关于高阻值碳油阻值测试与探讨
2020-01-17陈志强宋清双
陈志强 郑 威 宋清双 孙 淼
大连崇达电路有限公司 辽宁 大连 116600
1 前言
随着电子信息产业和PCB 板的快速发展,导电碳油PCB 板快速增长,主要使用领域:手机软板,医疗电子,通讯设备,汽车电子,智能标签,射频识别等行业,大量应用;
由于导电碳油板应用在不同领域,所以对碳油阻值有不同的要求,碳油阻值又分为高阻碳油和低阻碳油,高阻碳油(一般阻值>100欧姆方阻)应用在电阻类产品中较多,而低阻碳油(一般≤100欧姆方阻)应用于触电、导电线路和灌孔导通,所以不同领域要求不同阻值的碳油,满足客户要求;由于低阻碳油在PCB 领域加工比较成熟,本次不再介绍,本次只探讨高阻碳油的加工方法和阻值控制,希望本文能为同行业类似问题提供参考。
2 碳油组成和方阻简介
2.1 碳油组成和主要厂家 导电碳油主要成分为石墨、碳粉、树脂,硬化剂等组成,是一种单组份热固性导电油墨,主要碳油厂家,德国PETERS的SD2841HAL、英国ED7100,日本TAMRA MRX-713J-A,盛田CAPITON—901A,根据客户对阻值的要求,选用相应的厂家和碳油型号;
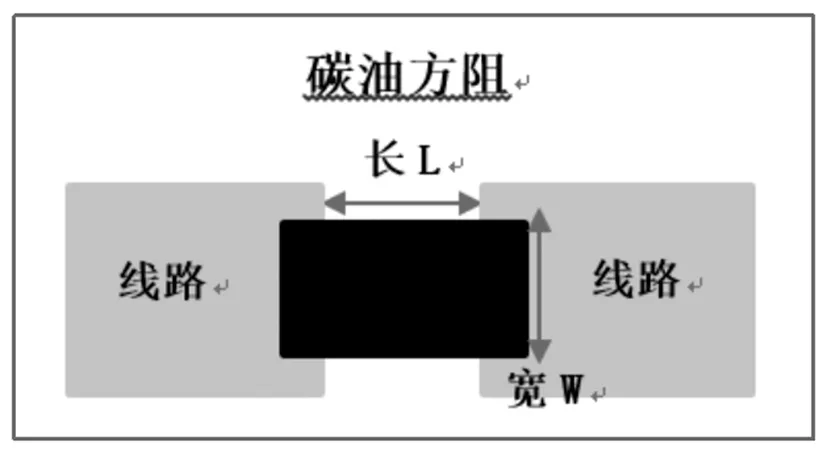
2.2 碳油方阻 通常阻值R 与导体的电阻率ρ、截面积S和长度L有关,其关系表示为R=ρL/S。业界通常用以方阻α、线路端点间距L和碳油印刷宽度W(如图1所示)表示阻值为R=αL/W,即方阻为α=WR/L;方阻α即L与W 相等时的阻值,与电阻率ρ和碳油印刷厚度有关。在碳油印刷均匀分布的情况下,可以认为同一批次碳油印刷的方阻α是不变的。首件确定现有制程条件下的方阻α后,再根据阻值的需要最终确定碳油尺寸L与W。
3 高阻碳油试验过程
3.1 影响碳油阻值的因素 由于碳油阻值与具体加工过程有很大关系,为了满足客户对阻值的要求,需要控制以下三方面:碳油选择;碳油厚度和平整度;烘烤设备和参数;
碳油厚度与这些因素有关:如丝网类型、网孔大小、丝网目数、网版膜厚、刮胶硬度、印刷压力、印刷速度、烘烤时间,烘烤温度等参数有关,一定要通过实验测试,优化一套合理、可控的工艺流程和参数,以确保碳油阻值的稳定性;
在碳油生产过程中,往往相同型号和批次的碳油,在不同的厂家、或不同的设备,加工后其阻值变化比较大,需要通过实验确认,形成最优的加工方法和控制参数,批量生产才能满足阻值要求;
3.2 高阻碳油阻值方案试验过程

