高速钢轧辊在河钢宣钢小螺纹生产线的应用
2020-01-18廖春光
廖春光
河钢宣钢一钢轧厂 河北宣化 075100
轧辊是轧钢生产过程中易消备件之一,轧辊消耗通常占轧钢生产总成本的10% 以上。高质量的轧辊备件不仅对提高钢材质量起着至关重要的作用,同时轧辊寿命的延长还能提高轧机作业率,而提高轧辊寿命的首要措施就是改善轧辊材质。目前轧辊材质发展的趋势是使用合金元素,且合金化程度正在逐渐提高。河钢宣钢一钢轧厂一小型作业区在精轧关键架次应用高速钢轧辊,充分利用该轧辊强度高、耐磨性好的特点,提高了精轧末架次红坯的尺寸精度,从而保证了切分轧制小规格螺纹钢的产品质量[1]。
1 螺纹钢生产轧辊应用现状
传统轧钢生产中,通常使用整体轧辊,离心复合无线冷硬铸铁轧辊因其在价格、质量上的优势一直处于主导地位。随着钢材质量及产线生产量的提高,高速钢离心轧辊、高铬铸铁离心轧辊等新产品逐步应用到部分机架。近年来,由于对轧辊耐磨性要求的进一步提高,通常用于高线生产的硬质合金辊环也逐步应用到螺纹钢生产中。随着多线切分生产的发展,轧制工艺对精轧,特别是切分、预切分以及成品机架的料型控制要求日益提高,高速钢轧辊因单槽轧制量高、料型稳、硬度均匀且大小辊径使用时过钢量差别小等优点,在切分轧制小规格螺纹的K1、K3 和K4 架次得到了广泛应用[2]。
2 高速钢轧辊的优点
最先的高速钢轧辊是使用高速工具钢制作轧辊,制造成本高,应用范围很小。上世纪80 年代末期,为推广高速钢轧辊的应用,开发出以铸钢、锻钢或球墨铸铁做轧辊的心部,用高速钢做轧辊的工作层,工作层和心部以冶金方式结合的复合轧辊铸造技术。这种高速钢轧辊具有以下优点:
①工作层采用高碳高速钢,工作层钒、铬、钼、钨、铌、钴等合金元素含量较高,因而工作层组织中的碳化物以MC 型和M2C型为主,硬度高、分布均匀,具有很高的耐磨性。
②轧辊热稳定性和红硬性好。
③因高速钢材质具有很好的淬透性和淬硬性,轧辊从表面到内部硬度均匀,轧辊整体均具有良好的耐磨性。
④只要能保证良好的冷却条件,辊面就可以形成附着力强而致密的氧化膜,这层氧化膜的存在可以使轧辊的耐磨性进一步得到提高。
⑤由于采用了铸钢、锻钢或球墨铸铁等做轧辊的心部材料,故而轧辊强度比较高。
3 河钢宣钢小螺纹生产线高速钢轧辊的应用
一小型作业区产品主要为φ12 四切分及部分φ16 规格二切分,年产量100 万吨,全线18 架轧机。四切分轧制φ12 规格在K 1、K 3 和K 4 架次使用高速钢轧辊后,单槽轧制量提升1.5-3 倍,换辊次数由每班3-4 次,减少为两至三个班一次,轧辊研磨量减少,提高了生产作业率和成品质量。使用高速钢轧辊与普通轧辊比较表如表1。
高速钢轧辊耐磨性好,轧槽磨损均匀,综合比较其轧辊成本比普通辊低35-45%,且高速钢轧辊轧槽不易崩槽,提高了作业率。使用后钢材表面质量提高,切分线产品尺寸均匀,各线成品总长度极差在200mm 以内,成材率进一步提高,使用普通辊和高速钢轧辊螺纹表面对比图如图1。

图1 普通辊和高速钢轧辊螺纹表面对比
4 高速钢轧辊使用注意事项
因为高速钢轧辊硬度高、脆性大,在使用中要保证足够的冷却水压力和水量,经生产实践证明,水压不宜小于0.8MPa,水量分配上要保证向轧辊中部集中且出钢侧水量要大于进钢侧水量,从而减少轧辊表面的热凸度差异,使辊面的氧化膜持久,防止辊面产生热裂纹及崩槽。一小型作业区采用了对精轧使用高速钢轧辊架次的机组单独配备增压泵的方式增加了相关架次的供水量,通过使用专用冷却水嘴及合理设置水嘴角度的方法保证了高速钢轧辊在精轧架次的正常使用[3]。此外还需要注意的是,一旦发生堆钢不能立刻停水处理,要继续给水冷却,待辊面温度降下来后方可停水处置。
5 结语
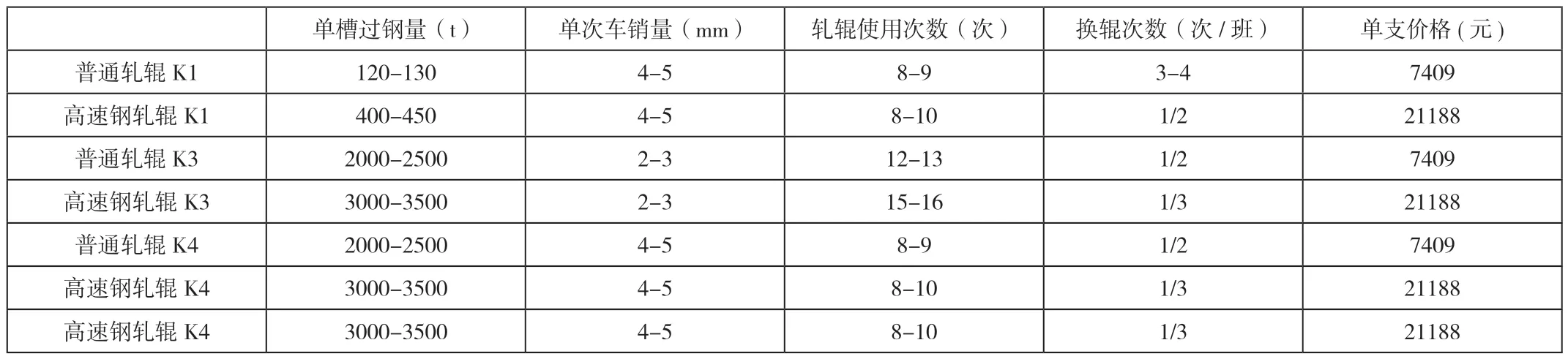
表1 φ12 规格高速钢轧辊与普通轧辊对比
宣钢一小型作业区在切分生产小规格螺纹钢生产中,在精轧机组的切分、预切分和成品架次通过使用高速钢轧辊提高了切分轧制各线差,稳定了料型精度,提高了单槽轧制吨位,显著减少了轧线换辊次数,提高了生产作业率。
