焦化厂挥发性有机物治理技术应用
2020-03-30张惊宇
孙 乐,张惊宇,王 瑾
(1.内蒙古环保投资集团有限公司,内蒙古 呼和浩特 010000;2.内蒙古生态环境科学研究院有限公司,内蒙古 呼和浩特 010000)
内蒙古自治区工业经济结构以能源、重化工业为主,单位产值资源环境消耗水平较高,大气污染防治压力较大,发展的要求与国家确定自治区各项大气污染物减排指标的矛盾越来越突出,在消化增量的同时需要继续削减存量,任务更加艰巨,造成自治区大气环境污染问题却日益突出,特别是以沙尘、煤烟型污染和光化学烟雾为代表的复合型大气污染是我区所面临的重要环境问题之一。
越来越多的研究表明[1,2],VOCs(挥发性有机化合物)作为PM2.5的先导因子之一,在阳光照射下,NOx和大气中的VOCs发生光化学反应,生成臭氧、过氧乙酰硝酸酯(PAN)、醛类等光化学烟雾,造成二次污染,同时与颗粒物形成二次有机颗粒物,不但危害人体健康,也是雾霾的重要成因之一,要控制PM2.5浓度,就必须加强对VOCs的监测与治理[3,4]。
虽然相关监管单位制定了石化行业挥发性有机物污染治理实施方案—VOCs 排放源清单及治理目标,也提出通过开展挥发性有机物综合治理,特别以焦化行业挥发性有机物(VOCs)、尤其是对有毒有害物质苯并芘(强致癌物)特征污染物等治理为重点,加强焦化行业VOCs废气排放监管,完善污染防治技术管理体系,加强监测监控。但根据对国内焦化厂典型VOCs末端治理案例的调研和分析发现,实际运行案例存在VOCs污染物的物相转移、产生二次污染、环保设施不具备实际运行操作性且存在安全爆炸隐患等诸多问题[5,6]。据统计,内蒙古在建及已建成的捣固焦产能约4200万t/a,主要集中在乌海市、鄂尔多斯市、阿拉善盟、包头等地区。本研究进行内蒙古地区焦化行业挥发性有机物(VOCs)减排技术研究及技术应用,对于加快焦化行业先进污染防治技术示范、应用和推广以及对内蒙古地区挥发性有机物的减排都具有重大意义。