项目 测试过程网版张力 复合钢网或钢网网目 200目钢网网版张力 24~26(N/cm2)制网感光胶 感光胶和水菲林25um油墨 碳油方阻为300Ω/□印刷 全自动丝印机刮胶 肖氏硬度,三层硬度中间90度两边70度印刷压力 4-6kg/cm2印刷速度 (80-150)mm/sec覆墨速度 (100-200)mm/sec外观标准 碳油印刷检查标准:下墨均匀,无洇涟,表面无异物烤板 热循环风烘烤 IR 烤炉 热循环风烘烤+IR 烤炉烘烤参数 180±5℃/35min 见IR 烤炉温度曲线 /阻值测试 具体见阻值测试曲线
小结
为了确保碳油阻值的稳定,在丝网印刷过程采用复合钢网,网版制作采用感光胶和25um 的水菲林,印刷刮胶平直,丝印刮刀左右压力平衡均匀;确保印刷质量;
1)采用复合钢网(钢网)印刷,印刷后碳油表面平整,线路边缘平直;
2)感光胶和水菲林制作网版,表面平整,印刷碳油厚度均匀;
3)刮胶采用三层刮胶硬度,确保印刷下墨均匀,随印性良好;
4)丝印机刮刀左右压力平稳,确保丝印整板印刷下墨均匀;
以上措施,采用比较严格的印刷条件,确保丝印后碳油厚度均匀,印刷边缘平直,碳油阻值稳定,以上加工参数不做对比试验,按现有工艺流程和参数加工;
3.3 IR 烤炉温度曲线

项目 1段 2段 3段 4段 5段 6段 7段 8段 9段温度(℃) 160±8 170±5 180±5 185±5 190±5 190±5 190±5 180±5 170±8传送速度 3.0m/min
小结
IR 烤炉参数按我司参数加工,只是降低输送速度,增加烘烤时间,确保烘烤彻底;
4 碳油厚度和阻值测试
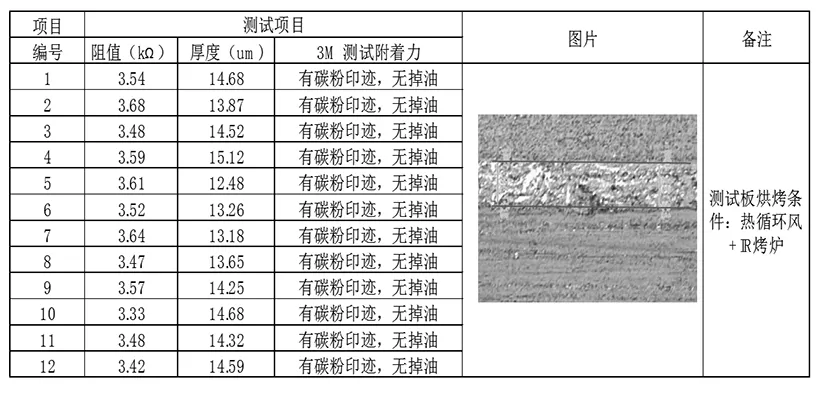
4.1 碳油厚度 按以上流程加工后,测试碳油阻值合格,对合并位置打切片测试碳油厚度,并用3 M 胶带确认油墨附着力,具体见下表:
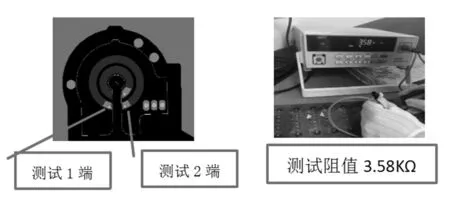
4.2 碳油板测试图形及仪器
测试仪器:直流低电阻测试仪(YG3540)
测试位置:测试图形和阻值如图所示:
4.3 碳油阻值曲线 对比热循环风烘烤和IR 烤炉烘烤高阻碳油板,碳油阻值要求:3.70±20%kΩ(范围:2.96~4.44KΩ),值变化状况如下:

小结
1)高阻碳油采用不同设备和烘烤参数,对碳油阻值影响比较大,如上阻值曲线;
2)采用热循环风烘烤,碳油阻值明显偏大;只采用IR 烤炉烘烤,碳油阻值也偏大,说明碳油没有烘烤彻底或烘烤不均匀,导致碳油阻值不稳定;
3)采用热循环风+IR 炉烘烤,碳油阻值整体降低,明显区域平稳,说明碳油板印刷均匀,且烘烤彻底,其阻值能够有效控制在要求范围内,对采用热循环风+IR 炉烘烤的板再次过回流焊,测试其阻值虽然有稍微降低,但没有明显波动,阻值基本稳定;
4)本次试验只测试温度对高阻碳油的影响,碳油附着力和耐摩擦性能不做测试要求;
总结
从以上试验可知,为了达到客户要求的碳油阻值,即要满足以下条件,如碳油方阻、网版张力稳定和平整、印刷压力平衡、刮胶平直等条件外,还要根据不同碳油性能,试验测试烘烤条件,使碳油烘烤彻底达到阻值稳,满足在客户端,过回流焊后碳油阻值任然稳定,达到产品质量可靠;希望以上测试结论能给同行提供参考;
