影响SCr420H材料渗碳晶粒异常长大因素探讨
2020-03-18王传佳东风日产乘用车公司
文/王传佳·东风日产乘用车公司
本文研究了热加工温度、材料成分等对以Al作为主要细化晶粒的SCr420H材料的工件渗碳晶粒度的影响,试验结果表明,以Al/N作为主要细化晶粒元素的SCr420材料,提高开坯温度和锻造温度,保证合适的Al和N的含量及适当的Al/N有利于避免后续高温渗碳的晶粒粗化及混晶发生。
提高渗碳温度,可以显著降低渗碳时间。渗层深度在0.5mm左右,930℃渗碳需要10小时以上,而用980℃渗碳,渗碳时间可以减少到3小时。渗碳时间减少,可以显著提高劳动生产率,同时降低能源消耗,因此高温渗碳是目前渗碳工艺的发展方向之一。
但提高渗碳温度,如果对材料等不加以特殊控制,工件的晶粒会异常长大,进而降低工件的韧性和疲劳强度。因此用于高温渗碳的钢,需要添加一些合金元素来细化晶粒。用于高温渗碳的材料,目前有通过加Nb、Ti等形成合金渗碳体和碳氮化合物,在渗碳过程中,这些细小的合金渗碳体或碳氮化合物能起到钉扎作用,阻止晶粒异常长大。
一般认为,温度在不超过1000℃的情况下,在材料中加入Al和N,材料基体中会形成细小的AlN质点,可以有效的阻止渗碳过程中晶粒异常长大。在生产实践中,用真空渗碳炉进行980℃高温渗碳,结果出现了部分批次的晶粒异常长大的问题。本文主要就SCr420H材料中的Al、N的添加量,钢材轧制及锻造加热温度等影响AlN的析出量及析出尺寸的因素进行讨论,找到解决高温渗碳后晶粒异常长大的原因,从而在生产实践中加以应用,防止渗碳过程中晶粒异常长大。
AlN量对晶粒异常长大的影响
AlN对晶粒细化是靠细小的AlN对晶界的钉扎实现的。Gladman公式为计算晶粒异常长大的临界尺寸。
式中,rcrit为晶粒异常长大的临界尺寸,R0为初始阻止粗细因子,f为细化晶粒的AlN的体积分数,Z为晶粒尺寸不均匀性因子。
由公式(1)可知,为了保证晶粒不异常长大,在材料基体中应存在足够体积分数的钉扎晶界的第二相颗粒。对于SCr420H材料,需要保证有大量的细小尺寸的AlN。如果渗碳时局部区域的AlN量不足以抑制晶粒异常长大,在高温情况下,晶粒长大过程中超过了rcrit,那么在超出区域的晶粒就会异常长大。
为了保证材料中有足量的AlN,一般认为材料中Al的质量分数要>0.025%,一般材料中加入Al的质量分数在0.035%左右。
AlN尺寸对晶粒异常长大的影响
将980℃高温渗碳后无晶粒异常长大(图1)和晶粒异常长大(图2)的工件,用FE-SEM分析AlN尺寸分布,结果见图3和图4。
从AlN尺寸看,发生晶粒异常长大的工件,AlN较大尺寸(超过140nm)所占的比例较多,细小AlN颗粒数量(体积分数)较少;而不发生晶粒异常长大的工件,较大尺寸AlN占比较少,AlN均匀细小,且数量较多。
这说明均匀细小的AlN颗粒对于细化奥氏体晶粒是重要的。在实际工程控制中,必须确保最终析出的AlN是均匀细小的。
