基于大规模定制的EWMAQ应用研究
2020-03-24赵玲玲樊树海吕庆文徐文浩
赵玲玲,樊树海,吕庆文,徐文浩
(南京工业大学工业工程系,江苏南京 210009 )
随着制造技术加强,竞争日趋激烈,客户希望企业生产的产品不仅拥有大批量生产下的低成本与高效率,而且同时满足其自身的个性化需求,在这样的社会背景下,大规模定制便产生了。大规模定制下的制造型企业为了能够在市场竞争中与其他企业进行抗衡,需要同时达到低成本、高效率以及快速响应顾客的个性化定制生产需求,在此之上,还要保证产品质量。客户需求的转变,更加要求大规模定制型制造企业重视生产过程中对产品的质量控制,以提高产品质量和降低控制质量成本,才能更好地赢得市场。在过去的产品质量控制领域,统计过程控制(statistical process control, SPC)理论发挥出巨大的作用,其中传统的休哈特控制图最为常见,但只有当大批量生产产生分析所需的足够数据量时,才能够使用传统的休哈特控制图,故此类控制图并不适用于当今大规模定制下的生产过程质量监测,而当下大规模定制生产模式取代大批量生产模式的趋势不可避免,因此,对于采取大规模定制生产模式的制造型企业而言,研究能够有效监测大规模定制生产过程质量的控制图就十分必要。同时,一方面由于大规模定制的生产模式下所能提供的样本数据量较少时,使用传统控制方法来估计参数将导致虚发警报的概率ɑ,样本数据量过大并且传统控制图对历史数据及相似数据利用率较低,对微小偏差的检出能力也较差;另一方面,大规模定制生产模式下所能采集到的样本数据并不完全服从正态分布。为此,本文提出应用Q统计量及指数加权移动平均控制图(EWMA)的联合方法。
1 基本理论
1.1 大规模定制
1970年,Toffler[1]首先在Future Shock(《未来的冲击》)一书中提出大规模定制的想法。1993年,Boynton等[2]正式提出大规模定制概念:大规模定制能够以几乎每个人都能付得起的价格提供差异化的产品。国内也有许多学者对大规模定制进行研究,如祁国宁等[3]认为大规模定制是将两种全然不同的生产方式的好处融合在一起,以大规模制造的成本和速度来完成质量稳定的定制品生产;邵晓峰等[4]认为大规模定制是以大规模生产的高效率,运用高新技术重组产品结构和生产过程,为客户定制任意数量的产品。我们认为,大规模定制是指借助先进的技术和管理手段,以规模化生产的速度和成本满足顾客需求为目标的生产方式[5]。
