冷轧连退清洗段带钢跑偏问题分析与控制
2020-01-17田井新崔籍升
田井新 崔籍升 高 云
武钢有限检修中心 湖北 武汉 430080
1 前言
冷轧厂连退线主要生产高质量汽车板和家电板,因长时间的使用设备磨损、锈蚀、基础下沉等原因入口清洗段到入口活套之间辊系出现带钢向操作侧跑偏现象。生产宽板跑偏更为严重,影响了现场生产的顺行,大大降低了连退线的作业率和产品的成材率。为了解决清洗段带钢跑偏问题,我们需要对引起跑偏的原因进行分析,制定相应措施,采取有效的方法。
2 影响清洗段带钢跑偏的原因
如果带钢在辊面受力不均或与辊子轴线不垂直,带钢除了受向前运行的摩擦力以外还有向侧面偏移的轴向力,带钢就会出现跑偏现象。如果生产过程中辊子与轧制线不垂直,也就是与带钢不垂直,在轧制过程中就会出现跑偏。
(1)带钢板型不平直影响。如果带钢板型存在镰刀弯或瓢形等,带钢在辊子上运行时与辊面接触的力不一样会出现张力不均匀,导致带钢跑偏。镰刀弯或瓢形程度直接决定了带钢跑偏量的大小。
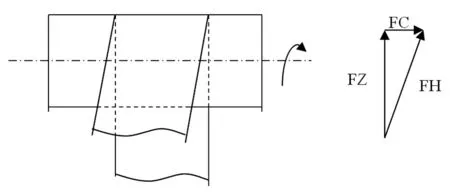
图1 带钢出现跑偏示意图
(2)旋转辊表面状态影响。者辊子在长时间的使用过程单边磨损大辊面形成锥度,会使带钢在运行过程中受力不均发生跑偏现象;橡胶辊等辊面磨损局部磨损较大,粗糙不平,使带钢受力不均出现跑偏。
