螺旋焊管预焊机组成型、预焊离线操作改造
2019-12-19胡绪波陈立涛王冬虎
王 刚,茹 翔,谭 赟,胡绪波,陈立涛,王冬虎
(1.国家石油天然气管材工程技术研究中心,陕西 宝鸡 721008;2.宝鸡石油钢管有限责任公司,陕西 宝鸡721008)
螺旋焊管预焊机组成型、预焊工序作为预精焊生产的关键工艺,通常采用传统的人工检测工艺参数、在线观察和调整设备,现场工作环境差,人工劳动强度大。 随着传感技术、自动控制技术以及视频监控技术的发展,成型、预焊岗位实现离线操作改造已具备成熟的技术基础。
1 螺旋焊管预焊机组成型、预焊岗位操作现状
1.1 岗位操作技术
钢管成型和预焊工序是螺旋焊管预焊机组的核心。 国内螺旋焊管预焊机组仍为人工在线检测和调整,在设备的自动化和信息化方面与国际先进水平还有较大差距。
1.2 岗位操作设备
1.2.1 成型岗位
成型岗位负责递送机、铣边机、成型机和钢带除锈等设备的操作、维护和调整; 负责监测工作宽度、坡口角度/钝边、钢管周长、噘嘴和错边等数据,并依据标准要求进行相应调整。
1.2.2 预焊岗位
预焊岗位负责汇流排、气体配比器的使用、维护及气体更换; 负责预焊焊接操作及焊接电流、焊接电压、焊接速度、焊丝伸长、焊头倾角等工艺参数的检查; 负责焊头机构、移动机构、送丝机构和焊丝盘架等设备的调整及维护; 负责混合气体的开关、流量调整; 负责焊缝跟踪系统及电弧摄像头的微调。
2 实现成型、预焊岗位离线操作的工艺技术分析
经分析,实现成型、预焊岗位离线操作需要解决三方面问题:一是成型、预焊工艺参数的自动采集,二是岗位设备运行状态的监视,三是成型、预焊操作的离线控制。
2.1 成型、预焊工艺参数的自动采集
