新型加长上销的使用效果
2020-03-17温亚美贺伟娜曹亚美
刘 莉 温亚美 贺伟娜 曹亚美
(舞钢市龙山纺织科技有限公司,河南平顶山,462500)
上销是重要的纺纱牵伸专件[1],由其与下罗拉组成钳口压力的稳定性对成纱质量有重要影响。由于市场形势的影响,国内中、低端纺织企业经济效益普遍下滑,生产成本上升,市场竞争激烈,企业压力较大。在此情况下,纺织企业只有通过提高产品质量来进一步提高市场竞争力。在原料成本不变的前提下,不断优选纺纱专件,通过大量的专件对比试验,发现新型加长上销可大幅度提高成纱质量指标。
1 加长上销的设计原理
1.1 Q187028型加长上销
Q187028型加长上销是江西荣兴科技有限公司研制的一种改进型细纱上销,适用于气动摇架,其结构示意图如图1所示。
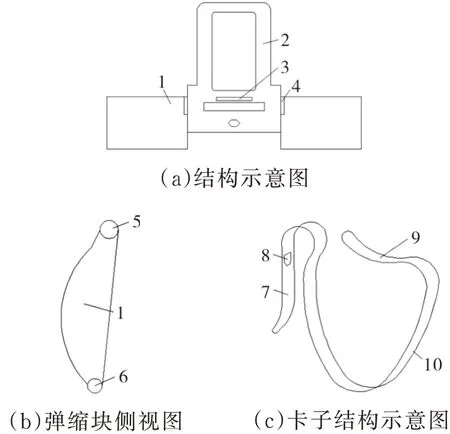
图1 Q187028型加长上销结构示意图
由图1(a)和图1(b)可以看出,弹缩块分左右两个,并对称设置在上销架两侧的连接块上,弹缩块的上端设置有上凸起,下端设置有下凸起,上凸起和下凸起呈圆柱状结构,这样使得皮带转动更顺畅,也可降低皮带的磨损,提升皮带的使用寿命。由图1(c)可以看出,卡子包括片体、抵片、卡簧片和通槽,抵片和卡簧片分别连接在片体的上弯折和下弯折端,且卡簧片上开设有通槽,在进行卡接时,将卡簧片卡接在上销架上;卡簧片的弯曲处设置为斜三角状,这样设计可以进一步提升抗疲劳性,从而延长弹簧片的使用寿命;抵片远离片体的一端呈圆弧状结构。
1.2 T 187028型加长上销
T 187028型加长上销(江西荣兴科技有限公司研制)采用了一种新型卡簧片,适用于弹簧摇架,其结构示意图如图2所示。
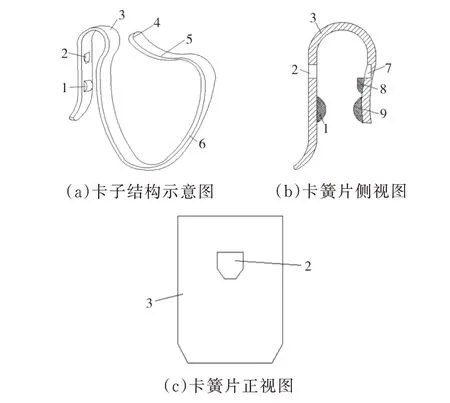
图2 新型卡簧片结构示意图
由图2可以看出,片体上边弯折连接有抵片,且抵片上的另一端设置有翘起端。片体下边弯折连接有卡簧片,卡簧片的中部设置有通槽,片体和卡簧片连接处的弯曲段呈斜三角状,这样设计可以进一步提升抗疲劳性,从而延长卡簧片的使用寿命,在工作时,通过卡簧片固定在碳纤上销的卡槽中,通过通槽与外界固定件将弹簧紧固在碳纤上销的侧边上,卡簧片两侧分别固定连接有左侧卡接块和右侧卡接块,左侧卡接块和右侧卡接块相对设置,均呈圆弧装置结构,可起到更好的卡接作用。