(3)带钢张力波动影响。带钢在运行过程中张力不一致,在辊子表面上受力不均匀,出现跑偏现象。
(4)辊系空间位置精度影响。由于设备的长时间使用,出现磨损、锈蚀、基础下称等情况,导致各辊轴线不平行或与轧制线不垂直,这样就使带钢出现跑偏现象。
3 对策措施
连退线跑偏主要集中在清洗段出口到入口活套前。带钢进入入口活套前有自动纠偏装置,纠偏后带钢生产过程中无跑偏现象。说明问题主要集中在清洗段至入口活套纠偏前的辊系,我们针对该段检查并制定措施。
(1)带钢板型检查。根据机组操作人员及专检人员提供信息,在最近一个月内,不同宽度和厚度来料钢卷检查,均无明显的镰刀弯或瓢形等板型不平直现象,而且检查的所有来料钢卷上机后均存在不同程度跑偏现象,排除带钢板型影响。
(2)旋转辊表面状态检查。现场利用检修时间对清洗段所有辊系检查,转向辊(钢棍)无明显磨损情况,沉没辊(胶辊)磨损情况较为严重,利用检修时间进行更换,但更换后跑偏现象无明显好转,排除旋转辊表面状态影响。
(3)带钢张力检查。清洗段主要建立张力部位为1#张力辊组和2#张力辊组,通过现场张力计反馈结果查看,无明显张力不均和波形现象,排除张力影响。
(4)辊系空间位置精度检查。清洗段到入口活套前的辊系主要为热碱、电解、漂洗沉没辊和转向辊,以及2#张力辊组。我们要对上述辊系的空间位置精度进行测量,得出辊子的水平度和垂直度,根据测量结果进行调整,恢复辊系的空间位置精度。
