SS400热轧带钢表面网状裂纹缺陷
2019-12-13供稿左海霞苏崇涛王亚芬海超ZUOHaixiaSUChongtaoWANGYafenHAIChao
供稿|左海霞,苏崇涛,王亚芬,海超 / ZUO Hai-xia, SU Chong-tao, WANG Ya-fen, HAI Chao
内容导读
利用光学金相显微镜、扫描电子显微镜(SEM)和X射线能谱仪(EDS),对SS400带钢在热轧生产中出现的一例表面网状裂纹缺陷进行分析,结果表明,此例热轧带钢表面网状裂纹缺陷的产生系铸坯表面裂纹和中间裂纹缺陷综合所致,要避免或减少此类缺陷的产生,必须严格控制钢中有害元素含量,选择合适的结晶器及保护渣,优化连铸生产工艺,严格控制连铸生产过程的稳定性,获得合理的铸坯凝固结构,从而提高轧材的合格率。
热轧带钢表面质量缺陷有表面裂纹、边裂、红铁锈、孔洞、异物压入、氧化铁皮压入、非金属夹杂物等[1-2]。表面缺陷因种类多、产生原因复杂、对用户及后续加工产生的影响不明确等,是所有缺陷中最为复杂的,也是生产中亟待解决的棘手问题之一。表面缺陷的产生可能涉及炼钢、连铸、加热、热连轧等工序,因此,针对每一类缺陷分析其产生原因和影响因素,了解其演变规律,才能更好的控制和降低同类缺陷的产生,对于提高轧材产成率、降低生产成本、提高产品市场竞争力等都有着可观的实际意义[3-5]。本文通过光学金相显微观察、扫描电子显微镜(SEM)及能谱(EDS)等分析手段,对生产中遇到的一例SS400热轧带钢表面裂纹缺陷产生原因进行分析及讨论。
实验材料与方法
SS400热轧带钢的生产工艺流程为:DS→LD→精炼→宽板坯连铸→加热→2300轧制→层冷→卷取→检验→包装出厂。本实验所用样品截取自现场生产中出现表面裂纹缺陷的热轧带钢,产品厚度为10 mm,化学成分如表1所示。
对生产中遇到的一例SS400热轧带钢表面裂纹缺陷进行宏观和微观检验分析,缺陷部位局部区域宏观形貌如图1所示。首先,取垂直于轧制方向且包含裂纹缺陷的试样横截面作为金相检验面,经研磨、抛光后,在金相显微镜下观察样品横截面上的裂纹形态及分布情况,并对检验面上的非金属夹杂物进行评级;其次,借助扫描电镜及能谱仪对试样截面上裂纹内的填充物及裂纹延伸区域夹杂物进行成分定性分析;最后,使用体积分数为4%的硝酸酒精溶液对抛光后的试样进行腐蚀,在光学显微镜下观察分析样品的显微组织。

表1 SS400化学成分(质量分数,%)
实验结果与讨论
宏观检验
此例缺陷裂纹集中分布在带钢宽度方向边部到1/4区域范围内,多沿轧制方向分布,宽度0.5~3 mm,且长短、深浅不一,个别部位裂纹开口较大,此次缺陷较为严重,裂纹缺陷表面及截面局部区域形貌如图1所示。
微观检验