在岗位加装成型、预焊工艺参数自动测量装置,实现成型、预焊控制所需的各项参数在岗位上位机的实时显示,同时,参数能同步到液晶显示屏上显示,便于离线观察。 工艺参数采集见表1。
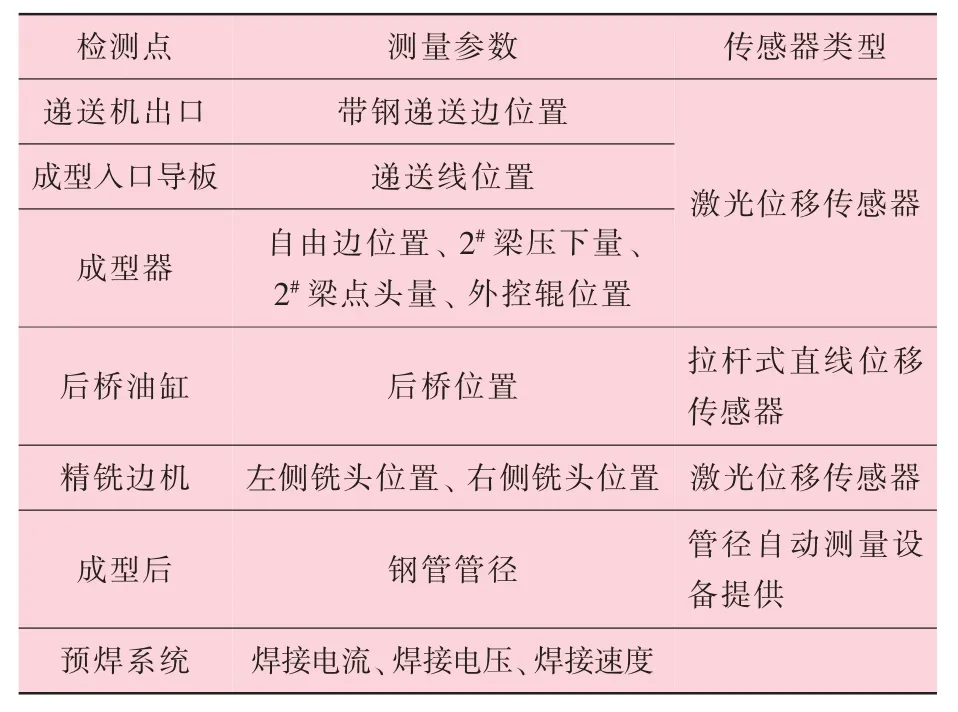
表1 工艺参数采集表
2.2 岗位设备运行状态的监视
安装视频监控系统,将岗位图像传输至离线操作室,对现场设备进行实时动态监视,监视位置和内容包括:①成型合缝处——监控成型合缝咬合状态、错边情况及焊垫辊位置; ②精铣后横梁——监测成型器2#辊状态及管体表面的划伤和辊痕; ③精铣边机后两侧——监测钢带精铣后的坡口状态及原料是否有波浪等; ④成型咬合点前——监测成型缝的松紧变化。
2.3 成型、预焊操作的离线控制
设置离线操作台进行离线控制,操作台设备包含焊机操作箱、焊缝自动跟踪设备、视频监控设备、工艺参数显示仪表以及成型、预焊设备操作按钮、指示灯等; 再辅以监测设备,操作人员可实现离线工艺参数的监控、现场设备状态的观察以及岗位工艺的调整。
3 螺旋焊管预焊机组成型、预焊离线操作系统
螺旋焊管机组成型、预焊离线操作系统主要包括成型和预焊生产工艺参数自动采集/显示系统、现场视频监控系统及离线操作系统。 系统工作流程如图1 所示。
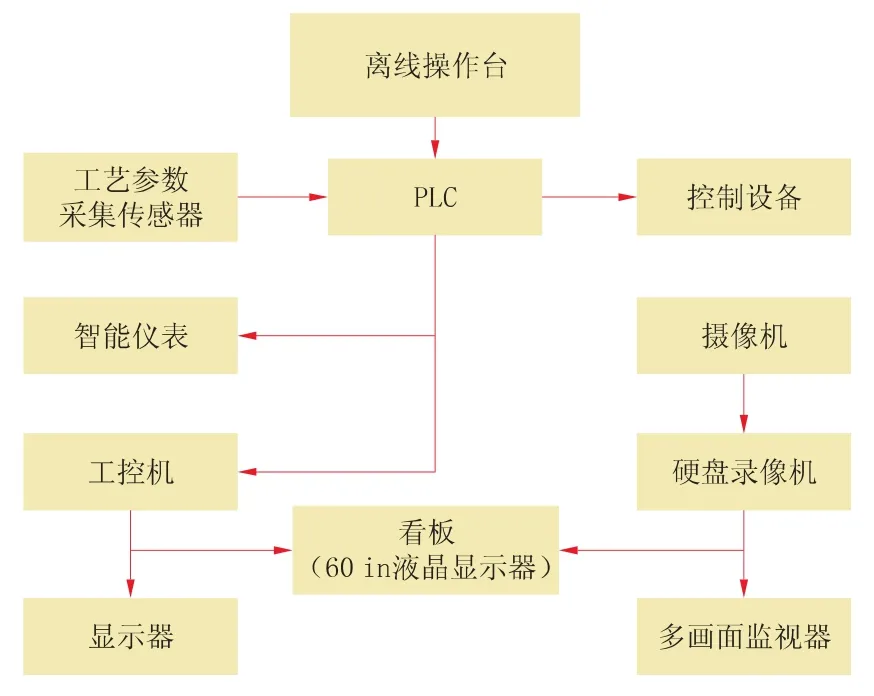
图1 成型、预焊离线操作系统工作流程图
3.1 成型、预焊生产工艺参数自动采集/显示系统
根据工艺参数采集需求,在成型器、铣边机及后桥等位置加装位移传感器,在焊接系统加装霍尔传感器,实现工艺参数的自动采集。 采集数据经过PLC 程序运算后,通过上位机组态软件进行集中显示,各检测数据还可经过该程序与智能仪表连接实现同步显示。