卡簧片上设有与通槽相匹配的限位槽,限位槽的开口一端下方设置有限位块,将卡簧片固定卡接在碳纤上销上时,左侧卡接块和右侧卡接块的设置,可以更好防止卡簧片从碳纤上销上脱落,限位块和限位槽的设置可以对外界固位件起到更好的限位作用,防止外界固定件脱落。
2 加长上销的作用
细纱前区牵伸是主牵伸区,由一对中罗拉和上下胶圈钳口形成的中部摩擦力界对牵伸区中的运动纤维实施控制,在整个系统中其牵伸性能的发挥起着关键作用。但上下销前缘至前罗拉钳口的浮游区,其摩擦力界强度相对较弱,对浮游纤维的控制较差,扩大了浮游纤维变速点分布范围及不稳定性。因此,减小前区浮游区长度是改善成纱质量的关键所在。缩短浮游区长度意味着一方面减少浮游区中未被控制的短纤维的数量,另一方面胶圈钳口摩擦力相应向前方伸展,发挥胶圈控制纤维和弹性浮动钳口的优势,加强对浮游区浮游纤维的控制力[2]。为解决以上问题,我们经过多项试验验证,加长上销对以上问题有较大改善,该上销主要特点是握持距加长,使浮游区距离缩短,增加了对纤维的控制范围,改变了浮游区纤维的无控状态,控制了纤维的运行速度,有效阻止了纤维的提前变速,从而使得成纱质量有了较大的提高。
3 加长上销的使用效果
我们在试验机台上使用加长上销半年后,到了6月份高温高湿季节来临时,出现了生产不正常的现象。生产中出现“出硬头,断头多”的现象;采用加长上销的机台比采用普通上销机台的瞬时断头增加30%;且有夹下胶圈现象。针对以上问题进行分析,一是使用加长上销后,上销中铁辊相对中罗拉位置后移,造成加压不够,上下胶圈运行时同步性差;二是使用加长上销后,胶圈周长增长,导致上下胶圈接触面积增加,从而增大上下胶圈的运行阻力,在高温高湿季节受环境变化的影响尤为显著;当温湿度低时胶圈发硬,运行受阻;当温湿度高时,胶圈发涩并伸长,导致上下胶圈运行阻力加大及同步性变差,从而出现“牵伸不匀,出硬头”的现象[3]。
为此,我们采取以下措施:精细调整三罗拉与下销间的位置;适当减小上销压力;下调粗纱捻系数,保证细纱吊锭灵活;减小细纱主牵伸倍数;增大钳口隔距;调整上销位置,上销中铁棍靠后错开三罗拉与下销间隙缝,保证浮游区大小在0.5 mm~1.0 mm。