为此,本研究采用内蒙古环保投资集团有限公司自主研发的深冷微负压循环净化装置开展VOCs无组织排放治理。根据有机物组分的熔点和沸点的差异,采用不同的冷凝控制参数和制冷组件,研究了深冷微负压循环净化装置对焦化厂化产工段机械刮渣槽排气筒等部位的挥发性有机物中非甲烷总烃、苯、苯并[a]芘、酚类化合物以及氨、硫化氢等无机物排放浓度的影响,在此基础上进行了对比分析。装置集成微负压循环净化装置和压力平衡装置,使有机组分液化,实现回用至各自的主体生产装置物料流程系统,保持治理设备与主体设备压力平衡并实现VOCs近零排放。
1 挥发性有机物排污环节及组分分析
1.1 挥发性有机物排污环节
焦化厂区VOCs产生主要来源于化产工段和储罐区,化产工段VOCs产生主要来源于冷鼓电捕工段和洗脱苯工段涉及的各类贮槽和下液槽的工艺放散管,各类贮槽和储罐工艺放散管有多处。需要强调的是,各个放散管的气量、温度、压力、组分都存在差异,而这些废气都需要采用集风管进行收集,再导入末端治理设施处理。为此,无论采用何种处理工艺,各个管路上的风量、压力平衡都需要慎重考虑,否则会造成某个点位憋压、偏流等,影响生产工艺稳定。
1.2 检测结果及组分分析
经检测,废气中含有二氟二氯甲烷、氯甲烷、1,1,2,2-四氟-1,2-二氯乙烷、氯乙烯、三氯氟甲烷、4-溴氟苯(替代物)、二硫化碳等物质,如果经过高温氧化处理,则处理后会生成相应的腐蚀性介质。此外,废气中含有多种硫化物、氯甲烷以及苯系物等,在高温作用下可能生成二噁英等次生污染物。各个散放口VOCs中各类物质占比如图1所示,由图1可知,多个放散口含有苯及苯系物,除了机械刮渣槽放散口排放的VOCs全部为其他废气之外,风机下液槽、冷鼓上段冷凝液槽以及电捕下液槽放散口也大部分为其他废气。
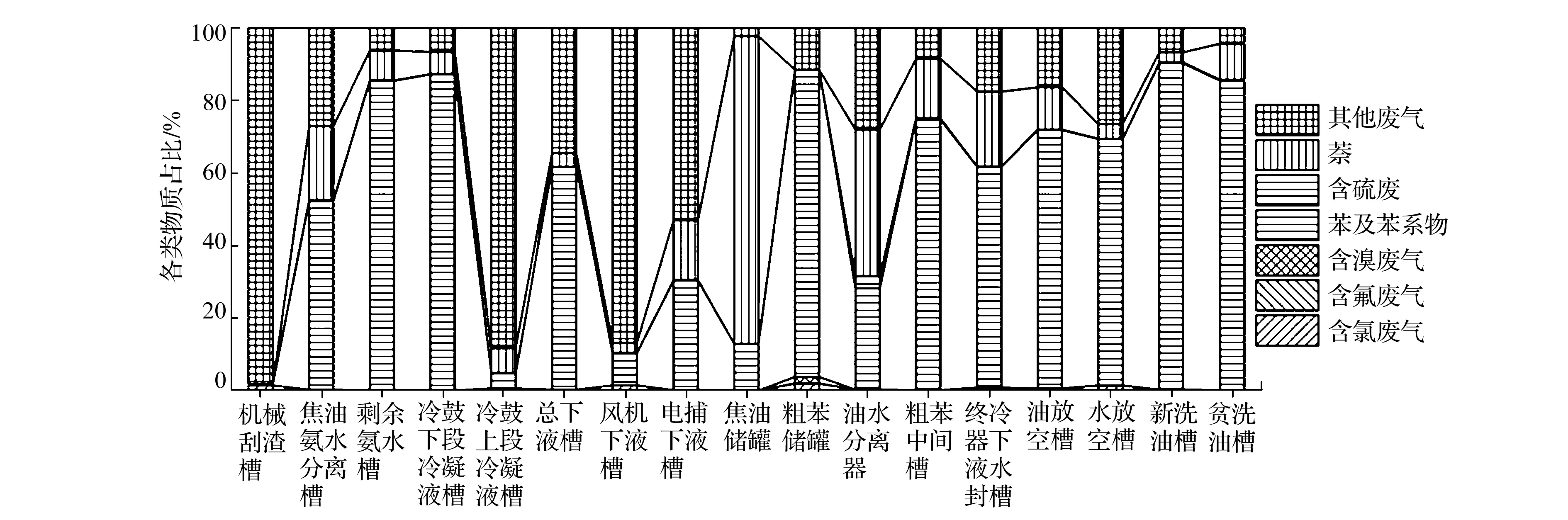
图1 各个散放口VOCs中各类物质占比
2 焦化行业VOCs治理运行案例调研
2.1 实际运行案例
2.1.1 A焦化企业负压回收设计方案
1)冷鼓部分:利用现有鼓风机焦炉煤气管道产生的负压吸收本区域的各点放散产生的挥发性有机物,各放散点在微负压状态下,挥发性有机物气体不再产生外逸。
