工程钢模板的二氧化碳气体保护焊工艺研究
2020-01-17程登武
程登武
甘肃省水利水电学校 甘肃 兰州 730020
1 序言
随着现代高科技产品的发展和对焊接产品质量、数量的需求不断提高,以焊接机器人为核心的焊接自动化技术已有了长足的发展。焊接机器人是焊接自动化的革命性进步,它突破了焊接刚性自动化的传统方式,开拓了一种柔性自动化生产方式[1,2]。本文对建筑模板的机器人焊接过程及工艺参数进行研究,为提高建筑模板生产的整体制造水平和自动化程度,稳定产品焊接质量,改善工人劳动条件,提高产能,使建筑模板生产过程中的备料、拼装、焊接中关键工序的生产技术实现自动化奠定一定的基础。
2 建筑钢模板焊接实验设计
母材由低碳钢板组成,焊丝选用LHQ50-6型CO2气体保护焊丝,其直径为1.2mm。具体试验方案如下:
(1)4mm 钢板与4mm 钢板的90°角焊缝,分平焊和立焊;
(2)4mm 钢板与2mm 钢板的90°角焊缝,分平焊和立焊。
3 建筑模板机器人焊接试验
CO2气体保护焊接工艺参数的正确选择是获得高生产率和高质量焊缝的先决条件,各种焊接工艺参数的选择是以焊接生产率要求、被焊工件材料、焊缝的位置和形状,以及焊接设备情况为基础的。CO2气体保护焊接通常采用短路过渡及细颗粒过渡工艺,工艺参数主要包括:焊丝直径、焊接电流、电弧电压、焊接速度、送丝速度、焊丝伸出长度、气体流量、电源极性、焊枪角度及焊接方向。
焊接过程中:焊枪角度均为70°~80°,气体流量均为15~20L/min,焊丝伸出长度均为2cm 左右,焊丝直径为1.2mm,焊接方向平焊均是从右向左,立焊均是从上向下,平焊均加2mm 摆动,立焊均不加摆动。
3.1 4mm 钢板与4mm 钢板角焊缝焊接
(1)平焊工艺参数:送丝速度13.5m/min,焊接速度65cm/min,给定电压40V。
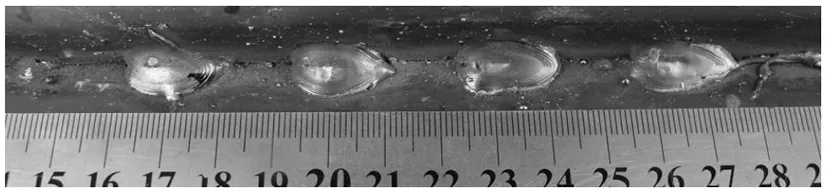
图1 等厚平焊角焊缝
(2)立焊工艺参数:送丝速度10m/min,焊接速度65cm/min,给定电压28V。
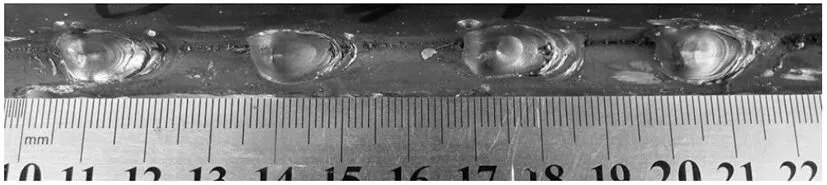
图2 等厚立焊角焊缝
(3)立焊工艺参数:送丝速度11.5m/min,焊接速度65cm/min,给定电压28V。
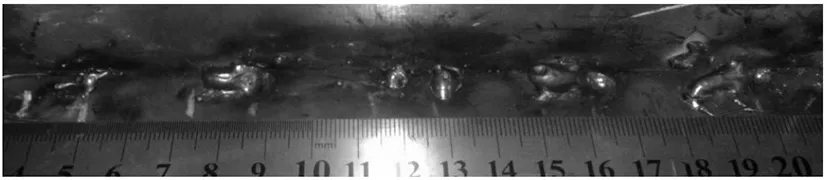