原材料中的Al及N含量
SCr420H材料主要化学成分如表1所示。
为了确保产品渗碳前得到均匀细小的AlN,除了前文提及的要有足够量的Al和N元素以外,还要确保加入材料中的Al和N形成的AlN在热锻加热时能完全固溶,这样在随后热处理加热过程中,AlN才能以细小的颗粒析出。否则在锻造加热过程中未固溶的AlN本身已经粗化,同时在冷却或者重新加热析出AlN时,未固溶的AlN会成为新的AlN的形核核心,导致AlN的尺寸变大。
根据文献中给出的AlN在奥氏体中的溶解度公式:
SCr420材料与Al和N结合的主要是AlN,同时结合AlN的分子量,Al和N的最佳分子量重量百分比是13∶7。
计算AlN在不同加热温度的溶解度积及Al和N的最佳含量结果见表2。

表1 SCr420H主要化学成分(wt%)
从表2可以看出,要使AIN在1200℃全部固溶,那么Als的含量应不大于0.032%,而N含量应不大于173ppm。而如果Al和N的含量超出该范围,有可能有部分的AlN未固溶,从而成为随后析出的核心,导致析出的AlN尺寸超出细化晶粒有效范围,在渗碳奥氏体化过程中,粗大的AlN起不到细化晶粒的作用。
为了证实该数据与实际情况的吻合情况,我们设计了一套试验,用不同的加热温度及渗碳温度来确认不同成分材料的晶粒异常长大的趋势。试验过程中,钢材的Als及N含量,加热温度及渗碳后晶粒是否混晶(晶粒异常长大)等结果如表3所示。
从试验结果看,第一组材料的Al含量最低,N含量也不高,但Al和N比值接近最佳比例13∶7,按照表2计算,在1150℃基本上可以全部溶解,所以在表3中不同锻造温度下锻造后,工件在随后的热处理过程中在980℃和1000℃均未发生混晶,整体对阻止晶粒异常长大效果最显著。
第二组材料和第三组材料有相似的Al含量,但N含量不同。根据上述固溶度的公式(2)计算,两元素含量的乘积第三组材料高。按照表2的计算,第三组材料在1150℃和1200℃都无法完全固溶。所以第二组材料抵抗高温的晶粒长大效果较第三组材料好。
第一组材料1260℃加热,对阻止奥氏体晶粒异常长大效果最好(1020℃渗碳也未发生晶粒异常长大),与锻造加热时间较短,1260℃加热较1150℃和1200℃加热时AlN固溶更充分有关。
另外,1200℃时,第三组的AlN无法完全固溶,按照公式(2)及未固溶的Al/N=(Al含量-Al固溶量)/(N含量-N固溶量)=13∶7,与公式(2)联合求解,得到固溶的Al含量为0.028%。也就是说虽然试验三的材料的Al含量为0.041%,在1200℃加热时只有0.028%的AlN能够固溶,随后析出细小部分的比例大幅度降低,且材料中含有0.013%未固溶粗化的AlN。

表2 不同加热温度下AlN的溶解度积及最佳Al和N含量
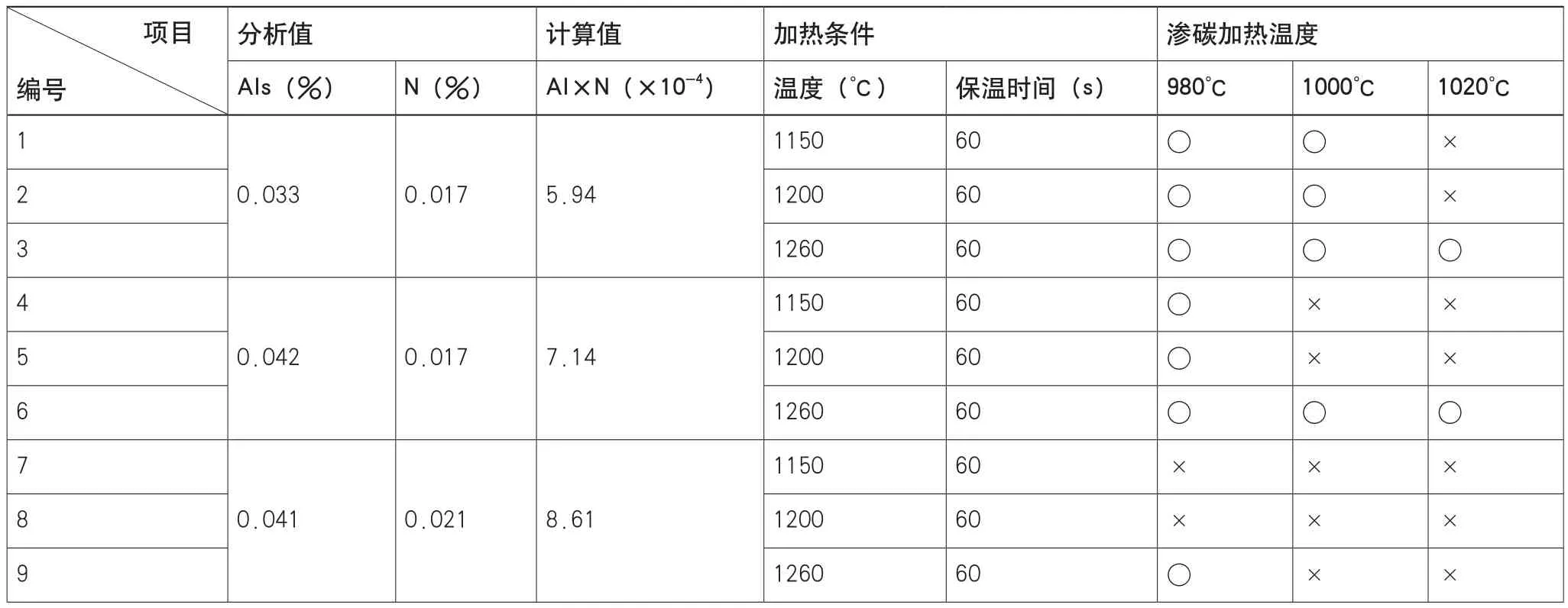
表3 试验条件及试验结果