目前,大规模定制相关研究主要集中于大规模定制实现的技术与条件,包括定制方法、产品与系统设计、库存成本等。邵晓峰等[6]分析了大规模定制的特征并对其类型进行了划分,提出模块化设计与延迟是大规模定制生产的两大策略,并根据这两个策略分析了4种大规模定制生产结构。Shao等[7]探讨了产品设计和过程重组两种策略对库存成本的影响,并针对这两种延迟策略分别提出了以库存成本最小化为目标的优化模型。陈思雨等[8]结合JMP脚本自动化能力及仿真软件Flexsim的模拟功能,设计出相应的大规模定制下质量管理的交互系统。任蒙蒙等[9]根据大规模定制生产特征,阐述了大规模定制下信息管理的必要性,并提出全面信息质量管理的有关理论及递归公式。Zhong等[10]设计了适用于大规模定制生产且支持射频识别(RFID)的实时制造执行系统(RT-MES) ,以解决大规模定制生产过程中可能出现的客户订单延迟、高水平在制品(WIP)库存等问题,实现了产品物流和相关信息流的实时同步。
目前仅有少量文献研究运用质量控制图监测大规模定制生产中的生产过程质量问题。温明振等[11]通过将预先控制理论(PC)与传统的控制图进行结合,将其应用在大规模定制中的定制件独立生产阶段,但对于大规模定制生产中的标准件生产阶段,则还是采用传统的统计过程管制方法。董兰娟等[12]分析了大规模定制下产品多元质量控制诊断方面的问题,并提出大规模定制下的多元质量控制系统。张炎亮[13]提出基于GM模型的大规模定制质量预测模型,只需少量数据便可建模,但只适用于对精度要求不高的场合,同时该模型无法充分利用历史数据,且只能慎重采用统一化后的数据。许静等[14]则主要基于质量控制体系结构,结合大规模定制生产下的质量管理新要求,运用统计过程调整(SPA)作为过程质量的控制方法。
1.2 Q统计量
在实际生产制造过程中,为解决当制造生产工序所产生的数据没有相似性信息而无法建立休哈特控制图时,Quesenberry[15]提出Q统计量,该方法主要用来解决小批量生产及大批量、过程刚开始时(即无历史信息时)的过程质量控制。Q统计量方法利用T分布降低了在监测过程质量时对数据量的要求,且该方法不受样本容量和样本分布的约束。通过以下公式进行转换:
Q统计量利用Fisher的概率积分变换定理及O'Reilly的条件概率积分变换方法,通过标准正态分布函数的逆函数,将观测值Xi变换成服从标准正态分布的统计量Q(Xi)。该定理表达如下:若随机变量X具有连续分布函数F(x),则它变换的随机变量在单位区间(0,1)上服从均匀分布,即;若随机变量在单位区间(0,1)上服从均匀分布,则相反,有的分布[16]。该定理指出如何将任意连续分布转换成均匀分布和如何将均匀分布转换成任意连续分布。此种变换不仅保留了原统计量的信息,而且不影响到异常值的识别结果,同时在计算过程中根据分布均值和方差已知条件的不同,不断修正Q统计量,使计算结果更加精准。具体转换公式分别如表1、表2所示,其中:表示分布均值;表示标准差;表示方差。根据参数不同的已知情况,通过分布函数、标准正态分布函数的逆函数、卡方分布函数、分布函数进行转换为Q统计量。