图3 等厚立焊角焊缝
观察图2和图3可以发现,立焊时,采用自上向下焊接,可得到较好的焊缝成形与质量,这是由于在此焊接过程中保护气和电弧吹力方向均向上,对熔化金属产生向上的拖持力,阻碍其向下流动;而采用自下向上焊接时,保护气和电弧吹力促进了熔化金属的向下流动,导致焊缝成形及质量较差。所以,在模板生产过程中立焊均采用从上向下焊接。
对比图2和图3也可以发现,采用相同焊接方式(立焊)、送丝速度和电弧电压时,焊接速度的变化对焊缝成形有很大的影响,这主要是因为大焊速下,焊丝熔滴与母材熔融金属不能很好地融合,造成驼峰焊道缺陷,因此,采用二氧化碳气体保护焊焊接时,要获得成形美观的焊缝,不仅要有合适的匹配电弧电压,而且要采用与送丝速度相匹配的焊接速度是关键。
3.2 4mm 钢板与2mm 钢板角焊缝焊接
(1)不等厚钢板平焊参数为:送丝速度5m/min,焊接速度55cm/min,给定电压23V。
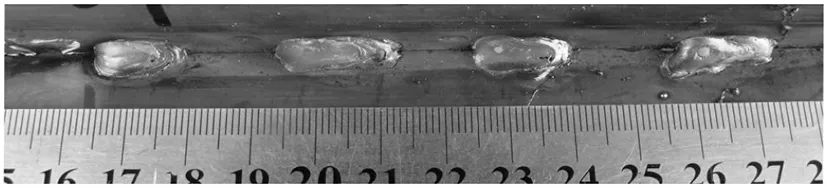
图4 不等厚平焊角焊缝
(2)不等厚钢板立焊参数为:送丝速度5m/min,焊接速度55cm/min,给定电压23V。
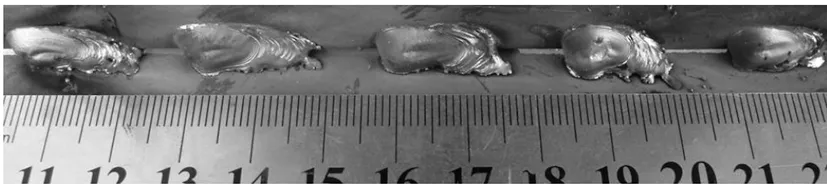
图5 不等厚立焊角焊缝
图3 是因为送丝速度太快使得焊接电流过大导致母材烧穿而焊穿了钢板。为此,我们减小送丝速度,让焊接电流降低,解决了这个问题,得到了焊接质量上佳的焊缝。
图4是因为送丝速度较小使得焊接电流比较小而导致熔宽较窄,焊缝成形不是太好。当增大送丝速度后,熔宽明显增加,如图5 所示。由此可以看出,只有焊接电流即送丝速度合适,与母材厚度匹配时,焊缝成形才会较好,从而得到符合要求的焊缝,送丝速度太大或太小都是不行的。
4 结论
通过不同板厚平、立焊工艺实验研究发现,当立焊时,采用自上向下焊接,可得到较好的焊缝成形与质量,这是由于在此焊接过程中保护气和电弧吹力方向均向上,对熔化金属产生向上的拖持力,阻碍其向下流动;而采用自下向上焊接时,保护气和电弧吹力促进了熔化金属的向下流动,导致焊缝成形及质量较差。所以,在模板生产过程中立焊均采用从上向下焊接。平焊时,送丝速度太快焊接电流过大会导致母材烧穿而焊穿钢板。通过减小送丝速度,让降低焊接电流,获得焊接质量上佳的焊缝。送丝速度较小焊接电流比较小而会导致熔宽较窄,焊缝成形不是太好。