3.1.1 上位组态软件
上位机采用力控Forcecontrol V7.1 监控组态软件。 Forcecontrol V7.1 支持 Windows 操作系统下以分布式应用,软件设计可根据工厂远程监控的需要采用多种 “模型与软数据总线” 技术进行系统设计,支持在线修改参数。 根据实际需要,可按照历史服务器、事件服务器、报警服务器及Web 服务器等多种应用模式进行系统配置,适合大型SCADA 系统和企业生产信息化的生产监控与调度应用。
3.1.2 系统功能
系统功能主要包括数据显示、参数设置、数据分析、报表查询和报警统计。 系统功能选择界面如图2 所示。

图2 系统功能选择界面
(1) 数据显示。 数据显示界面是以设备俯视示意图的方式将采集的现场数据标识在对应位置,用于生产中数据监视。 检测数据具有上下限设置,当数据处于范围内时,显示为绿色,当数据超过或低于设置的范围值时,该数据字体变为红色,且会进行闪烁。 数据显示界面如图3 所示。

图3 数据显示界面
(2) 参数设置。 参数设置界面如图4 所示,它用于设置各个重要生产数据闪烁报警上下限。
(3) 数据分析。 数据分析界面如图5 所示,可对实时曲线及历史曲线进行查询。
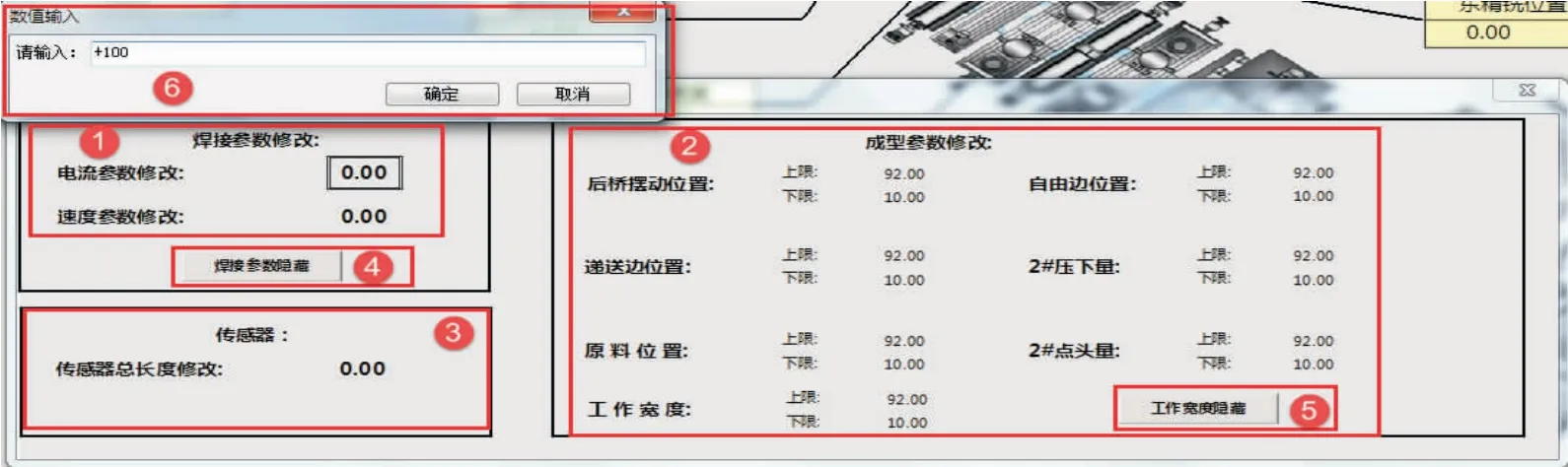
图4 参数设置界面

图5 数据分析界面
(4) 报表查询。 报表查询界面如图6 所示,它是以报表方式对数据进行查询。
(5) 报警统计。 报警统计界面如图7 所示,该界面是报警查询界面,可对历史报警进行查询。
