淬火机自动化控制系统在中厚板厂热处理线的应用
2020-03-05李嘉沛
李嘉沛
(山东钢铁集团日照有限公司,山东 日照 276800)
1 控制模式
(1)手动控制。热处理淬火机的控制方式可以设成手动模式。在手动模式下,淬火机PLC 的控制逻辑将根据生产工对现场钢板的实际情况来设定。程序的参数由生产工在HMI 画面上手动输入,在主画面上确认以后,淬火机的PLC 就根据HMI 上设定好的参数来执行。手动模式下,淬火机的操作模式设置,即连续淬火或者NAC 控冷模式是需要生产工手动设置。另外还要对这些参数设置:高压快冷喷嘴电动调节阀总流量和上下流量比设定;低压喷嘴电动调节阀总流量和上下流量比设定;辊道速度的设定;辊道加速度的设定等。
(2)自动控制。在自动模式下,控制系统会依照目前的钢板PDI 数据对之前已经设置好的规程进行调用。当钢板在炉后辊道马上进入水冷时,PLC 会根据检测元件反馈回来的淬火前钢板表面的温度,自动来修正。当水冷结束以后,PLC 就会根据温度计算模型进行自学习计算,下一张同种规格的钢板也可以应用这种自学习。
2 综合控制平台
2.1 通讯组件
通讯组件为过程控制系统和外界的接口,主要完成淬火过程控制系统与基础自动化系统、数据库、人机界面系统等的数据通讯和处理,以支持整个过程自动化控制。本系统和其他外部设备通讯,为基于TCP/IP 协议的以太网通讯。以Libevent 网络通讯中间件为基础,采用Socket 异步通讯方式,以及无锁消息队列控制做数据收发缓冲。
2.2 通讯逻辑
淬火机L2 平台同时与热处理炉L2、淬火机L1 以及L3MES进行通讯。
(1)淬火机L2 与热处理炉L2 通讯内容描述:钢板出炉前若干秒,发送待出钢板PDI 给淬火机L2,淬火机L2 根据PDI 信息获得所需规程下发给淬火机L1,同时进行模拟计算,获得温度场变化数据。
(2)淬火机L2 与淬火机L1 通讯内容描述:将待出炉的钢板规程信息发送给淬火机L1,在自动模式下L1 将根据规程信息控制调整集管的开启方式以及流量、水比等信息。
(3)当钢板运行于淬火机中时,L2 平台实时采集淬火机L1传递过来的各项参数信息,一方面作为L2 平台中跟踪界面上钢板运行状态的同步显示;另一方面将采集到的信息进行收集整理,作为生产实绩数据。
(4)当钢板下线时,L1 给L2 发送下线信号,L2 平台将采集到的生产数据存储到数据库中,同时发送给L3MES。
(5)淬火机L2 与L3MES 通讯内容描述:钢板下线时刻淬火机L2 发送生产实绩给L3MES。
2.3 数据库控制
数据库访问组件基于Windows 系统提供的ADO 通讯模型进行封装,采用短连接方式进行与数据库的通讯。
根据现场实际情况,二级过程控制系统采用Sql Server/Oracle 两种数据库中的一种,数据库负责存储工艺规程数据、生产实绩以及PDI 数据等。
3 区域跟踪系统
该系统主要实现钢板从进入淬火机开始到出淬火机结束整个过程的钢板位置及状态情况跟踪,包括淬火队列跟踪和淬火机内跟踪。该过程的实现需要通讯模块,数据库系统的配合。包括从PDI 录入界面上输入钢板信息(包括批号、钢种、炉号、板厚、板宽、板长)钢板往炉内队列中的加入和钢板信息在炉内队列中的显示。淬火机内跟踪包括入淬火机等待队列,淬火机内队列及钢板在淬火机上的位置跟踪。
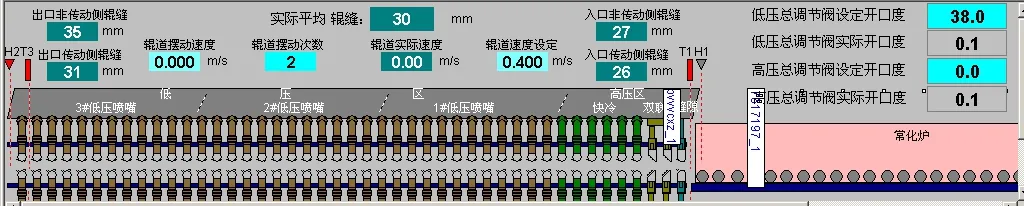
图1 淬火冷却设备运行图
