加工中心斗笠式刀库控制原理与故障诊断
2019-12-23仲兴国
仲兴国
(沈阳理工大学机械工程学院,辽宁沈阳 110159)
0 引言
加工中心由于具有自动换刀机构及可以储放多把刀具的刀库,改变传统以人为主的生产方式。由程序的控制,可以完成各种不同的加工需求,如铣削、钻孔、搪孔、攻牙等。大幅缩短加工时程,降低生产成本。学校实训中心使用的加工中心分别配备有斗笠式、盘式和链式刀库。由于刀库及换刀机构结构较复杂,且在工作中又频繁运动,所以故障率较高。以斗笠式刀库为例,从分析掌握其工作原理入手,对于使用中出现的一些故障,给出查找思路和解决办法。
1 斗笠式刀库控制
1.1 斗笠式刀库电气控制
斗笠式刀库在换刀时整个刀库向主轴平行移动,首先,取下主轴上原有刀具,当主轴上的刀具进入刀库的卡槽时,主轴向上移动脱离刀具;其次主轴安装新刀具,这时刀库转动,当目标刀具对正主轴正下方时,主轴下移,使刀具进入主轴锥孔内,刀具夹紧后,刀库退回原来的位置,换刀结束。
PLC 在整个换刀过程中主要控制刀库的正/反转、刀库的前进/后退、松刀/紧刀阀的动作以及换刀动作顺序。主轴的上升、下降和定位都是由NC 程序控制的,所以在整个换刀过程中PLC 与NC 程序的配合是重点也是难点。
斗笠式刀库相关的输入信号有手动松刀开关、刀具夹紧检测开关等,对应的PMC 输入地址分配如图1 所示。斗笠式刀库相关的输出信号有主轴吹气电磁阀、刀盘正反转信号等,对应的PMC 输出地址分配如图2 所示。
1.2 刀库控制原理
使用宏程序完成换刀的主体动作和时序思路,PMC 的作用主要是指令机床外围设备,实现宏程序的各种辅助功能代码动作。
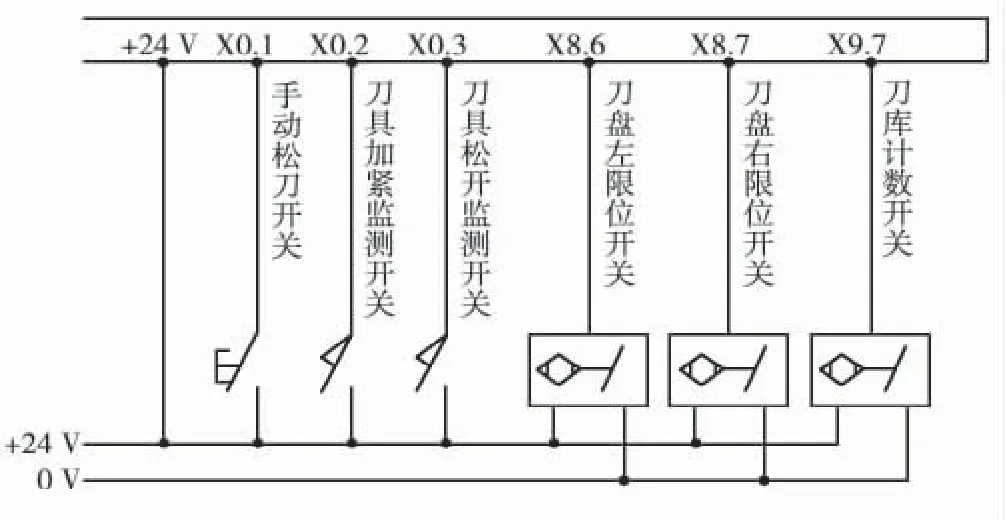
图1 PMC 输入地址分配
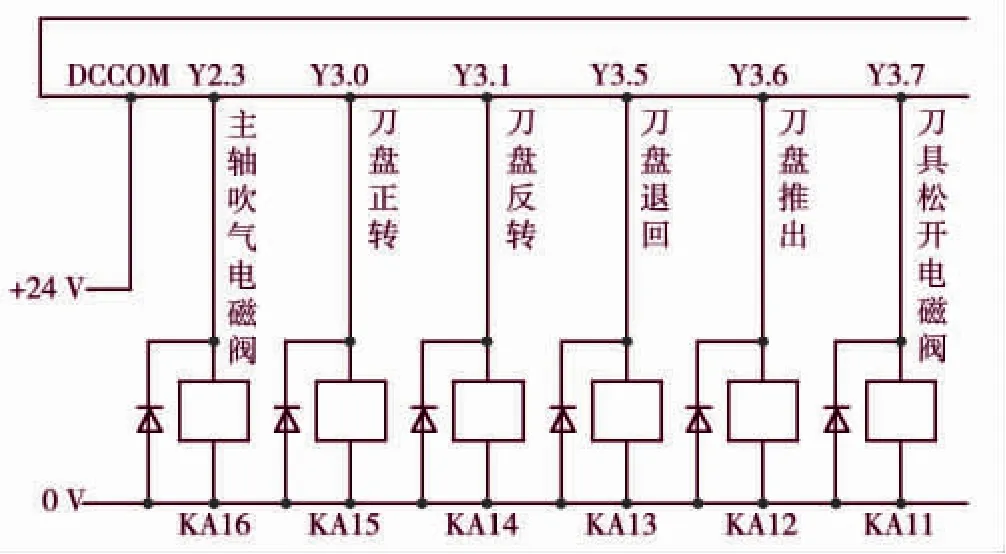
图2 PMC 输出地址分配
(1)若主轴刀号不为0,则主轴回参考点,同时刀库旋转信号Y3.0 或Y3.1 状态为“1”,控制刀库刀盘转动至主轴当前刀号对应的工位。
(2)气动阀Y3.6 状态为“1”,活塞带动刀库向右移动,同时主轴向下移动到刀具交换位置;
(3)气动阀Y2.3 状态为“1”,发出主轴松刀输出,主轴松刀到位,将当前主轴上的刀具还回到刀库中。
(4)系统发出主轴抬刀信号,回到参考点。(5)若T 代码不为0,则刀库刀盘转动至目标刀号对应的工位。(6)移动气缸活塞带动刀库向右移动到位,主轴向下移动抓刀。(7)系统发出主轴紧刀输出,气动阀Y2.3 状态为“0”主轴紧刀到位。
(8)气动阀Y3.5 状态为“1”,活塞带动刀库向左移动,刀库换刀控制完毕。
2 斗笠式刀库常见故障原因及案例分析
2.1 斗笠式刀库常见故障及原因