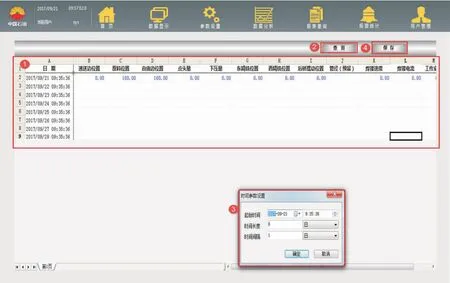
图6 报表查询界面
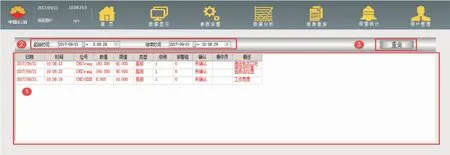
图7 报警统计界面
3.2 现场视频监控系统
现场视频监控系统结构如图8 所示。 该系统由5 台视频监控摄像机、2 台数字硬盘录像机设备和视频监视器组成。 摄像机负责各监控点的视频采集,硬盘录像机负责视频存储、网络管理、视频分路输出等。 5 台摄像机分别安装在成型合缝处、精铣后钢带两边、导板入口处、成型啮合点前。 可以将监控画面在操作台监视器和看板(液晶显示器) 上显示。 系统功能主要包括画面分割、云台控制和录像查询。

图8 现场视频监控系统结构示意图
(1) 画面分割。 画面分割界面如图9 所示,通过此功能可选择画面分割模式和通道数。
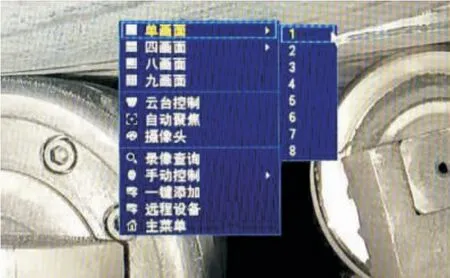
图9 画面分割界面
(2) 云台控制。 云台控制界面如图10 所示,可实现摄像机变倍、聚焦、光圈的远程调整控制。

图10 云台控制界面
(3) 录像查询。 录像查询界面如图11 所示,通过此功能可以根据日期、时间检索,进行 “录像查询”。 图11 中,①为录像画面,②为查询模式选项,③为查询日期选项,④为摄像机选项,⑤为播放控制器。
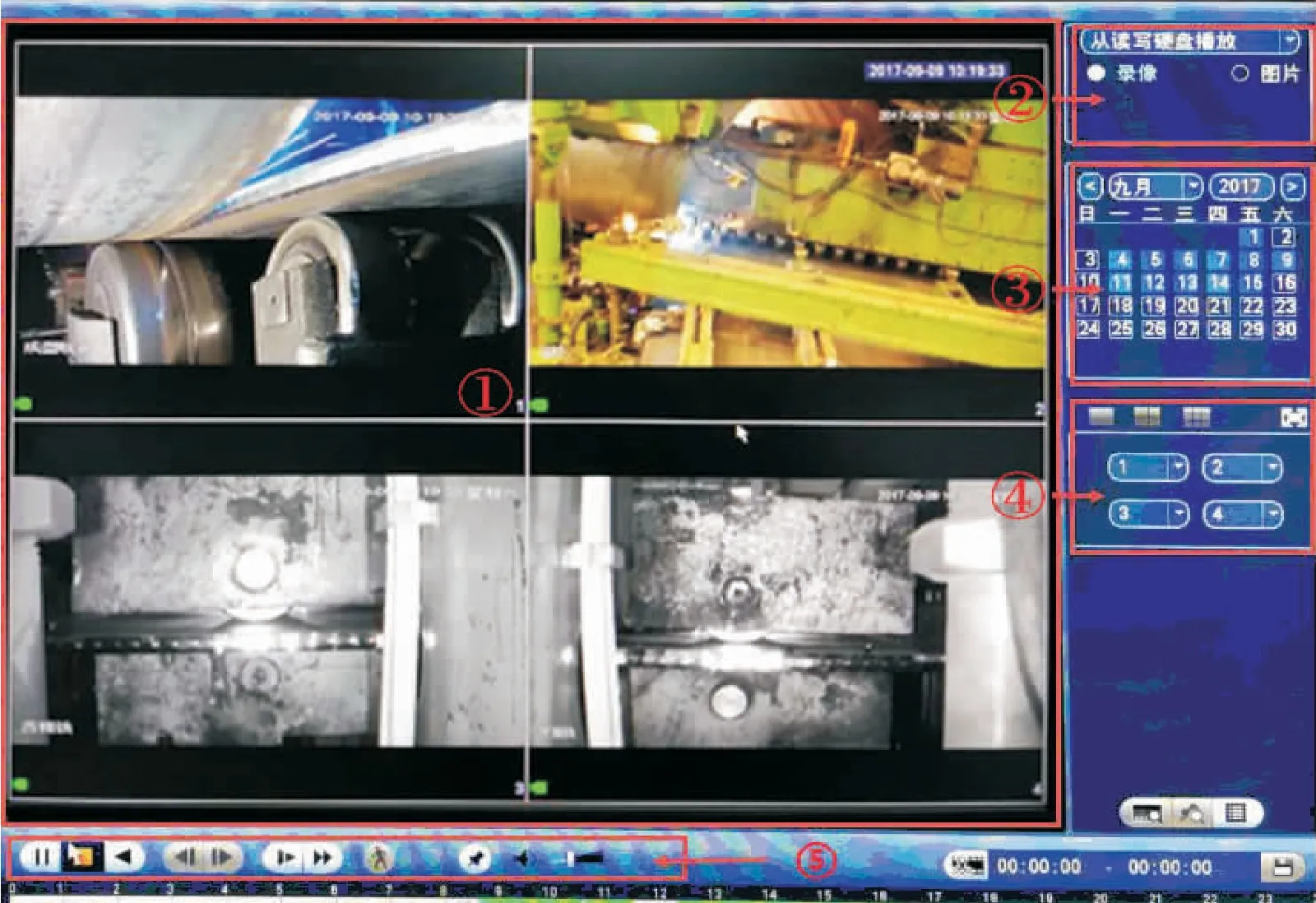
图11 录像查询界面
4 螺旋焊管预焊机组成型、预焊离线改造过程简介
