AGVS在造纸行业的应用
2020-03-11
AGVS是“自动导引车系统”的简称,具有工作效率高、结构简单、可控性强、安全性好等优点。AGV是集机械装置、电控设备、安全防撞设备、数据信息采集传感器、现场总线等技术于一体的集成化智能物流搬运设备,在车身上可以扩展添加其他功能,如机械手、滚筒、电子秤平台等。在上位机调度规划下,令AGV按其规划好的路径进行路径跟踪,精准达到目的站台并执行取卸货的要求,实现取卸货搬运等作业功能。在自动化物流系统中,AGVS最能充分地体现其自动性和柔性,实现高效、经济和灵活的无人化作业。
一、AGVS的软硬件组成
AGVS硬件控制部分主要由车载控制器、驱动器、舵轮、编码器、导航传感器、供电系统、激光避障传感器、触摸屏等组成,如图1。

图1 AGV硬件控制部分结构图
AGVS软件控制部分主要由ERP/MES/WMS主机和AGV系统管理监控主机组成(如图2),其中AGV管理机和监控机是AGVS运行的核心,主要功能有:执行任务命令;为不同的运输任务分配最优的AGV小车;为每个运输任务安排运输路线;控制AGVS中的多台AGV小车的交通;处理现场的一些输入、输出信号等。
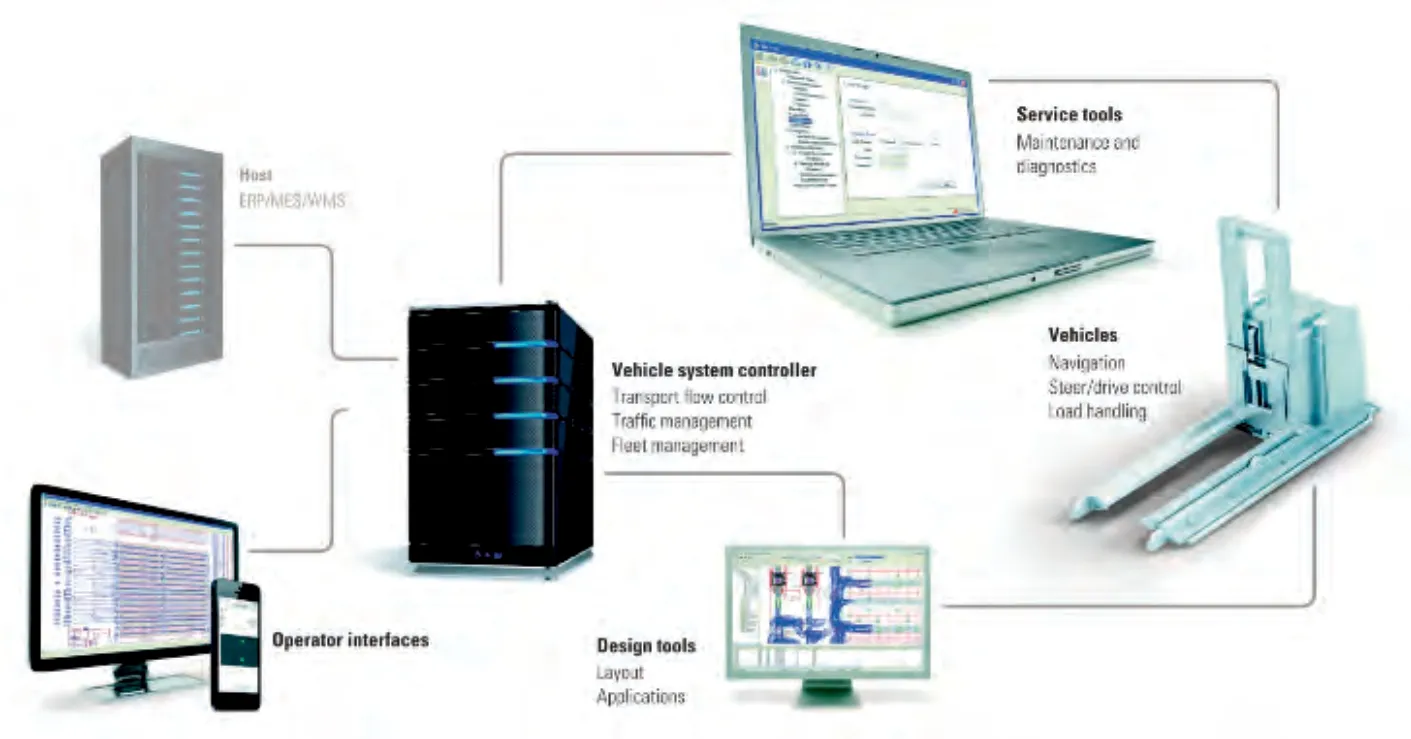
图2 AGVS软件控制部分结构图
二、AGVS在造纸行业的应用
通过AGV小车,从原纸车间向加工车间输送原纸,然后由加工车间向原纸车间回送芯轴,加工车间同时包含卷纸和抽纸加工设备。该系统由一定的程序进行控制,达到AGV统一调度、在线计量、数据存储及查询等功能的综合实现。
1.纸卷的输送
物料输送系统主要负责进行原纸及芯轴的输送任务,系统根据原纸卷类型及后续加工机台要纸申请,自动匹配并调度控制桁架机械手、AGV完成原纸卷的输送。具体流程为:
原纸卷卷曲时,卷纸机通过传感器判断纸卷是否达到下线的条件,达到下线条件后发起用车指令,系统调度AGV前往指定位置接货,AGV到达指定位置后,卷纸机自动终止卷曲动作,由桁架机械手将原纸卷吊装在AGV上,同时发送原纸卷相关信息至上级管理系统,完成录入和吊装后AGV记录当前纸卷重量,并传送AGV管理系统保存记录,并等待系统下一步调度指令。