①现场测量。因沉没辊和转向辊辊面都在清晰槽内,所以我们利用摆杆进行测量。2#张立辊组辊面裸露在外,我们利用轴心辅助测量工具进行测量。测量结果如下表
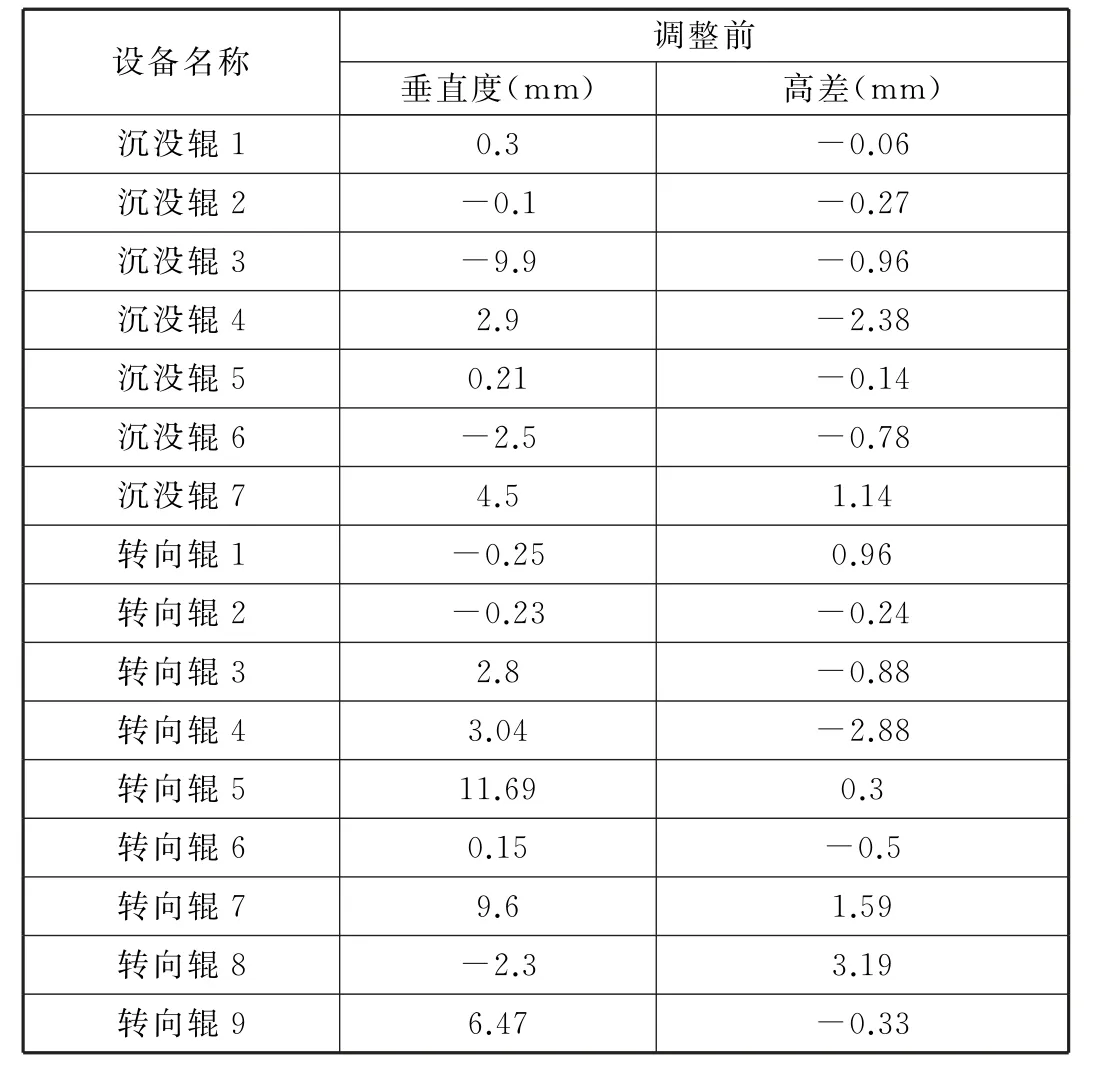
表1 清洗段辊系调整前测量数据
③数据分析。根据受力分析以及辊系的分布和带钢走向。沉没辊带钢从下方包角,转向辊从上方包角沉没辊为负值则带钢向操作侧跑偏,转向辊为正值带钢向操作侧跑偏,测量数据与现场跑偏方向一直。我们需要对偏差较大辊子进行调整。由于测量辊系较多,现场检修时间有限,经现场协商先对大于0.5mm 的辊子进行调整。调整量和调整后的数据如下表
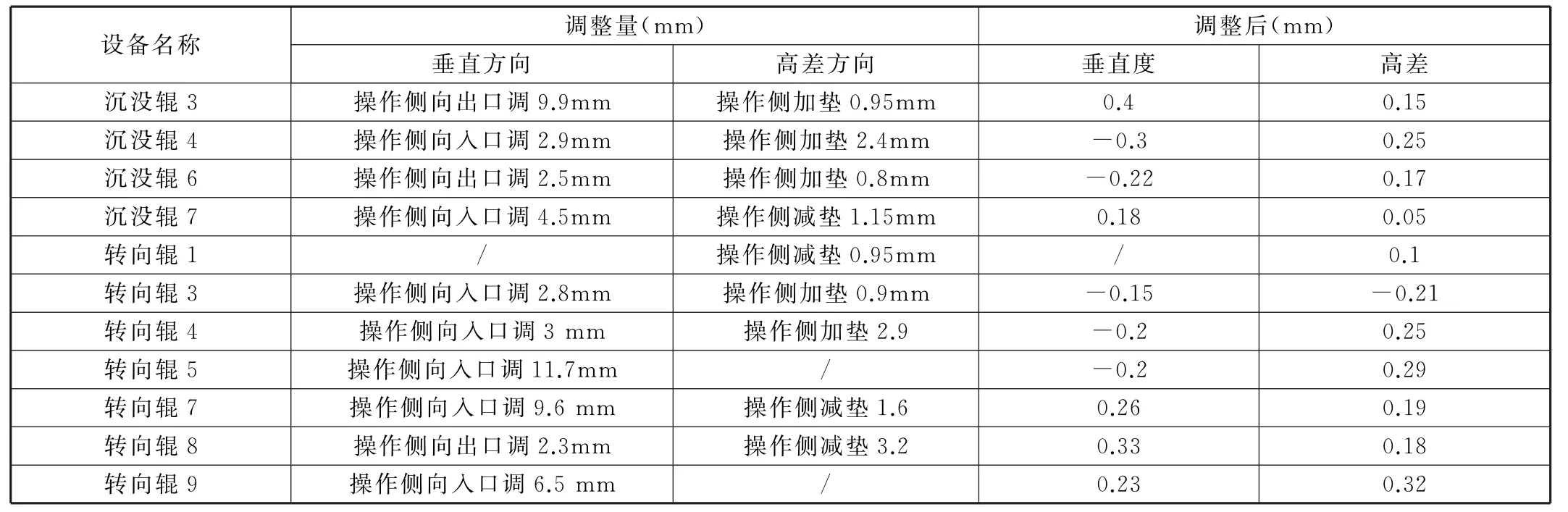
表2 清洗段辊系调整量及调整后测量数据
4 结论
如果带钢运行时各旋转辊之间平行、受力均匀,各旋转辊轴线与运动带钢中心线垂直,带钢运行中无侧向力,就不会出现跑偏现象。如果旋转辊子的空间位置精度出现偏差,辊子与轧制线不垂直,会使各旋转辊轴线与运动带钢中心线不垂直,带钢就会受到侧向力,使带钢在运行中出现较大的跑偏量。本文通过对连退清洗段辊系测量、调整,成功的解决了因辊系空间位置精度损失造成的带钢跑偏问题。说明了该方法的实用性,可以成功的移植到其它产线辊系问题的测量、调整和解决。