在离线操作室内设置离线操作台,将离线操作系统集成到该操作台。 操作台采用钢琴台面,立面分别布置焊接操作箱、焊缝自动跟踪显示屏、电弧摄像机显示屏、合缝状态显示屏、设备监控显示屏 (四画面)、岗位操作终端显示屏以及部分参数显示仪表; 操作台平面布置岗位 (主要包括成型器、后桥、铣边机、焊缝跟踪等设备) 操作按钮和指示灯等。 操作台布置如图12所示,操作台内布置如图13 所示。
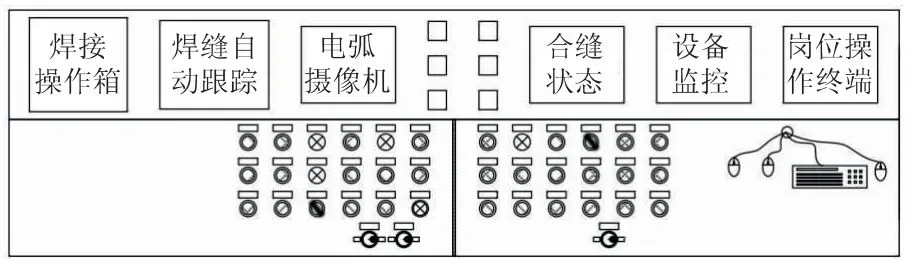
图12 操作台布置示意图
图13 操作台内布置示意图
5 螺旋焊管预焊机组成型、预焊离线操作系统使用效果
笔者所在的单位已完成预焊机组成型、预焊离线操作的改造,截止发稿,该系统已连续使用1 年多,先后完成了 Φ820 mm×10 mm/11 mm、Φ914 mm×12.7 mm/16 mm、Φ920 mm×12 mm/14 mm、Φ1 016 mm×17.5 mm、Φ1 020 mm×12 mm/14 mm、Φ1 219 mm×18.4 mm、Φ1 220 mm×15 mm/18 mm、Φ1 420 mm×16 mm/18 mm 及 Φ1 422 mm×21.4 mm等多种规格近5 万t 钢管的正常生产,系统运行稳定,产品质量优良。
6 结 论
(1) 实现了螺旋焊管成型、预焊工艺参数的自动采集,岗位人员对成型和预焊设备的控制更加精确。
(2) 实现了螺旋焊管成型、预焊工艺参数的定量化分析,钢管质量更加稳定。
(3) 实现了螺旋焊管成型、预焊岗位设备运行管理和生产过程控制的融合,有利于实现钢管精益生产。
(4) 改变了螺旋焊管预焊机组成型、预焊岗位的操作习惯,由传统的在线操作变为离线控制,岗位人员工作环境得到了极大改善。 该项目为螺旋焊管预焊机组的信息化、智能化技术提升做出了有益的尝试。