同时,加工车间设备自动发起要纸指令。原纸卷下线吊装完成后,如果有加工机台申请了该类型的原纸卷,则系统调度控制AGV将该纸卷送至申请机台对应的位置,由对应的桁架机械手将原纸卷取下后进行加工,AGV完成原纸卷的输送任务。原纸卷下线吊装完成后,如果均没有加工机台申请该类型的原纸卷,则系统根据机台设备信息,自动将该原纸卷送至默认位置等待,并向系统操作人员发出警报信息,由操作人员指派该原纸去向。如果加工机台申请纸卷时,AGV上没有合适的原纸卷,则系统先记录申请信息,等有合适的原纸卷下线时,再根据申请的先后顺序或其他分配原则进行分配,将原纸卷送至指定位置。
2.芯轴的输送
原纸生产机台根据生产需要,通过上级管理系统发出芯轴需求,AGV小车自动行驶至加工车间机台,桁架机械手自动将芯轴放在AGV小车上,AGV小车自动送至需求工位。
三、系统设计的重点问题和项目应用中的技术创新
1.任务分配优化
在任务分配和调度方面,根据各AGV小车的实际位置、是否有在执行任务、执行任务的距离和时间等因素,自动将任务分配给某AGV小车。AGV完成前一作业任务之后,AGV系统会根据物流系统任务指令,自动调度AGV小车执行就近任务,这样有效地提高了系统效率。
2.安全的信息交互
为保证安全生产,AGV管理系统在AGV取货前、卸货前、取货完成、卸货完成等各阶段均会向上级管理系统发出交互信号,待上级管理系统确认后,AGV小车会进入取卸货机台,并根据不同机台,向当前对接的生产设备发送当前状态信息,待对接设备根据收到的信息,协助完成取卸货动作。待取卸货动作完毕后AGV管理系统还会自动将生产相关的物料信息反馈至上级管理系统,待上级系统给出下一步指令后,AGV小车方可继续运行(如图3)。
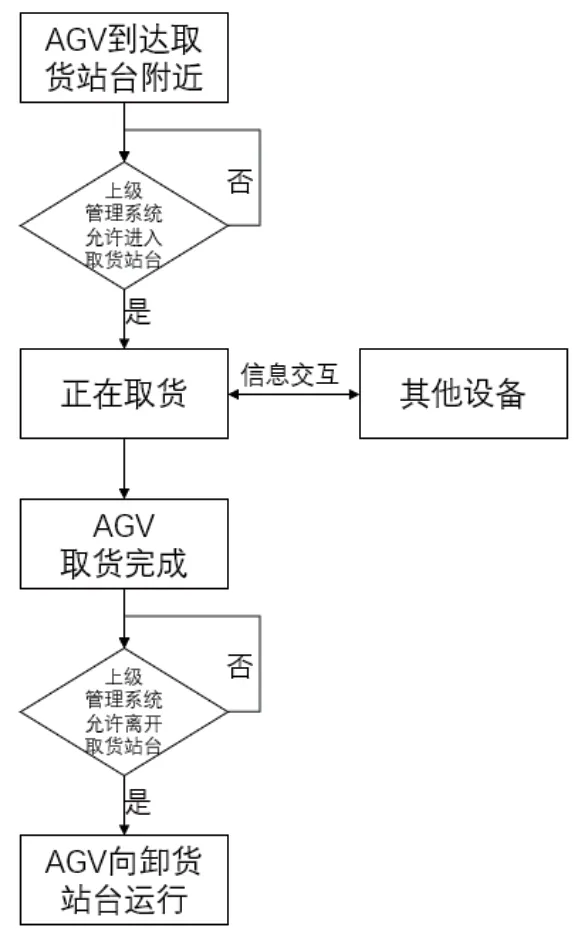
图3 AGV小车执行取货任务流程
3.取消任务的机制
如果上级系统下发指令有误或者人为干预,导致AGV小车接受到错误任务从而无法继续执行该任务时,可由现场操作人员在AGV触摸屏上选择任务取消,或由控制室人员在调度系统上将该任务取消,系统接收到取消指令后,将操作人员及该任务的状态信息记录,并调度AGV前往指定位置进行卸货操作,待卸货完成后,将任务自动取消。如果AGV小车还没有取到货物,任务直接取消无需卸货。取消成功后AGV自动接收后续任务指令。