我公司在不同配棉条件下,对新型加长上销和压力棒上销进行纺纱对比试验。
试验1:T 187028型加长上销的使用情况。原料为100%新疆机采棉,AFIS数据:平均长度29.0 mm,细度163 mtex,马克隆值4.3,16.5 mm以下短绒率14.3%,含杂率2.7%,棉结293粒/g。采用TH578J型细纱机(板簧摇架),罗拉隔距16.7 mm×45 mm,前胶辊前冲+3 mm。分别纺制C 14.6 tex和JC 14.6 tex集聚针织纱,试验结果对比见表1。表中:上销1为T 187028型加长上销+3.25 mm隔距块,上销2为压力棒上销+3.25 mm隔距块,上销3为T 187028型加长上销+2.75 mm隔距块,上销4为压力棒上销+2.75 mm隔距块。
试验2:Q187028型加长上销的使用情况。原料为20%巴西棉,80%新疆棉,AFIS数据:平均长度29.33 mm,细度158 mtex,马克隆值4.13,16.5 mm以下短绒率15.1%,含杂率3.0%,棉结293粒/g。采用SXF1568B型细纱机(气动摇架),罗拉隔距16.7 mm×45 mm,前胶辊前冲+3 mm。分别纺制C 9.7 tex和JC 9.7 tex集聚针织纱,试验结果对比见表1。表中:上销5为Q187028型加长上销+2.5 mm隔距块,上销6为压力棒上销+2.5 mm隔距块。
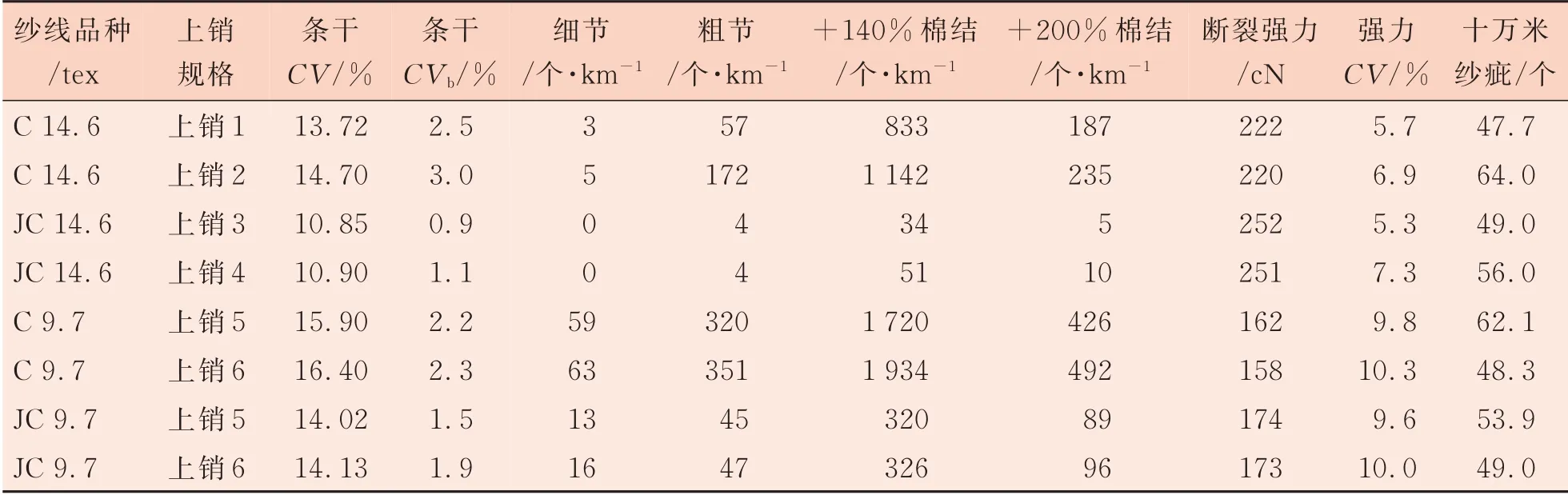
表1 不同上销规格对成纱质量指标的影响
通过以上试验结果可以看出,加长上销搭配合理工艺,同锭同粗纱的试验条件下,普梳品种采用加长上销的条干CV降低1个百分点,细节、粗节、棉结降低20%以上,断裂强力、强力CV、十万米纱疵等质量指标都有不同程度的改善;精梳品种的质量指标改善虽不明显,但经过一段时间的跟踪,成纱质量稳定。
4 结束语
我公司采用加长上销重点是解决C 14.6 tex集聚针织纱棉结高的问题,以达到用户要求。在其他工序设备不用大量投入机物料的前提下,我们在细纱工序使用T 187028型加长上销搭配合适的纺纱专件,合理优化工艺参数,使得成纱棉结、细节、粗节、强力等都有不同程度的改善,有效提高了产品质量,满足了下游用户的需求,使用效果较佳。通过近9个月的跟踪试验,目前已在我公司大面积推广使用。
