某直缝埋弧焊管焊接缺陷原因分析
2020-03-21赵金兰李京川瞿婷婷
赵金兰,李京川,王 康,瞿婷婷,仝 柯
(1.中国石油集团石油管工程技术研究院,西安 710077;2.西安长立油气工程技术服务有限公司,西安 710065)
焊缝裂纹是长输管道焊接过程中危害较大的一种焊接缺陷。 因为长输管道的性质,一般情况下都存在一定的延伸性[1],这不仅降低了管道承载的截面积,而且容易产生应力集中,甚至可能诱发脆性断裂。 尤其尖端存在缺口效应,很容易出现三向应力状态,导致裂纹失稳和扩展,致使结构断裂[2-5]。
焊接裂纹分为热裂纹、 冷裂纹、 层状撕裂和再热裂纹4 类[6-7]。 冷裂纹一般指在室温附近出现的裂纹,冷裂纹可以在焊后立即出现,有时却要经过一段时间,如几小时、 几天甚至更长时间才会出现。 开始时少量出现,随着时间的推移逐渐增长和扩展。 对于这类不是焊后立即出现的冷裂纹称为延迟裂纹,是冷裂纹中较为常见的一种形态[8]。 本研究主要对某直缝埋弧焊管疑似焊接缺陷原因进行检测分析。
1 试验方案
本研究对某L415M 直缝埋弧焊管进行以下检测: ①钢管端部300 mm 内进行X 射线检测。②对直缝埋弧焊管外焊缝及热影响区进行磁粉检测。 ③对无损检测发现的疑似缺陷1#位置 (距管端约20 mm) 取1 个背弯试样; 疑似缺陷2#位置(距管端约70 mm) 取1 个金相试样; 疑似缺陷3#位置 (距管端约150 mm) 取1 个面弯试样; 正常4#位置取面弯、 背弯各1 个,取样位置如图1 所示。 ④对金相检测试样进行能谱分析。

图1 取样位置示意图
2 试验过程及结果
2.1 X射线检测
试验设备为XT2005D 射线探伤机,采用单壁透照方式对直缝埋弧焊管管端300 mm 内进行X 射线无损检测,依据标准ASTM E94/E94M-17,检测条件见表1。 在中心左80 mm 处发现1 mm 圆形缺陷,该缺陷为直径1 mm 气孔,属于标准范围内。
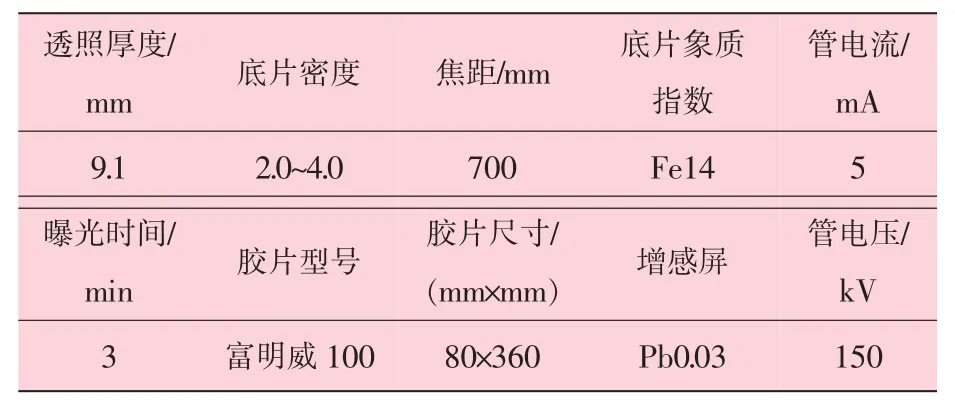
表1 X 射线检测条件
2.2 磁粉检测
试验设备为XDYY-ⅢA 磁粉探伤仪,采用磁轭法对直缝埋弧焊钢管外焊缝及热影响区进行磁粉无损检测,检测依据标准ASTM E709-15,检测条件见表2。 检测发现3 处纵向线性相关磁痕,分别位于1#位置、 2#位置和3#位置的外焊缝熔合线附近,纵向线性磁痕如图2 所示。

表2 磁粉检测条件

图2 纵向线性磁痕
2.3 导向弯曲试验
采用WZW-1000 弯曲试验机,对1#位置试样进行背弯、 3#位置试样进行面弯、 4#位置试样进行面弯、 背弯试验,试验标准为ASTM A370-17a。 试验后试样均未出现裂纹,弯曲试验结果见表3。

表3 导向弯曲试验结果
2.4 金相分析
根据无损探伤得到的结果,在疑似缺陷位置 (2#) 取金相试样,采用 MEF4M 金相显微镜及图像分析系统、 OLS 4100 激光共聚焦显微镜进行金相分析。 试样外表面热影响区附近裂纹形貌如图3 所示,从图3 可以看出,试样外表面热影响区内发现微裂纹,裂纹周围组织未见异常,裂纹深度为0.122 mm。 焊缝、 熔合区和细晶区组织如图4 所示。 从图4 可以看出,焊缝区主要由AF+PF+B 粒+少量WF 组成,熔合区组织主要为B 粒,细晶区组织主要为PF+P。
2.5 能谱分析
针对金相检测发现的试样外表面热影响区微裂纹,采用TESCAN VEGAⅡ扫描电镜、 XFORD INCA350 能谱分析仪进行 SEM 检测分析。 图5 为2#位置试样裂纹部位扫描电镜照片及能谱分析结果,结果表明,裂纹内主要为Fe 元素,无杂质。

图3 2#位置金相试样外表面热影响区附近裂纹形貌

图4 2#位置试样金相分析结果

图5 2#位置试样裂纹部位扫描电镜照片及能谱分析结果
3 分析与讨论
由金相、 能谱分析结果可知,试样外表面热影响区存在细小裂纹,裂纹周围组织未见异常,裂纹深度为0.122 mm,裂纹内主要为Fe 元素,无杂质。 这种焊接裂纹没有在焊后立即出现,而是在焊后几天甚至在更长时间后才出现,裂纹位于热影响区,属于典型的延迟冷裂纹。 冷裂纹产生的主要原因有3 种: ①在埋弧自动焊内外焊热循环的作用下,热影响区生成了淬硬组织; ②焊缝中存有大量的扩散氢,且具有浓集的条件; ③焊接成型工艺不佳,导致焊接接头承受较大的拘束应力[9-10]。
本研究中金相检测未发现淬硬组织,能谱检测未发现有氢,且服役环境中不存在氢,因此本试样中的冷裂纹产生原因应是上述第3 种情况。
4 结论及建议
此钢管焊缝熔合线附近裂纹为焊缝延迟性冷裂纹,由焊接成型工艺不佳,焊接接头承受较大的拘束应力导致。 建议有效地减小焊接应力,同时通过调整焊缝的冷却速度从而改善焊缝的组织,防止冷裂纹的形成。