通过理论计算和试验,可以看出,原材料中的Al和N含量在抑制晶粒长大中有一个最佳的比值13∶7。结合锻造温度在1200~1250℃,最佳的Al范围是0.034%~0.047%,N的范围是0.017%~0.025%。
在工程实际中,将Al含量控制在0.034%~0.040%,N含量控制在170~200ppm可以保证AlN在正常锻造加热温度中固溶,过高的Al或N含量,不合适的Al/N都可能导致AlN在热锻过程中不能固溶,从而对控制渗碳的晶粒异常长大不利;而Al含量过低,析出的AlN量不足,也起不到抑制晶粒异常长大的作用。
轧制及锻造加热温度
从表1可以看出,随着锻造加热温度的提高,AlN能溶解到奥氏体中的含量越高,残存的氮化铝的含量也越少。
从表3试验结果看,随着锻造加热温度的提高,各种含量的材料抑制晶粒长大的能力都得到了增强。
为了验证加热温度与晶粒长大的关系,我们对表3中的第二组材料不同加热温度下的AlN进行FESEM分析,观察残余的AlN的含量,试验结果见图5。
从试验结果看,与理论计算趋势一致,即加热温度越高,AlN固溶越充分,残余AlN越少。但按照理论计算,1200℃及以上AlN应该完全固溶。但实际情况是不同加热温度都有一定的AlN残存,原因是锻造加热时间短,同时锻造加热大坯料,其截面温度偏差通常能达到20~30℃,温度低的地方固溶也会相对不充分。
添加Al细化晶粒的钢,在连铸过程中,AlN会比较粗大。为了使粗大的AlN充分固溶,原材料在轧制前需要高温长时间加热,确保AlN充分固溶。一般钢厂固溶加热温度≥1230℃,时间≥2小时。
锻造加热温度适当提高,对于锻造前AlN充分溶解是有利的,而锻造加热固溶的AlN才能确保在随后冷却或加热过程中细小的AlN分布在基体上,阻止奥氏体晶粒长大。
一般热锻锻造加热温度在1150~1250℃,但是对于SCr420H材料,为了保证AlN的充分固溶,有必要将锻造加热最高温度控制在1250℃左右,这样即使考虑连续生产中的坯料截面温度差异,也能保证最低温度在1230℃以上。而根据我们的试验,该材料即使加热到1280℃也未发生过热现象。
所以,对于该材料,加热目标温度设定在1260℃,低温排料温度设定在1230℃(考虑加热床能力),高温排料温度设定在1280℃是有必要的,现场加热床加热能力也能满足该工艺要求。
同样,对于钢厂轧制来说,必须保证轧制前的加热温度较高,保证AlN充分固溶。生产实际中,将Al及N含量控制在一定范围,较常规材料轧制加热温度高20~40℃就可以保证AlN的充分固溶。
结论
⑴足量的细小AlN是保证以Al细化晶粒的渗碳件不发生混晶的基础。
⑵合适的Al和N含量及合适的Al/N比值是确保AlN在热锻时固溶,并在随后析出细小AlN的前提。工程中Al和N含量分别控制在0.034%~0.040%及170~200ppm,Al/N比值接近2(13∶7)。
⑶适当提高锻造及轧制的加热温度,有利于AlN的充分固溶,随后析出的均匀细小的AlN可以防止随后渗碳晶粒异常长大。
