硬质合金模修模机电气设计研究
2020-03-05郝振华张俊力
郝振华,张俊力
(宁夏东方钽业股份有限公司,宁夏 石嘴山 753000)
拉丝模修制设备经历了二代,第一代为美国进口卧式修模机它采用了开关延时控制方式,全部人工操作,效率低;第二代是我公司2005 年从德国斯考伯公司进口的ZPM 定径修模机,采用了继电器电路板控制方式,实现自动上模修模下模,生产效率大幅提高,是我公司拉丝模具的主要修制设备。由于长期使用电子元器件老化,电气故障率高,常出现控制失灵,损坏设备,模具修制精度差问题,因控制板无图纸和厂家设备更新无备件,长期停用。考虑到这台设备的机械运转部件状况良好,研究模具自动修制原理和工作步骤,重新对修模机自控电气线路设计和PLC 编程,实现全自动修模功能[1]。
1 技术改造设计方案
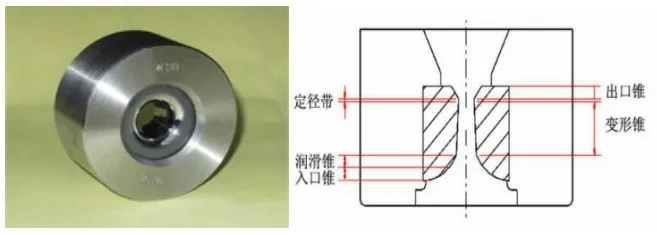
图1 合金模具修制实物图和结构图
1.1 定径区修模机自动修制原理和工作步骤分析
拉丝模由两个部分组成:模芯和模套。模芯由碳化钨硬质合金制成,模套由工具钢制成。模芯分为5 个区间:入口锥、润滑锥、变形锥、定径带和出口锥。修模机机头夹持角度钢针或塞规配金刚石研磨膏,在可调微压力下对拉丝毛坯变形区锥和定径区研磨修制,达到模具设计尺寸精度。
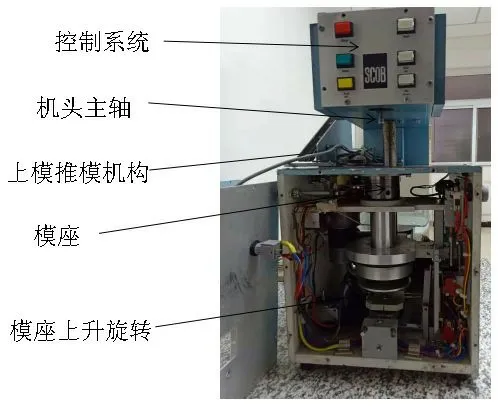
图2 ZPM 修模机结构图
1.2 设备主要结构和状况分析
结构主要由送模机构、模座升降旋转机构、机头主轴旋转及振动电机,下模、夹模电磁铁等部件组成。
电气控制主要:送模电机、模座升降旋转电机、主轴电机、振动电机各功能的模座上下行程限位开关、接近开关、电源开关(带欠压脱扣)、按钮等组成。对设备的工作原理深入分析,设计控制系统进行以下改造[2,3]。