2)将粗苯、硫铵、油库区域各点放散集中收集至管道送至洗油吸收塔,洗油吸收后的尾气通过冷凝液喷射器产生负压吸收到水洗塔,再进行水洗处理。吸收、洗涤后的气体输送至冷鼓尾气主管进入初冷器前的负压煤气管道与焦炉煤气一并由风机输送进入回收、净化工艺系统。
2.1.2 B焦化企业油洗-酸洗-碱洗-吸附设计方案
1)冷鼓、洗脱苯、脱硫硫铵区:采用“气液分离器+油洗塔+碱洗塔+酸洗塔+活性炭吸附”。
2)罐区:采用“油洗塔+活性炭吸附”。
2.1.3 C焦化企业焚烧处理设计方案
2.1.3.1 华东某公司设计方案
废气经过收集系统后,通过两级碱吸收塔,对组分中的含卤代烃化合物、酸性物质及水溶性物质进行先期处理,经过处理后的废气,进行气液分离,气体随后进入“油洗塔”,油洗塔采用现场原有的产品“2-甲基萘”作为洗油,将不溶于碱液的有机组分进行吸收处理,有机物通过高温焚烧形成CO2及H2O,为保证气体排放达标,在经过焚烧处理后的气体,再经过冷却和碱洗后,达标排放。
2.1.3.2 华北某公司设计方案
总体设计方案为“碱洗+水洗+油洗+燃烧工艺”。
1)碱洗工艺。废气经过收集系统后,通过碱吸收塔,对组分中的含卤代烃化合物、含硫化氢等酸性物质及水溶性物质进行先期处理,脱除废气中的主要酸性组分硫化氢。
2)水洗工艺。经过碱洗处理后的废气进入了水洗塔,脱除废气中的氨气以及在碱洗塔中未被完全吸收的水溶性物质。由于氨在水中的溶解度较大,酸洗后生产硫酸铵溶液较难处理,不建议采用酸洗工艺。采用硫酸作为吸收剂,对设备的材质要求较高。而采用水洗工艺后,氨气溶解在水中形成氨水,可以作为商品出售。因此水洗工艺不但可以降低设备投资,还可以带来一定的经济效益。
3)油洗工艺。水洗完成后,需要对剩余的废气进行气液分离,脱除废气中携带的酸、碱以及水等物质。避免在油洗阶段形成油包水现象,若废气中含有的酸碱等组分进入油品中,会影响回收油的品质。
4)焚烧工艺处理后的有机组分若满足环保要求,可以直接通过15m高烟囱排放;若无法满足环保要求,则需要进入后段的燃烧炉进行焚烧处理,有机物通过高温焚烧形成CO2及H2O,达标排放。
2.2 存在问题分析
2.2.1 A焦化企业负压回收设计方案
