拟渣浆泵实际运行过程,介质为60 目石英砂与水的中性混合浆液,质量比1:1,转速1 024 r/min,磨损时间5 h.试验结果如表3 所示。
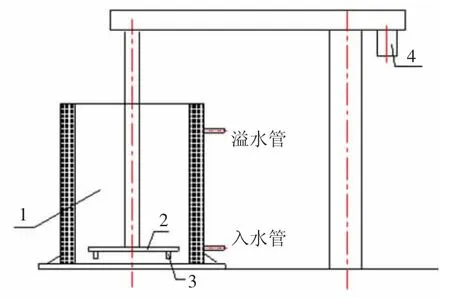
图4 自制冲蚀磨损试验机示意图
从表3 可以看出,过共晶高铬铸铁G1 与传统BTMCr26 材料相比,耐冲蚀磨损性能有非常大的提高,分析与G1 中存在大量碳化物有直接关系。在实际应用中,G1 材料使用寿命相对传统BTMCr26 材料具有明显优势,在承德某铁矿选矿厂,同泵位250 mm 出口口径渣浆泵使用寿命为普通高铬铸铁材料寿命的1.4~1.6 倍;在内蒙古某选煤厂重介选煤工况,同泵位300 mm 出口口径渣浆泵使用寿命可达到1.5 倍。

表3 相对磨损试验(5 h)
4 成 本
材料的性能虽然决定了其使用性能,但成本仍是材料是否适合工业生产推广的决定要素,过共晶高铬铸铁与传统高铬铸铁泵零件成本差异主要取决于成品率、原材料成本、加工费用,如表4 所示。

表4 成本差异分析表
除此之外,相比共晶和亚共晶高铬铸铁,过共晶高铬铸铁抗弯强度和冲击韧性均较低,在渣浆泵设计中,由于部分蜗壳类零件承受高压,因此还需要考虑强度能否满足使用要求,设计壁厚需要重新核算,这些也增加了过共晶高铬铸铁的生产成本。
5 结束语
近年国内实施矿产资源精细化、节约化开采,为降低采矿环节中造成的资源浪费,低品位恶劣的磨损工况越来越多,对设备耐用性的要求越来越高,原有的高铬铸铁已经难以满足现场恶劣使用要求。本文设计的过共晶高铬铸铁G1 具有较高耐磨性,应用于恶劣工况下能够显著提高渣浆泵使用寿命。通过添加约3%质量分数的钼元素和采用一定量变质剂处理,同时严格控制铸造过程,克服了通常过共晶铸铁材料性能缺点,提高了材料的成品率,成功应用于渣浆泵零件的批量生产,在现场取得了良好的使用效果。