1.3 原设备问题分析及对策
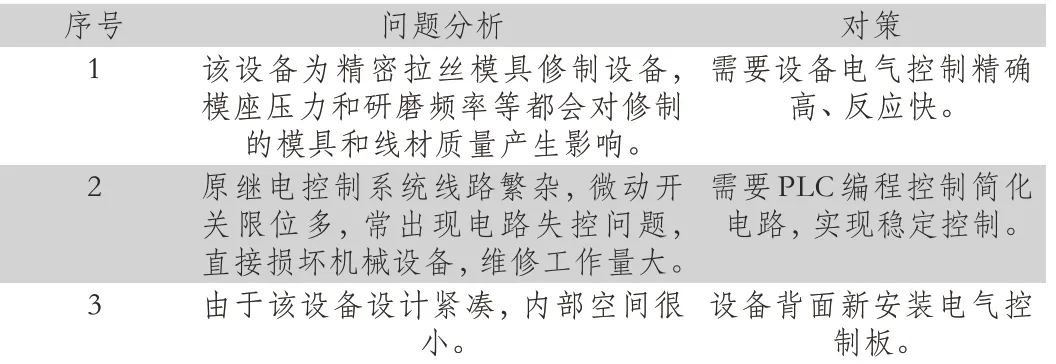
表1 问题分析及对策
(1)改造方案。①用可编程序控制器(PLC)代替原电路板继电器顺序控制。②使用原机的多个微动限位开关和无触点接近开关检测。③原多抽头铁芯变压器改为直流开关电源。④升降电机采用脉宽直流调速器,研磨电机采用数显直流调压板。
(2)器件选择。目前市场上PLC 有多种品牌,选择满足设备改造的需求,编程方便,价格便宜,选用三菱FX2N-36MR 型PLC 为控制核心,对整个电气系统作控制;输入、输出点留有扩展余量,便于以后改进。
①整机功率约250W,选用的开关电源为S-350W-24V,350W,24VDC。②模座升降电机为直流电机,工作状态:高速,低速,点动及正反转;驱动器选择国产脉宽直流驱动器DC 24DP 10BL,用于直流电机的无极调速及正反转控制;价格便宜,该调速器还具有a.电流限制调整(IR COMP)b.转矩补偿调整(TORQUE)c.加速时间调整(ACCEL)。③研磨电机电源采用0-24V 调压板XH-M403 数字电压电流调压模块。
(3)根据设备布局和原理功能,设计出PLC 接线图和电气原理图。
(4)根据修制模具的工艺要求程序流程图。
(5)自动修制工作原理说明。
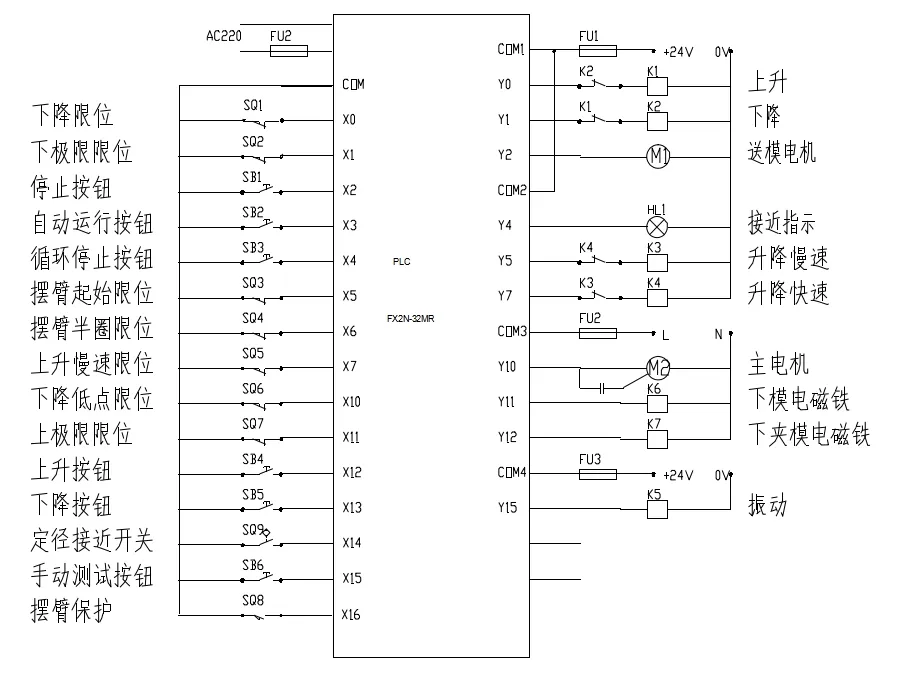
图3 ZPM 修模机电气原理图
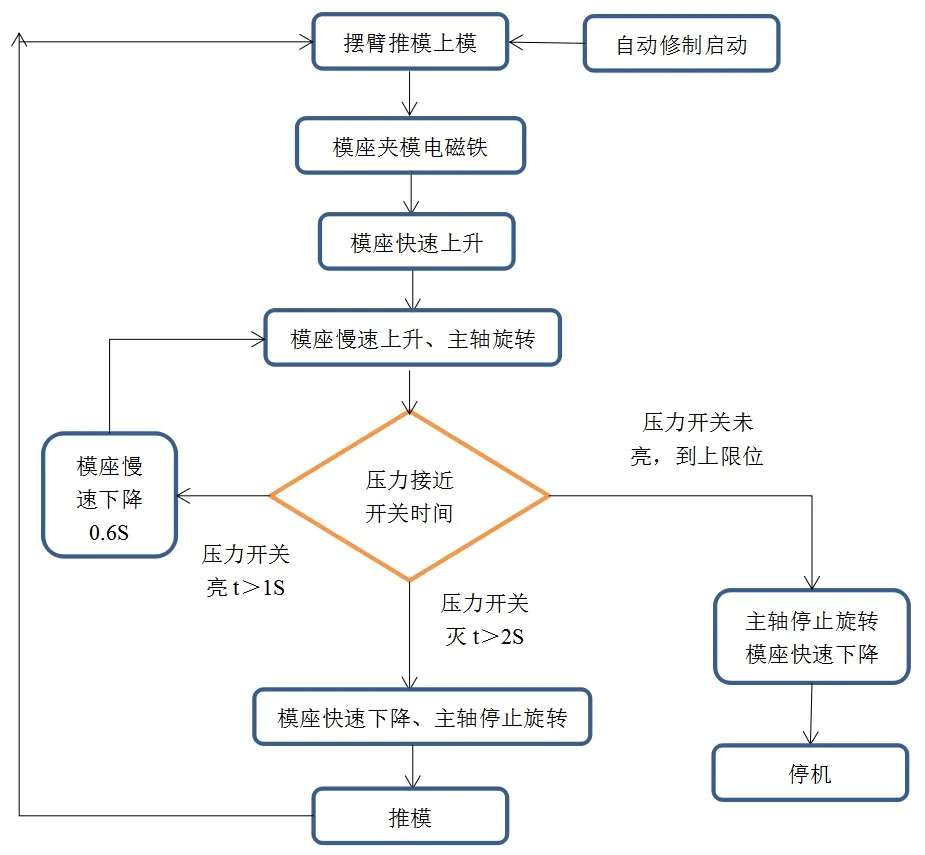
图4 ZPM 修模机自动修模原理流程图