表1 Q统计量转换公式一
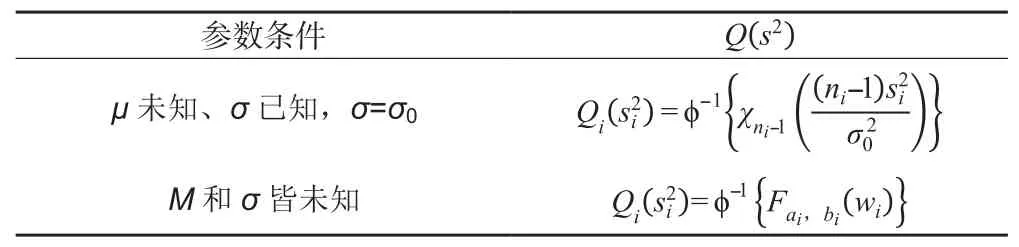
表2 Q统计量转换公式二
1.3 EWMA
传统控制图的使用前提是假定观测值为正态分布且过程均值稳定不变,但在实践使用时这些假设不一定都能成立,于是在1959年Roberts[17]提出指数加权移动平均控制图(exponentially weighted moving average, EWMA)。该方法是利用通过在生产中获得最近的观测值能表达更多的质量信息的原理,在充分利用过去数据的基础上,更加注重目前样本的重要性,并逐步减弱过去样本所存在的影响。由于EWMA兼顾系统的频域和时域特性,具有更高的精准度和对变异的敏感性,因此更能够敏感地监测出过程均值的微小偏移,且其在单值抽样的统计制程管制中也有很好的应用效果。


因此,EWMA的控制界限为:
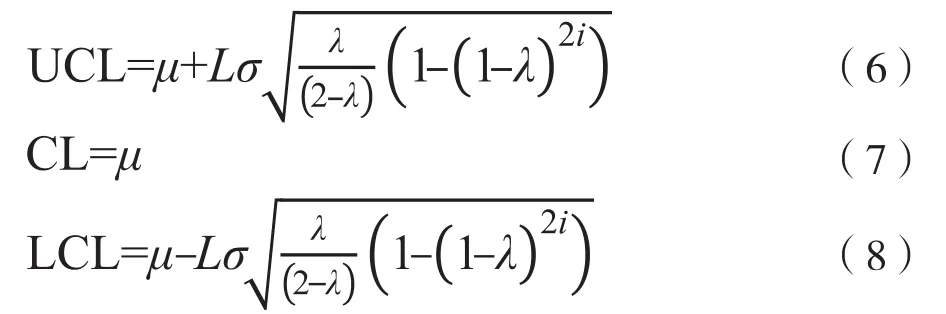
式(6)至式(8)中:UCL表示控制图的控制上限;CL表示控制图的中心线;LCL代表控制图的控制下限; L为控制限参数,用来确定过程处于受控时的控制限宽度。
2 大规模定制下的联合统计过程控制方法(SPC)
基于上述基本理论,本文提出过去所未考虑过的统计过程管制方法,即应用Q统计量与EWMA相联合(以下简称EWMAQ)。EWMAQ主要通过对采集的样本数据进行Q统计量的标准转换,再将经过转换后的样本统计量应用于监测微小偏差的EWMA。其中,应用Q统计量的数据转换时,应当需要视参数已知条件的不同选择相应的转换公式。通过对Q统计量进行不断修正,以达到更加精准的计算结果。下述以其中小批量或大批量生产开始过程中最常见的情况,即过程参数µ和σ皆未知的情况下,计算生产过程均值和方差,对本文所提出的大规模定制下的联合统计过程管制方法EWMAQ进行详细说明。
在素质教育快速发展的今天,如何实行有效的小学生德育教育方法,怎样形成良好学生思想教育素养,是摆在我们每一位教育工作者面前的一个个值得深思的课题。下面我就结合自己学生教育工作的实例,浅谈几点我自己的认识和做法:

由χ2分布的可叠加性,可得:



最后利用概率积分变换定理,将T统计量转换为Q统计量:

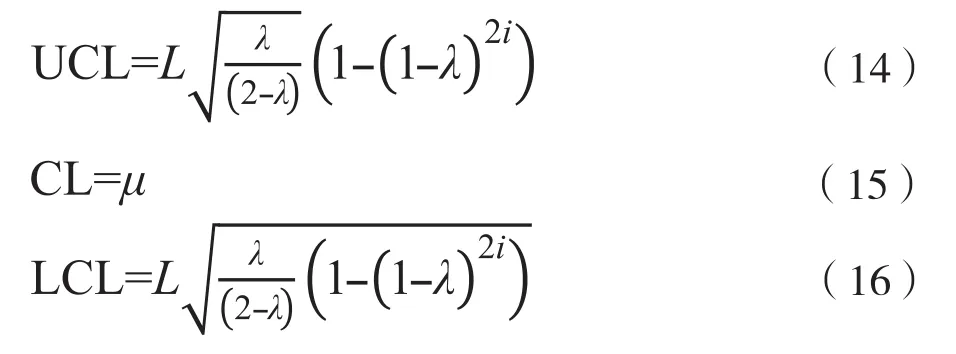
当得到上述服从标准正态分布的随机变量Q,在给定的第一类错误,即虚发警报ɑ确定的情况下,以此统计量为样本数据绘制控制图,其上、下控制限为固定的数值,并且该数值不随样本容量的大小变化而变换。在此再选择最常用的λ=0.2、L=3的EWMA参数[19-20],则经过上述标准变换后的EWMAQ控制界限如下:
