数控化改造在普通车床中的应用
2020-03-26
(亚洲富士电梯股份有限公司,湖南 邵阳422001)
0 引言
数控化改造集传统的加工制造技术、计算机控制、信息处理技术、传感监测技术、互联网络技术于一体的技术。将车床的进给箱、溜板箱、刀架、丝杆、尾座等拆除,然后安装横向、纵向滚珠丝杆副、数控系统、伺服驱动器、伺服电机、电动刀架、防护装置、电器控制箱等。本文以C6140普通车库进行数控化改造设计与选型来说明。方案考虑成本及能满足车床加工精度要求(车床改造的各项精度取决于原有车床的精度),选用交流伺服电机带动丝杠旋转,编码器反馈即时速度的的半闭环控制系统(反馈伺服电机尾端的脉冲数),用数控编制程序来控制车床主轴运转、刀架转位、刀具进给等加工回转件。
1 C 6140普通车床拆卸
1)C6140普通车床先要进行性能及精度检测,维修或大修恢复车床18项精度,保证数控化改造后达到车库设备原有精度。
2)保留需要使用的普通车库功能性部件,如主轴箱等。拆除不需要的车床进给箱、溜板箱、刀架、横纵向丝杆副、尾座等。
2 普通车床主轴数控化改造
1)车床的主电动机最大切削功率:P=PηK,式中P——主电动机功率,CA6140车床P =7.5 kW,η——主传动系统效率,一般为0.6~0.7,取η=0.65,K——进给系统功率总效率 取K=0.96∴P =7.5 kW×0.65 kW×0.96 kW=4.68 kW。结论:满足切削刀要求。
2)变频器的选型:按7.5 kW的主轴电机选择控制变频器,参照厂家选型手册选择符合要求的变频器,如选台达变频器VFD075M43A。
3)光电编码器的设计选型:编码器是将旋转角度的变化量转化成电信号的角位移脉冲信号传感器,分绝对型和增量型。可按脉冲数、电源电压、轴径外形、联接方式等选型,可加装模数同的齿轮来配合光电编码器使用,参照厂家选型手册来选择符合要求的编码器。
3 普通车床X-Y数控化改造
车库数控改造明细图如图1所示。
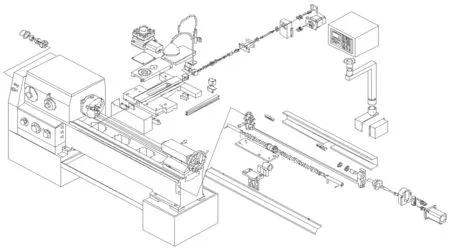
图1 车库数控改造明细图
1)X向拖板重量:w=mg=Vρ WX=400×200×45×10-3×7.8×10-3≈280 N
Y向拖板重量:w=mg=Vρ WY=620×400×50×10-3×7.8×10-3≈960 N
X-Y轴伺服电机重量为:60+80=140 N 电动刀架重量: 320 N 连接板及螺母座重量:100 N
则X-Y移动工作台总重量为:WX-Y= 280+960+140+320+100=1 800 N
2)滚动导轨副的计算及选型:已知:重复定位精度:±0.015 mm,滚珠丝杠副在中等冲击下使用寿命:T=20 000 h,工作台的有效行程为X=400 mm 、Y=1 200 mm ,工作载荷2 000 N。根据给定的工作载荷Fz和估算的Wx和Wy计算导轨的静安全系数fSL=C0/P,式中:C0为导轨静额定载荷,工作载荷P=0.5(Fz+W),查《机械设计手册》选丝杠副受中等冲击时取值:
fSL=4.0 CO=fsLpx.y
PX=0.5(Fz+WX)=0.5×(280+320+2000)=1 300 N
则COX=fsLpx=4×1 300=5 200 N
PY=0.5(Fz+WY)=0.5×(1 800+2 000)=1 900 N
则COY= fsLpY=4×1 900=7 600 N