①改造后PLC 接线如图3 所示所示。面板设急停按钮控制,紧急故障时,按下电源开关欠压脱扣动作,整机断电。当按下自动运行按钮时,按程序对模具进行修制 ,完成后自动开始一个模具自动修制,不停循环修制;当按下自动停止按钮时,完成以后回到起始位;当按下停止按钮时,设备立即停止在当前位置,按下降按钮到起始位才能启动自动运行。②上升按钮和下降按钮一般情况下是在自动故障或调试时使用,尤其是在模座压力调整时需要使用上下按钮操作,模座工作时是旋转状态,同时模座带有弹性,行程约5mm,当工作时模座上升,模具与针接触时,针会将模座向下压,当接近开关检测的模座时就停止上升,这时就是修制状态,模座压力是否调整合适是能否修好模具的主要因素之一。③自动修制模具过程:a、当按下自动运行按钮SB2,下模电磁铁吸合,滑道放下一个模具;b、摆臂电机把模具推到模座上方,并返回起始位停止;c、碰半圈限位使夹模电磁铁得电,模具落入模座,延时0.5s 进入下一步,模座夹紧模具快速上升,d、碰上升慢速限位X007 时,变为慢速上升,同时夹模电磁铁释放;e、主电机、研磨电机得电运转,当模具上升到与针接触时,接近开关X014 检测到模座,这时就停止上升,对模具进行研磨,f、当检测到X014 下降沿时,模座慢速下降,延时1s 慢速上升,重复模具研磨过程,当再次检测到X014 下降沿时,模座慢速下降,延时慢速上升超过2s 时就认为模具已经修好,就进入下一步;g、模具修制完成,模座快速下降,碰到下限位后模座停在原点;h、延时2s 后自动开始修制第二个模具。当模座无模具时,模座上升触发最高限位后,模座返回原点,自动修模过程结束。根据以上原理编制PLC 顺序控制程序,实现上述功能。
2 结语
通过修模机电气升级改造,修制动作动态响应快,精度高。经过使用证明,故障率大为降低,满足工艺要求,达到预期效果,提高了生产效率,也为公司节约了购买新设备二十万元,创造了效益。