本文所提出的大规模定制下的联合SPC办法,主要是通过对微小偏移有较高敏感性的EWMA与适用于小批量的Q统计量的转换方法相互结合应用的办法,其使用步骤具体如下(如图1):
(1)根据质量目标确定需要监测的质量特性。在对大规模定制下的过程质量进行监测前,需要明确企业要求达到的质量目标,并根据该质量目标找到能够反映其质量水平的关键质量特性或者是其中能够影响质量的关键参数也可。
(2)采集样本数据。由于大规模定制生产模式下的样本量较少,故建议尽可能采集到相关数据以达到增加弥补数据量不足的目的,同时也可以对估算出的控制界限进行修正。提高历史数据与相似数据的利用率,可通过根据其相似程度对相似数据赋予不同的权重后再进行利用。
(3)根据参数µ、σ的已知条件不同,选择对应的变量转换公式。根据所采集的样本数据的过程分布参数已知情况的不同,采取相应的变量转换公式计算样本数据的均值和方差。具体情况可从表1、表2中得出。此处采用的标准变换方法,通过条件不同而不断修正Q统计量求得的统计量,相较于通用控制图中的标准变换得到的统计量更为精准。
(4)利用计算机辅助计算Q统计量。虽然Q统计量的计算相对于其他计算更为精准,但也更显繁琐,而目前还未有专门的软件可以辅助实现,并且手工计算也难以实现,故在计算Q统计量时需要通过计算机编制相应的程序来解决。
(5)确定控制界限,绘制分析用EWMA。选取常用的λ=0.2,L=3的EWMA参数,计算出所要绘制的EWMA的控制界限,并将转换后的Q统计量代入式(17)计算出统计量Zt,再绘制分析用EWMA。

(6)进行异常情况判断检验。通过对上述分析用控制图的分析,若没有异常模式出现,则判定加工过程为稳定状态;若发现异常情况,需要进一步识别异常原因,诊断引起异常模式的误差源,及时采取纠正措施进行控制,并剔除异常数据。此处可采用因果图分析法、FMEA故障分析法等[21]。
(7)进行日常工序质量控制。当生产过程为管制状态,工序能力指数CPK也达到客户要求时,可将分析用的控制图加长制作为控制用的控制图;同时在平常的生产活动中,仍需要保证随机间歇性取样,对产品进行测量并记录,在图上进行描点,观察其生产过程状态,随时监控是否发生异常。
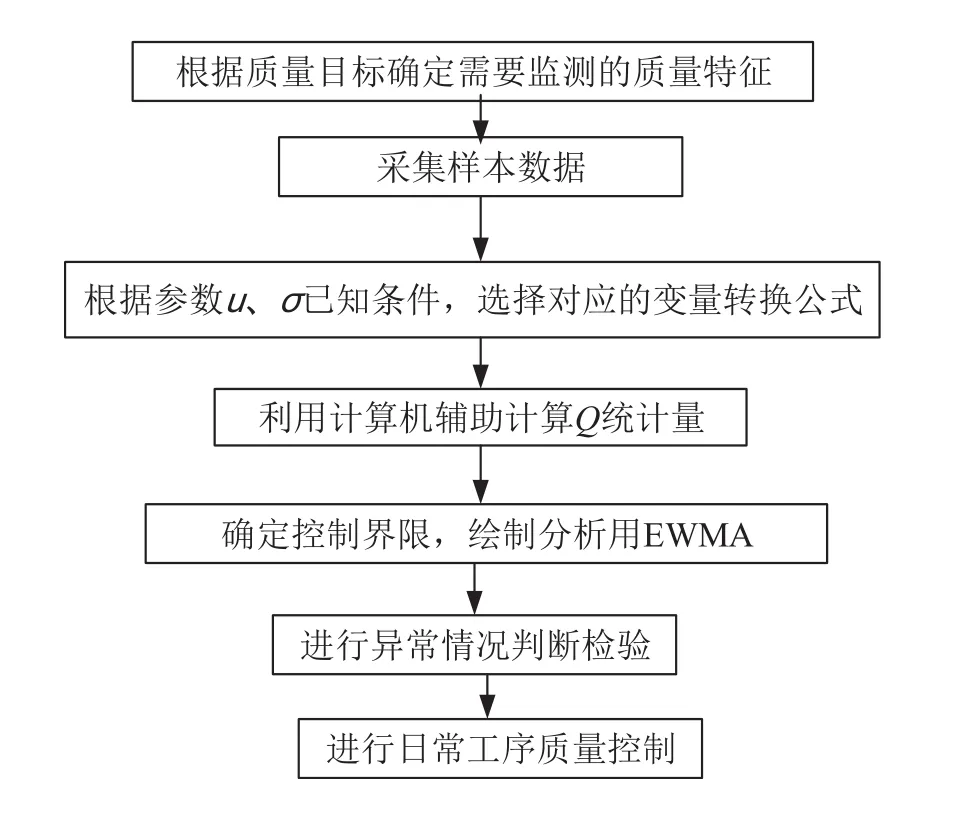
图1 大规模定制下的联合统计制程管制方法的使用步骤
4 结论
制造型企业过去监测生产过程质量大多是采用休哈特控制图,但此类控制图已无法满足当前大规模定制生产模式下的质量控制需求。在此背景下,本文创新性地提出结合Q统计量与指数加权移动平均控制图进行联合应用后形成的控制图,以达到监测大规模定制下的生产过程质量的统计过程控制要求,并给出采用此种过程质量监测方法的具体实施步骤。