管路存在压力平衡和烟气互串问题,各个管路上的风量、压力平衡较难控制;回煤气管网含氧量的问题可能导致电捕焦油器的爆炸。自动化控制安装运行成本高、管理技术岗位水平要求极严格。
2.2.2 B焦化企业油洗-酸洗-碱洗-吸附设计方案
把油洗工艺放在第一段,虽然能除去大部分有机物,但是废气中含有的酸性物质对后段的设备和管道材质存在腐蚀,必须采用耐腐蚀材料,加大设备和管道的投资。
由于氨酸洗后生产硫酸铵溶液比较难于处理,并且采用硫酸作为吸收剂,对设备的材质要求较高。把酸洗工段放在第三段,酸洗后废气会携带硫酸进入到后段活性炭,活性炭罐需要采用耐酸材质,投资加大。携带的酸性物质进入到后段活性炭后,会影响活性炭的吸附效果。此外,产生的废水、废油及废活性炭(危废)仍需进一步处理,而且萘易结晶析出堵塞活性炭,导致活性炭吸容量降低。随着时间的延长,活性炭吸附饱和后,废气会穿透活性炭床层,达不到处理的目的。
2.2.3 C焦化企业焚烧处理设计方案
废气种类多、腐蚀性大,炉体、动设备等选材、设计难,成本大,且影响设备使用寿命;含有含氯、含氟、硫化氢和氨等,高温生成二次污染物酸性气体、SO2和NOx等;工艺废气来源有几十处,都需要采用集风管收集后导入焚烧系统,点位憋压、偏流等可能影响主生产工艺。
综上分析,以上各种方案治理存在萘结晶堵管、VOCs污染物的物相转移、产生二次污染、存在安全爆炸隐患等诸多问题,特别安全控制问题较突出,且如果设有终端排气筒,最终排放很难实现稳定达标排放。
3 技术方案
基于国内焦化行业VOCs治理运行案例以及VOCs治理目前主推焚烧法进行综合分析后,本研究拟采取“冷凝+精细分离+资源回收”技术方案。
3.1 主要设计思路
把生产过程中的VOCs气体导入设备底部进行一级初冷。收集冷凝液体,不凝气体自动进入二级中冷系统。收集二级中冷的冷凝液体,不凝气体自动升入三级深冷系统。
调节三级深冷温度,让现有VOCs挥发有机物,全部液化,并全部收集。在排气管线的顶部,还设计有超微压排空止回阀,当发生瞬间正压事故时,排空阀会瞬间排压,确保安全生产,当正常生产时,此阀会自动关闭,让低沸点的有机物得到彻底的液化,以确保在安全生产过程中无VOCs挥发有机物从排空口排出。
