液压马达控制系统在高炉上料系统应用过程中的性能完善
2020-03-05马宁
马 宁
(唐山首信自动化信息技术有限公司,河北 唐山 063000)
该控制系统是首钢京唐公司一期二步高炉上料系统所使用的液压马达控制系统,液压马达用于驱动上料主胶带机的运行,主胶带机共3 条皮带,包括N1 皮带,N2 皮带,N3 皮带;其中N2 皮带主要是运输矿料,具体包括烧结矿1#~10#称量罐、球团1#~3#称量罐、矿丁1、矿丁2、焦丁1、焦丁2 称量罐,共17 个罐的原料;N3 皮带主要是运输焦炭及其它辅助矿料,具体包括焦炭1#~9#称量罐、块矿1#~3#称量罐、杂矿1#~4#称量罐、共16 个罐的原料,N2 皮带和N3 皮带依次分批将称量罐下放的原料运送至N1 皮带上,再由N1 皮带将原料输送到炉顶料罐中,最终送入高炉炉内进行冶炼[1]。
1 液压马达系统的组成
液压马达系统主要包含动力驱动站、液压管路、液压马达、SPIDER 控制器等几大部分,如图1 所示。
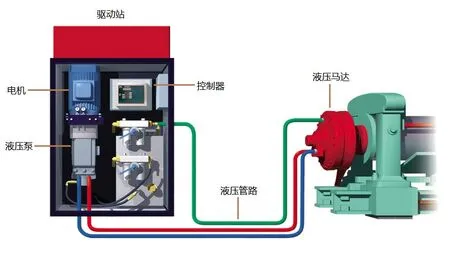
图1 液压马达系统示意图
N1 皮带共有5 套驱动站,每个站有1 台冲洗电机、2 台主电机,N2 皮带有3 套驱动站,每个站有1 台冲洗电机、2 台主电机,N3 皮带有1 套驱动站,有1 台冲洗电机、3 台主电机,如主电机发生故障,每个站可停用1 台主电机,包括N3,虽然他有3 台主电机,但它只有1 套驱动站,如果停用2 台主电机,只使用1 台主电机无法保证足够的动力,达不到设定的带速,所以最多停用1 台主电机。
如果单个驱动站设备故障造成皮带停机可停用该驱动站,执行甩站操作,其余驱动站可满足皮带带速要求,但每条主皮带最多只能停用一套驱动站,N1 皮带有5 套驱动站,N2 皮带有3套驱动站,N3 皮带只有1 套驱动站,所以甩站操作只是针对N1皮带和N2 皮带而言[2]。
2 液压马达的控制系统
2.1 Spider 控制器简介
Spider 控制器是一种集成控制系统,作为液压马达控制系统的核心控制单元,它与上料PLC 系统通过DP 网连接进行信号传输,实现主胶带机的启停、调速等控制,如图2 所示。

图2 Spider 控制器
2.2 Spider 控制器的控制原理
Spider 控制器的控制方式包含开环和闭环控制两种。当开环控制时,液压泵依据固定的出功设定来驱动液压马达;当闭环控制时,液压泵依据马达编码器返回的速度值进行PID 调节,保证速度为设定的速度。
3 液压马达控制系统所存在的问题
3.1 N3 皮带驱动站
N1 皮带有5 套驱动站,N2 皮带有3 套驱动站,N3 皮带只有1 套驱动站,如果N3 皮带驱动站的冲洗电机发生故障或者其它能造成驱动站停机的设备发生故障,如不能及时排除故障,N3皮带将无法启动运行,这也会造成上料系统无法向高炉正常送料,而且一旦冲洗电机损坏,更换时间大约为60min ~120min,这会造成高炉减风、停风,影响高炉正常生产。
3.2 通讯网络
液压马达控制系统具有远程、本体两种控制模式,远程控制是通过上料PLC 系统的SST 模块与驱动站控制器信号地址对应之后,通过网络通讯实现信号的传输及采集;本体控制则是通过在控制器面板人工操作实现马达的启动。