(1)刀库移至主轴中心位置,但不执行后面的动作。故障原因可能有:主轴定位没完成;主轴没有返回第一参考点;PMC 没有收到刀库主轴侧到位行程开关发送的信号;PMC 没有收到主轴紧刀或松刀信号。
(2)刀库从主轴取完刀,不旋转到目标刀位。故障原因可能有:电机启动电路故障;刀库电机故障;刀库电机与刀库连接脱离,电机旋转,刀库不旋转。
(3)主轴抓刀后,刀库不移回初始位置。故障原因可能有:PMC 没有收到主轴紧刀完成信号;刀库控制电磁气压阀电路或本身故障。
(4)主轴掉刀或机床抓不住刀。故障原因可能有:气泵压力过低;主轴气路不通畅或有漏气现象;抓刀爪子不能打开或有磨损等。
此外还可能产生松刀故障、刀库换刀不到位等故障。
2.2 典型故障案例分析
(1)换刀中断故障:1 台采用斗笠式刀库的加工中心,在换刀过程中,刀盘右移至主轴侧,主轴没有松刀,换刀中断。
分析与处理:主轴没有松刀原因可能是相关条件不满足,比如右限位行程开关没有发出信号;松刀电磁阀没有吸合。根据操作者描述当时能听到主轴松刀气缸通气的声音,由此判断故障原因是松刀开关没有发出信号的可能性比较大,进入PMC 诊断画面,查看图1 中松刀行程开关的输入地址X0.3 的状态为“0”,拆开防护罩,发现气缸松刀时没有压到行程开关,重新调整行程开关位置后,故障消除。
(2)刀库不能返回故障:1 台采用斗笠式刀库的加工中心,在换完刀后出现刀库不能返回故障,出现L/R ERROR 报警。
分析与处理:该报警是刀库左侧或右侧没有到位报警,由于刀库能够完成换刀动作,说明有刀库右侧到位信号,那么该报警就是刀库左侧没有到位报警。查看梯形图可知,主轴紧刀完成,执行退刀指令,退刀信号已发出,但是刀盘没有动作,刀盘左右移动是由电磁换向阀控制气缸来完成的,出现该故障,原因可能是外围电路故障或电磁换向阀故障,经检查,发现电信号正常。那么故障可能是电磁换向阀故障,将电磁换向阀拆开,发现换向阀中的阀芯有锈迹,左右运动不灵活,有卡死现象,可能由于该斗笠式刀库长时间没有用,气管中的水汽导致阀芯生锈。经过处理,将换向阀重新装上,开机检测,故障排除。
(3)拔插刀滞涩响动故障:1 台配套FANUC 0i MC 系统加工中心,斗笠式刀库在换刀过程中,刀爪移至抓刀位置时,刀库刀爪与主轴传动键有错动,拔插刀时,有明显声响,似卡滞。
换刀时刀库刀爪与主轴传动键有错动,说明刀库零点可能偏移,或是由于刀库传动存在间隙,或者刀库上刀具质量不平衡而向一边偏斜。将刀库刀具全部卸下,将主轴手摇至Z 轴第二参考点附近,用塞尺测量刀库刀爪与主轴传动键之间的间隙,证实有偏移;用手动推拉刀库,也不能利用间隙使其回正;调整参数4077 直至刀库刀爪与主轴传动键之间间隙基本相等。开机后执行换刀正常。
3 结束语
从维修实例可知,依据斗笠式刀库的工作流程图和各输入输出点地址,可初步判断故障可能指向的部位,然后逐一排查机械、电路、电气元件及气动元件本身是否存在问题,即可迅速完成刀库故障的维修。
