智能工作面电液控制装置水处理系统应用分析
2020-03-03朱泽斌
朱泽斌
(同煤集团马道头煤业有限责任公司,山西 大同 037000)
1 概况
马道头矿8404工作面采用综采一次采全厚放顶煤开采,采高为3.9 m,放煤厚度11.36 m,采放比约为1∶2.91。该工作面为同煤集团建设的智能化综放工作面,采用液压支架电液控制系统、采煤机截割高度记忆系统、综放工作面自动化监控系统,可通过矿井和工作面网络系统,实现工作面设备远程监测监控,通过顺槽计算机进行生产过程自动化控制,自动控制系统和机电设备正常运行是保证智能化工作面的高效安全开采的基础。
智能工作面实现液压支架自动控制,必须要有电液控制装置,通过控制先导液经过先导过滤器后进入先导阀,先导阀的动作会顶开主阀的阀芯,从而使大流量的乳化液进入相应千斤顶,实现千斤顶动作。先导液起到控制主阀芯的作用,它的流量小,过液孔只有针眼大小,先导阀过滤器如果被杂质堵塞,先导阀将停止动作,支架就无法动作。因此,电液控制运转良好的核心之一是保证乳化液的绝对纯净。而且乳化液中存在杂质也会加快工作面液压设备的磨损和腐蚀,导致液压支架存在安全隐患。
由于进入电液控制装置的清水在净化和运输过程中,可能会存在悬浮物、粒度、酸碱、浊度及杂质等有害物质,直接配比进入乳化液必然会影响乳化液的纯净度,所以,在已有的支架回液过滤站和高压反冲过滤站的基础之上,必须设置水处理系统,从水源上保证乳化液的纯净度。
2 电液控制装置水处理系统
2.1 系统组成及工作原理
该系统主要由过滤器组、软化水装置、储水箱、自动配比装置组成,进入到工作面的清水首先经过过滤器组,对水中含有的悬浮物、杂质、颗粒物等进行过滤,保证水的纯净度。其次经过软化水装置,对水中的酸碱离子进行软化处理,防止酸、碱性水对设备的腐蚀;之后存储于储水箱内,当需要供液时,增压泵启动,净化后的水进入乳化液自动配比装置进行配液;最后通过乳化泵液箱和泵站给工作面液压支架进行供液。其流程及原理见图1。
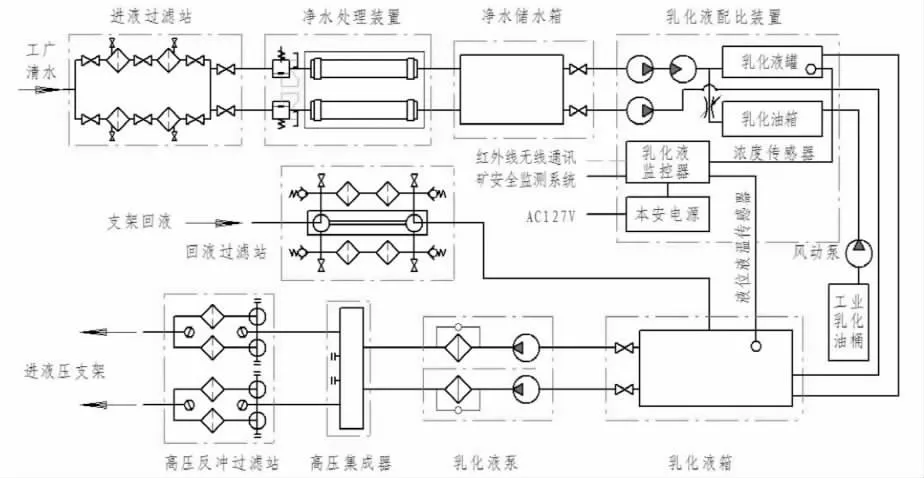
图1 水处理系统流程及原理
2.2 系统硬件设备及使用要求
(1)GLQZ2000型过滤器组
该过滤器组主要参数为: 供液压力0.5~6 MPa,公称流量为2000 L/min,进出液口为DN50快速接口,见图2。
使用要求为:①在日常使用过程中,由于环境和水质的不一,会经常使过滤网被污物堵塞而影响供水,因此必须清洗过滤网,要求每班需清洗一次,但清洗周期可结合水质情况进行调节;②过滤器进行清洗时不需拆卸过滤器,四个过滤器可进行轮流清洗,即:将某一个需清洗的过滤器进出液球阀关闭,拧掉排污堵头放尽内部积水,打开反冲阀,慢慢转动反冲管上的手轮,利用其他过滤器过滤后的清洁水经反冲管冲洗过滤网,这时过滤网上的污物经排污口排出;③清洗清洁后关闭反冲阀,拧上排污堵头,打开进出液球阀,放尽空气后关闭防气阀;④定期安排人员检查设备连接处的密封情况,是否存在漏液现象,发现漏液及时处理。

图2 GLQZ2000型过滤器组
(2)MK-RF软化水装置
该设备参数为: 进出液口为DN50快速接头,产水流量6 t/h,工作压力≥1.2 MPa,为保护膜元件不被损坏,水压大于1.4 MPa时,安全阀自动开启卸压;该设备过滤精度分为四级过滤,一级为50 um过滤袋2只,二级为20 um过滤袋1只,三级为5 um过滤棒20只,四级为膜元件6只,见图3。
使用要求:①过滤介质应及时更换,防止过滤棒污染受抯,造成凹裂后,泥沙流入膜体内,导致膜元件严重堵塞报废;②一二级过滤介质正常水质为7~10天更换一次,三级为15~20天更换一次,四级为半年清洗、一年更换,更换周期可根据水质情况延长或缩短更换周期,也可观察设备的运行压力,当压差达到规定时,应更换对应的过滤介质,更换前应先排放完过滤器内余水后再更换;③每天观察运行药剂数量,并适时添加,排污截止阀不允许完全关闭,否则水中的重金属、钙镁离子等离子成分附着在膜体内,造成膜原元污染,产水率低;④如暂时不用水,需要停止运行5 天以下时,每天应该运行2 个小时以上,防止系统内细菌等微生物滋生;⑤遇到检修或更换工作面等情况,需要停止运行5天以上,1~2个月以下时,必须对MK-RF 型综采乳化液配水处理成套设备进行长期停运保存,长期停运保存操作,需要设备厂家培训合格的人员现场指导,不得自行操作。

图3 MK-RF软化水装置
(3)ZNR 矿用乳化液自动配比装置
该设备参数为:配液能力12 t/h,乳化油箱容积600 L,输入电压为660V/1140V、127V两种电源,配液浓度范围0%~10%,显示传输误差≤0.5%,进出液口为DN50快速接头,进油口为KJ25 快速接头。
3 应用情况
马道头矿8404智能化综放工作面所采用设备于2018年10月份地面调试,2019年1月份井下安装调试完成、2月份试生产、正式生产,截至2019年7月31日,累计安全生产原煤4.93 Mt。工作面各设备工况良好,设备损坏率低,设备开机率保持在93%以上,没有出现因乳化液纯净度低而造成的电液控制系统失效问题,实现了工作面回采期间电液控制系统的安全高效运转,避免了液压设备的磨损和腐蚀,降低了设备检修维护工作量,保证了设备的稳定、可靠服务,试验表明应用效果良好。
4 结语
智能化工作面是煤矿未来发展的方向,电液控制系统是实现智能化工作面的基础,纯净的乳化液是保证电液控制系统运转良好的核心,在已有的支架回液过滤站和高压反冲过滤站的基础之上,设置电液控制装置水处理系统可以从源头上保证乳化液的纯净度。