液压马达控制系统的通讯连接如图3 所示。
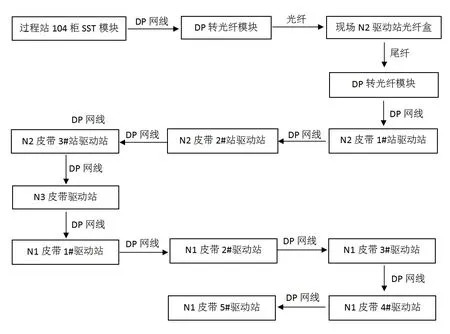
图3 通讯网络连接图
从图12 可以看出网络通讯设备较多、网络节点较多,并且三条主皮带的驱动站的通讯网络是串联的,一旦任何一个环节设备故障造成通讯故障都会造成N1、N2、N3 三条主皮带停机,并且故障排查难度大,时间长;目前京唐公司一期二步上料系统正常生产时的供料情况为每小时向炉顶输送5 批料,平均每12min 向炉顶输送1 批料,而处理网络通讯故障的时间一般在30min ~120min,这将势必造成高炉减风、甚至停风。
3.3 编码器速度反馈
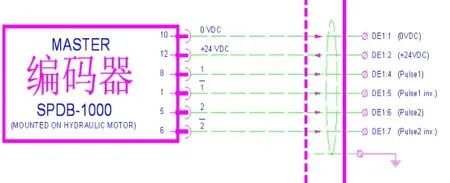
图4 编码器接线图
编码器是皮带速度的检测设备,也是液压马达实现速度闭环调节的重要设备,N1、N2、N3 皮带每一条皮带只安装有一个编码器,编码器信号分别接入N1、N2、N3 皮带其中的一个驱动站控制器中,通过DP 网络通讯实现每条皮带的各个驱动站获得速度反馈信号,从而参与完成速度控制的闭环调节,但是一旦速度反馈出现问题,液压马达同样会停机,例如编码器故障、接入编码器信号电缆的控制器故障、编码器信号电缆损坏、DP 网通讯故障,这些故障都会造成皮带速度反馈异常,并且排查此类故障的时间一般在40min ~90min,这同样也会造成高炉减风、甚至停风。
4 液压马达控制系统的性能完善
为了提高该系统的可靠性及稳定性,保证高炉上料系统生产的连续性,现对该系统进行以下改造工作:
(1)为N3 皮带增加1 套驱动站,包含1 台冲洗电机、2 台主电机,与现有驱动站实现互为备用功能。
(2)将液压马达的控制改为PLC 信号输出控制和网络通讯控制两种互为备用的控制方式,一旦其中任何一种控制方式出现故障,迅速在上位操作画面上切换到另外一种控制方式,减少主皮带的停机时间。
当通讯网络发生故障时,通过上位画面的控制方式切换按钮将网络控制方式切换为硬线控制方式,即由PLC 信号输出模块通过硬线将数字量、模拟量信号直接接入Spider 控制器的主板输入通道,控制冲洗电机、主电机、马达的启停及速度设定,同时液压马达的一些重要检测点也由Spider 控制器主板输出通道通过硬线接至PLC 信号输入模块,如油箱温度、皮带速度,主泵开度,从而实现快速恢复高炉上料主皮带运行的目的。
(3)分别给N1、N2、N3 主皮带各增装一个编码器,与现有编码器实现上位画面一键切换,当任何皮带有一路编码器发生故障时,通过上位画面按钮切换投入另外一路编码器运行,同时编码器信号改为由硬线分别接入各个主皮带驱动站的控制器内,减少主皮带停机时间。编码器的信号切换通过控制两组继电器实现,接线如图5 所示,因新增编码器与原编码器为同一轴的两侧安装,所以方向为反向,接线时需要注意。
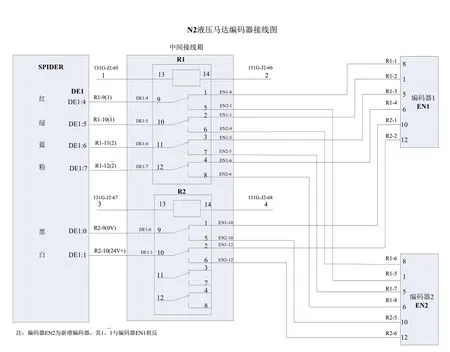
图5 双路编码器接线图
5 总结
通过以上改造,液压马达控制系统的可靠性及稳定性得到了很大程度上的提高,也大幅减少了高炉主皮带的停机时间,同时在不影响高炉正常生产的情况下也为处理液压马达设备故障提供了充足的时间,满足了高炉上料系统连续、稳定运行的要求。