在排气口的最末端,设有微量挥发有机物检测器,随时检查排空口有无挥发有机气体排出。
分类收集的有机物,再进行进一步纯化分类,以得到高纯度的单体有机物,从而让污染环境的有机废物,再生成有用的有机单体,并创造出经济价值。
3.2 设计主要原理
根据其有机物组分的熔点和沸点的差异,分别采用不同的冷凝温度,使其液化,并各自收集不同的组分,得到含量较高的单体组分,当同一组分达到一定量的时候,再根据以上原理进一步纯化,反复几次,使其达到有机单体的质量标准,有机单体一般都会有较高的经济价值。冷凝及液相分离原理如图2所示。

图2 冷凝及液相分离原理图
4 VOCs治理前后实际效果对比
本次VOCs治理技术示范,选择机械刮渣槽监测对比作为典型污染源。治理前后外排VOCs中非甲烷总烃含量变化对比如图3所示,由图3可知,在治理前,机械刮渣槽排气筒处检测到的非甲烷总烃(NMHC)含量达到4083mg/m3,超过《炼焦化学工业污染物排放标准》(GB 16171—2012)中规定的80mg/m3将近50倍。
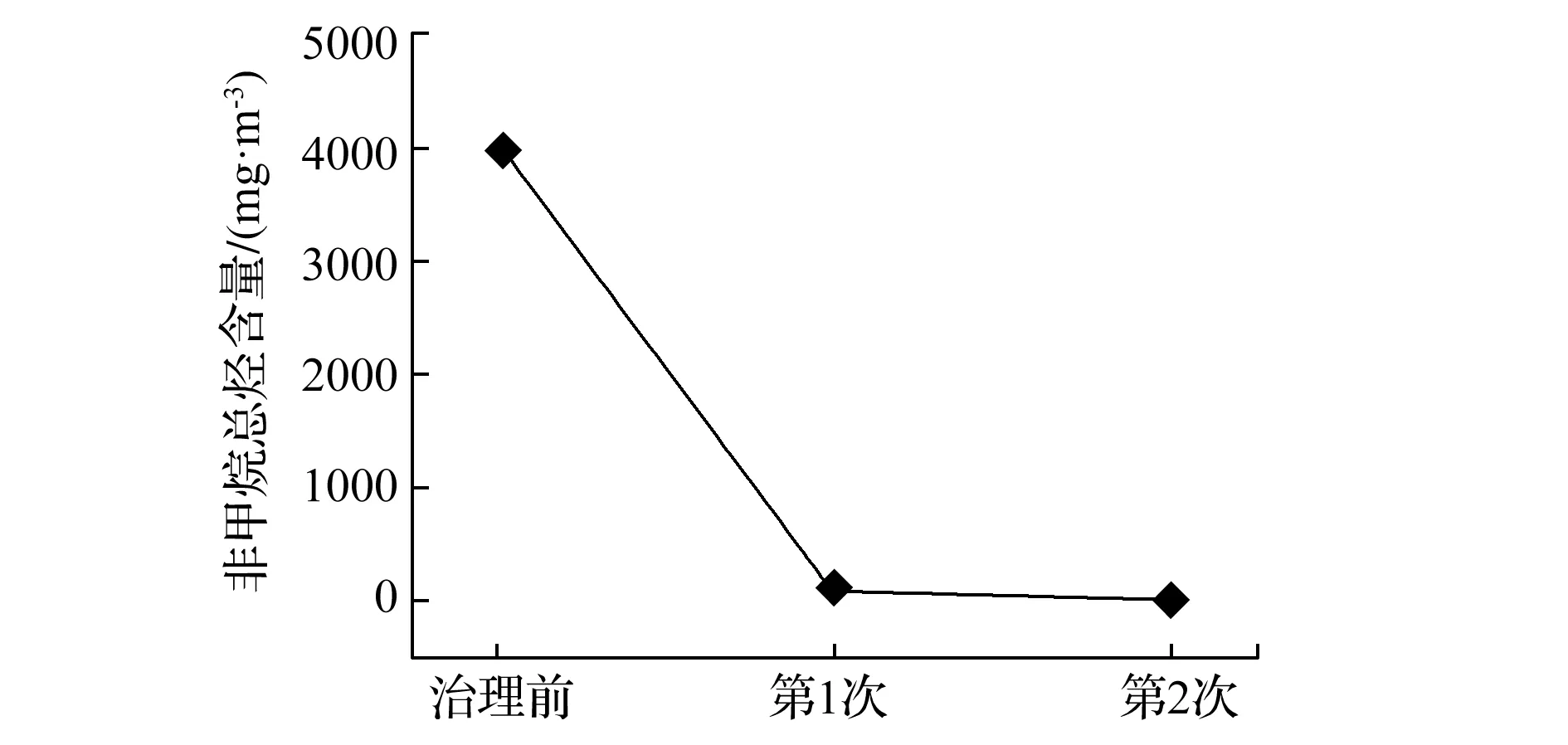
图3 治理前后外排VOCs中非甲烷总烃含量变化对比
大气中的NMHC超过一定浓度,除直接对人体健康有害外,在一定条件下经日光照射还能产生光化学烟雾,对环境和人类造成危害[7-9]。在采用循环逐级制冷物相转移后,第一次和第二次检测值分别为89.33mg/m3和4.73mg/m3,虽然第一次检测仍然超过标准限值,但也接近限值,随着循环制冷参数及特殊结构组件安装调节,非甲烷总烃能力物相转移能力加强,机械刮渣槽排气筒检测浓度进一步降低,达到4.73mg/m3,达到国家相应排放标准。
治理前后外排VOCs中苯含量变化对比如图4所示,由图4可知,在治理前,机械刮渣槽排气筒处检测到的苯含量达到56.5mg/m3,大大超过《炼焦化学工业污染物排放标准》(GB 16171—2012)以及《石油化学工业污染物排放标准》(GB 31571—2015)规定的各苯类贮槽放散气口排放限值6mg/m3和4mg/m3的标准。由于苯的挥发性大,暴露于空气中很容易扩散。