4.路径规划
目前项目中的AGV全局路径规划是依据小车到取卸货站台的行驶时间最短的条件来为小车规划路径(如图4),以AGV当前位置节点为中心向外层扩展,直到扩展到所需到达的取卸货站台节点为止,计算从AGV当前位置节点到任务站台节点的最短权重路线,通过不断选择距离起点最近的节点,来逐渐扩大最短权重路径,直到覆盖任务站台节点,这里权重所代表的是行驶时间,行驶时间依据地图规划好的节点间距离除以地图中规划好的节点间行驶的最大速度可求得。但造纸行业AGV运行空间狭小,取卸货站台较多,容易造成多车拥堵,为解决多AGV在狭窄通道相互运行不受干扰,我们在全局路径规划基础上进行了优化。若在已有的路线上出现“另一辆正在迎面运行的AGV小车”时(如图5),运用动态修改权重方法起到了实时避障的作用,实现了在已经规划好全局路线情况下的动态避障(如图6)。

图4 AGV小车正常通行路线

图5 AGV小车堵塞路线

图6 AGV小车避障通行路线

图7 项目现场AGV使用情况
5.充电管理功能
由于造纸行业的生产任务比较繁琐,设置了若干个充电站,AGV小车在正常的运行过程中,AGV会实时监测电池电压及SOC等信息,当电池电压或SOC低于程序中预先所设定的值时,AGV小车将会产生一个“低电量报警”信号,它会向AGV管理系统发出充电请求指令,待AGV小车执行完当前任务后,AGV管理系统会调度AGV小车去就近的充电站进行充电。AGV充电过程中的一些状态信息和故障信息会实时发送至AGV管理主机和地面智能充电站,待电量充满后自动结束充电,AGV小车会继续接受新的任务或到待命站台等候下一个任务。假如发生故障,故障信息会显示在用户图形操作界面上,以方便故障时维修。
四、总结
围绕造纸行业AGV项目,通过对AGVS的研究和技术创新,根据项目现场的实际环境,采用全局路径规划与局部路径规划相结合的方式,有效地减少AGV小车堵塞等待时间,也有效防止了AGV与人、物体等发生碰撞,使系统更稳定、高效、安全地运行。