(1)淬火机内钢板位置跟踪。位置跟踪即将实际钢板在淬火机中的位置、速度及摆动情况显示到界面上,以便操作员判断淬火情况。具体功内包括以下四点:对淬火辊道上的钢板位置及其状态进行跟踪;对淬火冷却设备状态进行跟踪;对基础自动化传递的板材测量数据进行管理;协调热处理线过程过程控制系统的生产节奏;位置跟踪的实现通过计算辊速与入淬火机时间来实现。显示功能及数据提供由基础自动化来实现。
(2)淬火队列跟踪。淬火队列跟踪包括两部分:等待入淬火机队列和淬火机内钢板队列。
当淬火机接到热处理炉发出的出钢信号后,将PDI 操作区的钢板信息显示在等待入淬火机队列中。同时,钢板信息也将保存到HMI 数据库中。等待入淬火机队列显示的内容包括:序号、批号、钢种、炉号、板厚、热处理模式和淬火模式7 项。
4 经验管理系统
经验管理系统用于将已调试过的淬火规程存入系统数据库中,以备生产相同钢种时调用。规程管理系统的操作主要是对数据库的操作,包括:将现有规程存入系统数据库中,修改已存在的规程,删除多余规程及过期规程和调用已存在规程。
(1)保存规程。经过调试后,板形指标及温度指标均达标的规程通过界面操作保存到系统数据库中。同时需要保存的还有钢种及淬火钢板基本信息。
(2)修改及删除规程。当需要对已存在淬火规程做进一步调整时,通过界面输入,将新规程输入到系统数据库中并保存。对于无效或过期规程,可以通过界面操作将其删除。
(3)规程调用。调用规程有手动和自动两种方式。在自动模式下,区域跟踪系统中给出出钢信号,系统自动调用经验管理系统调出相应钢种及厚度的规程,并发到界面上;在手动情况下,操作人员通过界面操作输入钢板信息,调用系统存在的淬火规程。
(4)记录及打印。该系统提供两种记录数据方式,分别为:按钢板块数记录及按系统时间进行周期扫描记录。
5 过程控制模型系统
此系统的主要作用就是设定淬火和NAC 控冷的规程。以数学模型为基础,通过规程计算,保证热处理后达到预期的温度。设定计算功能的实现也是过程控制系统投入的根本所在。此功能由炉后的检测仪表反馈信号来触发,通过数学模型计算,将计算出来的的规程自动发送到淬火机HMI 上,主要是根据板厚、出炉温度、钢种等信息以及淬火后所要达到的淬火温度等控制要求来进行计算。过程控制模型系统分为淬火过程控制模型系统和NAC 控冷过程控制模型系统。
5.1 淬火过程控制模型系统
当钢板基本信息由热处理炉的二级系统传给淬火机二级过程控制模型系统后,系统自动来进行规程的预计算。输入是钢板的PDI 数据(由区域跟踪系统提供) 模型参数(由数据库提供)设备参数(由基础自动化提供)等。输出量为温度控制参数(传递给HMI)、水量及水压参数(传递给HMI 辊速(传递给基础自动化)等。当淬火机接收到炉子下发的PDI 信息后,根据钢板厚度对已添加的规程进行遍历,如已有针对该厚度的规程,则直接进行调用。则选用厚度差最小的规程(包括辊速、水量、水比等)并根据厚度添加为新建规程。温度场计算中,初始换热系数通过对不同温度不同水量对应的换热系数值进行插值再乘上修正系数获得,初始温度场为加热炉设定的加热温度,当计算心部温度到达30℃时计算停止,根据所需要的时间确定淬火时辊速,将制定好的规程发送给一级进行执行。
5.2 NAC 控冷过程控制模型系统
模型组成主要有规程计算和自学习计算。规程计算主要为空冷温度场和水冷温度场的计算。当淬火机接收到钢板出炉信息后,根据现有工艺信息判断是否需要添加新的规程,或者对现有的规程进行自学习。根据获得的PDI 数据和设备参数进行规程计算,初始换热系数通过对不同温度不同水量对应的换热系数值进行插值再乘上修正系数获得,当计算温度场表面位置处达到目标温度,输出计算时间,计入规程,NAC 控冷结束后,淬火机后的测温装置实测钢板处淬火机温度,计算值与实测值进行比较,对计算过程的综合换热系数值进行自学习,用与下一块相同规格钢板的温度场计算。