人和动物吸入或皮肤接触大量苯进入体内,会引起急性和慢性苯中毒[10-12]。长期吸入会侵害人的神经系统,急性中毒会产生神经痉挛甚至昏迷、死亡。而经过循环逐级制冷治理后,经过两次检测,苯浓度分别为2.12mg/m3和0mg/m3。这说明采用循环逐级制冷处理VOCs中的苯,物相转移效果很好,使苯组分液化,实现回用至各自的主体生产装置物料流程系统,达到国家相应排放标准。
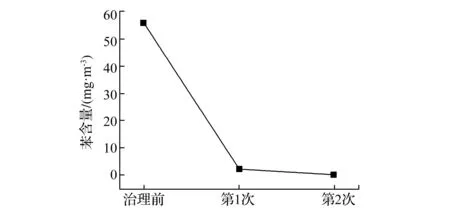
图4 治理前后外排VOCs中苯含量变化对比
治理前后外排VOCs中苯并[a]芘含量变化对比如图5所示,由图5可知,在治理前,排气筒处检测到苯并[a]芘含量达到112.84μg/m3,这大大超过了焦炉炉顶及企业边界大气污染物浓度限值25μg/m3的标准。苯并芘的存在对人体健康有着巨大的威胁,它是强致癌类物质的代表[13]。苯并芘是颗粒状有机化合物,沸点较高,其释放到大气中后,与空气微粒结合形成气溶胶,由呼吸道进入肺部,并经肺进入血液循环,导致发生肺癌和心血管病。因此,国家环保部门对焦化行业苯并[a]芘排放限值有严格要求。经过循环逐级制冷处理后,苯并[a]芘物相转移能力加强,实现苯并[a]芘回用至各自的主体生产装置物料流程系统中。第一次和第二次检测值分别为0.0205μg/m3和0.0055μg/m3,达到国家相应排放标准。

图5 治理前后外排VOCs中苯并[a]芘含量变化对比
治理前后外排VOCs中酚类化合物含量变化如图6所示,由图6可知,在治理前、后(第一次检测和第二次检测),机械刮渣槽排气筒处检测到的酚类化合物含量都很低,其中第二次检测到酚类化合物浓度为0.65mg/m3,虽然相比于第一次检测浓度高,但整体而言,酚类化合物浓度远远低于《炼焦化学工业污染物排放标准》(GB 16171—2012)中的80mg/m3的标准。

图6 治理前后外排VOCs中酚类化合物含量变化