根据计算选丝杠副: 参照厂家选型手册来选择符合要求滚珠丝杠副;如选汉江丝杠副,X轴选FL2005/410,Y轴选FL4006/1200。
3)齿轮的设计计算:齿轮采用渐开线标准圆柱齿轮,模数1.5、压力角20、小齿轮齿数25、大齿轮齿数52,伺服驱动上电子齿轮传动比设置为25/52。
4)伺服电机的计算及选型:伺服电机启动力矩的计算:T=36δP[Ps+μ(G+Pz)]/2πηQb式中:T为电机负载力矩(N·cm),Ps为移动负载力(N),G为拖板部件质量(N),PX在X轴部件上的负载力(N),PY在Y轴部件上的负载力(N),μ为摩擦系数,η为机械传动效率,Qb为伺服电机的步距角(rad),查《机械设计手册》计算:电机启动时运动部件受惯性的影响,系数取0.4,启动转矩:TQ=T/0.4,则TQX=TX/0.4=32.5/0.4=81.3 N·cm TQY=TY/0.4=51.3/0.4=128.3 N·cm,X-Y向伺服电机的最大工作频率:fmax=Vmax/60×δP=1 000/60×0.01=1 667。参照厂家选型手册,选择X轴和Y轴选用不同功率的伺服电机,如选广州数控伺服电机X轴型号为 110SJT-M040D及伺服电机Y轴型号为110SJT-M060D。
5)伺服电机驱动器的选型:伺服驱动上电子齿轮传动比应设置为25/52,现厂家已按伺服电机型号配专用驱动器,故按厂家参数手册选型,如选广州数控X轴伺服电机110SJT-M040D配伺服驱动器GR2030T-LA1,伺服电机Y轴型号为110SJT-M060D配伺服驱动器GR2045T-LA1。
4 电动刀架的选型
电动刀架工作原理是利用涡轮蜗杆传动,接受到霍尔元件的信号后,刀架抬起上下齿盘啮合传动,到位后刀架落下螺杆夹紧自锁。具有正反转灵活、定位精度高,夹紧可靠的特点。现厂家已按车床型号配专用刀架,参照厂家手册选型,如选宏达电动刀架LD4B-CK6140及配套刀架盒。
5 数控系统的选型
参照厂家手册选型,如广州数控GSK980Ti车床数控系统,系统采用中央处理器CPU和集成芯片FPGA构成控制核心,实现高精度μ级运动控制。控制交流伺服驱动器和绝对式伺服电机、可转位电动刀架等,通过程序完成外圆、端面、倒角、内孔、切槽、锥度、圆弧、螺纹等形状加工。
6 数控化改造车库试运行及试件的加工检测
1)车床数控化改造验收:按车床数控化改造验收文件检测。主要项目(重复定位:手动下单段状态F=1 000,I=100往返10次,百分表测量重复定位精度误差在0.005 mm内为合格。
检查:定位精度: 手动下单段状态F=1000,I=0.01,检测X、Z向,连续按20次方向键,指针均匀跳动,行程达到X:0.1 mm;Z向:0.2)
2)车床试加工零件及检验:输入零件加工程序并完成数控加工,按车床数控化改造加工工件及检验标准文件检测并填写。加工零件材料:45 外形尺寸:Φ60×180 mm。检验项目:工件表面无振纹、径向尺寸、圆度、同轴度、螺纹M30×1.5、表面粗糙度等。
3)车床数控化改造装配完成后,进行24 h不间断试运行,设备不允许离人,紧切观测设备的运行情况。有问题及时停机排除。
4)车床数控化改造设备最后交付客户前,还须逐项完成清洁、涂油、加注润滑油、喷漆、清洁、随机文件、检测报告等项目。各种手续完成后,并取得客户认可,方可交付设备。
7 结语
普通车床数控化改造是合理可行的技术方案。本数控化改造使普通车床升级成数控化车床,降低成本的同时提高了生产效率和减少了劳动强度并保证产品一致性。