治理前后外排VOCs中氨含量变化对比如图7所示,由图7可知,在治理前,机械刮渣槽排气筒处检测到氨含量为10822.9mg/m3,在经过初冷、中冷、深冷处理后,排气筒中检测到的氨含量分别为9.375mg/m3和0.12mg/m3,去除率达到99.9%。《炼焦化学工业污染物排放标准》(GB 16171—2012)规定冷鼓、电捕工段各类贮槽放散气中氨含量相应标准限值不高于30mg/m3,经过制冷处理后排放VOCs中氨含量远低于标准限值。这主要是由于废气中含有部分水溶性的废气,对该类废气的处理首先采用水喷淋吸收法,吸收去除绝大部分的可溶性臭气(如:氨气等)。这说明采用循环逐级制冷使非甲烷总烃、苯、苯并芘等有机化合物物相转移回收利用过程中,对于氨具有协同处理作用。
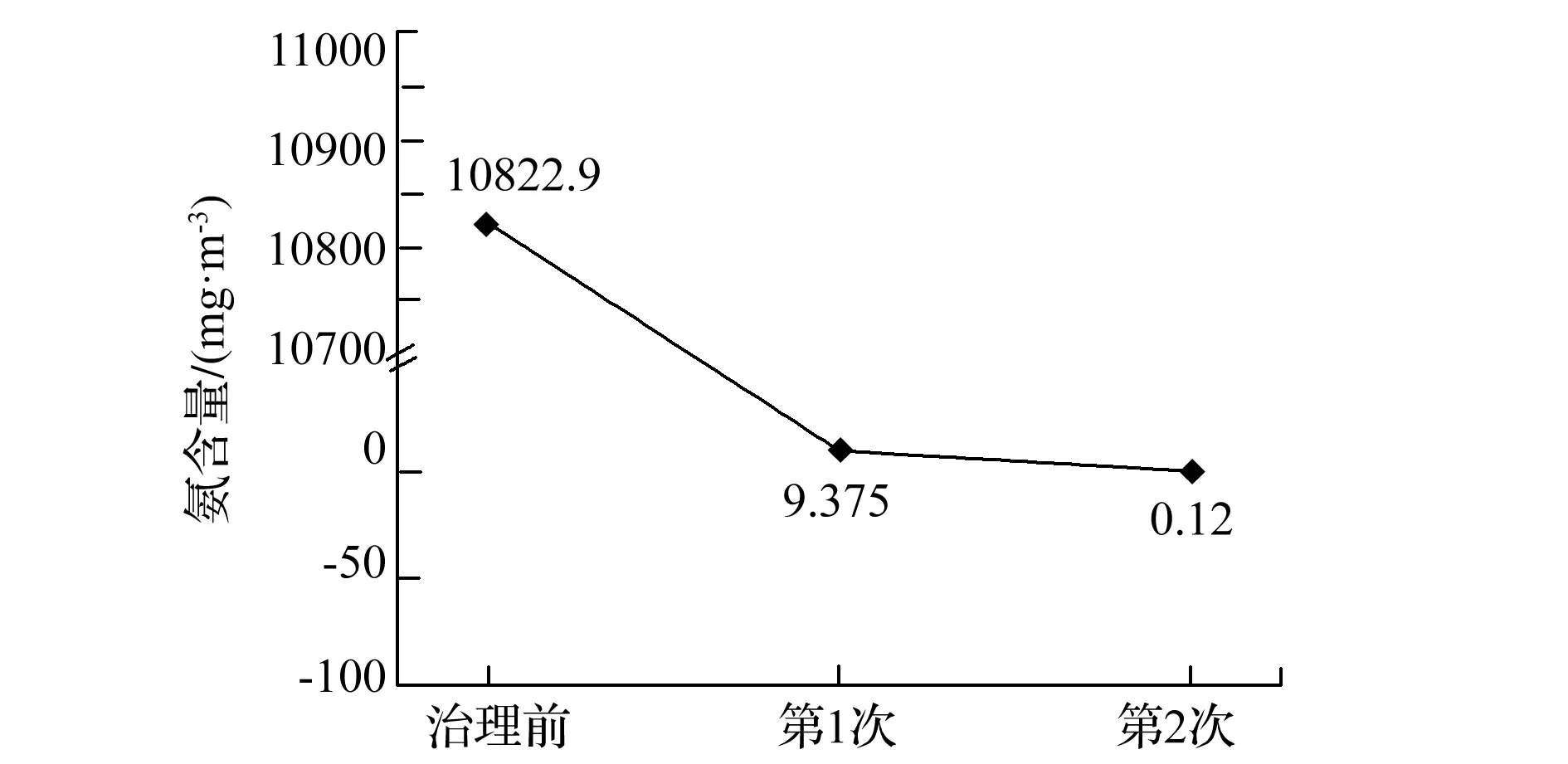
图7 治理前后外排VOCs中氨含量变化对比

图8 治理前后外排VOCs中硫化氢含量变化对比
治理前后外排VOCs中硫化氢含量变化对比如图8所示,由图8可知,在机械刮渣槽排气筒处采用循环逐级制冷技术对于降低硫化氢效果并不是十分显著,这主要是由于硫化氢属于无机化合物,沸点较低[14,15],实际上,《炼焦化学工业污染物排放标准》(GB 16171—2012)中规定;硫化氢含量标准限值不超过3mg/m3。因此,在后续VOCs治理技术开发过程中,需要对硫化氢处理再考虑新的方案,优化改进微负压循环净化,实现硫化氢循环冷凝以及密闭输送至主体生产装置物料流程系统最终进入煤气系统进行净化处理。
5 结 论
1)内蒙古某焦化厂挥发性有机物(VOCs)中含有高浓度苯、甲苯、二甲苯(邻、间、对)以及多种硫化物、氯化物、氟化物无机物等,成分非常复杂,常规处理工艺无法实现达标排放。
2)在不改变原有设备安全工艺的条件下,采用各自逐级分段冷凝和回收的方式,使VOCs中不同熔点和凝固点的组分,得到液化→收集→分离和再利用,因此相对于其他处理方式本技术最为节能。
3)通过对机械刮渣槽排气筒处示范逐级分段冷凝和回收VOCs中不同组分的技术表明,实现非甲烷总烃外排浓度小于10mg/m3,苯、苯并芘以及氨含量大幅度降低,达到国家相关排放标准,监测结果显示VOCs减排效率达到99%以上。
4)内蒙古环保投资集团有限公司自主研发的深冷微负压循环净化装置可有效回收VOCs中有效资源,实现回用至各自的主体生产装置物料流程系统。