沿板厚方向随机截取裂纹区域横截面作为金相检验面,磨平、抛光后在光学显微镜下观察,试样横截面上裂纹根部粗,尾端细,由表面向钢基内延伸,裂纹较平直,最深处距离表面垂直深度约为4 mm。裂纹内填充有大颗粒的氧化铁,裂纹周围伴有大量密集分布的氧化物质点,裂纹扩展末端延伸部位存在硫化物及氧化物夹杂,如图2所示。利用能谱仪对裂纹附近氧化物质点及裂纹末端硫化物夹杂进行分析,结果表明,裂纹附近的氧化物质点成分主要含有O、Ti、Mn等元素,裂纹末端硫化物成分主要含有S、P、Ti、Mn等元素,具体分析位置及结果如图3、表2、表3所示(其中表2对应图3(a),表3对应图3(b))。就检验面而言,除上述区域存在非金属夹杂物外,试样横截面正常区域的非金属夹杂物评定结果为A1.0,B1.0,C0,D0.5。
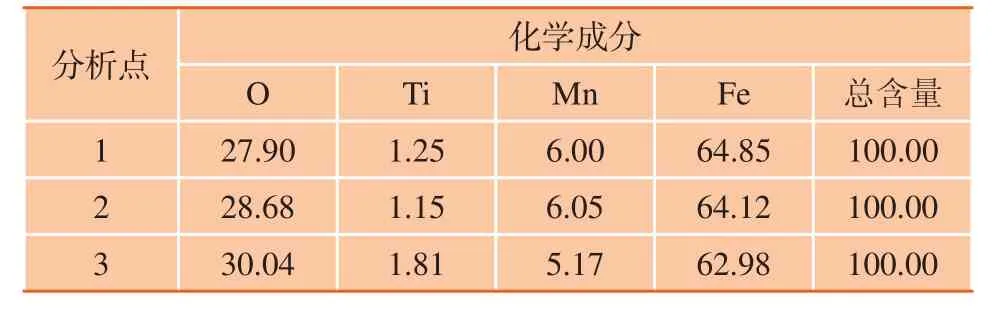
表2 裂纹内填充物及裂纹附近氧化物质点的主要成分(质量分数,%)

表3 裂纹末端夹杂物的主要成分(质量分数,%)
试样经体积分数为4%的硝酸酒精溶液腐蚀后,中心偏析在开口部位段呈上抛物线形态。裂纹开口区域按截面形貌及组织形态从板宽方向分为左侧、右侧,板厚方向表面到基体分为三层(表层、次层、基体)。左侧表层显微组织为贝氏体,如图4(a)所示;次层为铁素体+珠光体,呈条带状分布,其中条状分布的为硫化物夹杂,如图4(b)所示;右侧表层为网状铁素体+珠光体+贝氏体,次层为珠光体+贝氏体少量,如图4(c)所示。其余正常部位为铁素体+珠光体+贝氏体少量。右侧翘皮的延伸部位、网状硫化物夹杂较严重,如图4(d)所示。此外,在试样板厚方向上,心部及1/4区域存在偏析,如图4(e)~(f)所示。
分析与讨论
裂纹内填充大量的氧化铁,且裂纹两侧存在氧化物质点,裂纹开口处相对于基体有明显的脱碳和晶粒长大现象,可见高温长时间氧化特征明显。能谱分析裂纹两侧氧化物质点成分主要包含O、Ti、Mn、Fe等元素,属于裂纹附近钢基经过高温加热后内氧化的产物;脱碳和氧化物质点的形成需满足两个条件: 脱碳一般在700~800℃以上较高的温度下产生;‚要有足够长的时间。碳原子由钢基体向外扩散,与空气中的氧结合生成CO或CO2气体排放,从而导致裂纹附近钢基脱碳。氧化物质点的形成则需要更高的温度和更长的时间,需要在950~1200℃加热保温时间达到0.5 h以上。因此钢板中存在的脱碳和氧化物质点是轧制前连铸坯在加热炉内长时间高温加热和保温形成的结果。如果裂纹是在轧制过程中产生的,则裂纹只能发生轻微的氧化,并不会产生脱碳及氧化物质点。由此可以判断,铸坯在进加热炉之前就已经存在表面裂纹缺陷,因铸坯原始表面被氧化铁皮覆盖使得裂纹未被发现。能谱分析裂纹开口处的填充物未见保护渣的主要元素Na和K,说明裂纹不是在结晶器内产生的,或者说在结晶器内没有暴露在表面。
裂纹沿板宽方向向基体内部扩展,最终沿板厚方向1/4区域扩展延伸,即裂纹位于板面与中心之间,相当于原铸坯的柱状晶区;由能谱分析结果可见,裂纹末端夹杂物成分除氧化物外还有P、S等元素,说明裂纹末端存在P、S元素的偏析。P、S等偏析元素易在枝晶周围形成液相膜,使钢的高温脆性增大,这些特征与铸坯中间裂纹相类似,由此可以判断,连铸坯可能存在中间裂纹缺陷。铸坯中间裂纹的形成原因有: 二冷区冷却不均匀,导致铸坯反复回温产生相变和热应力;支撑辊对中不良或辊子变形,使铸坯反复鼓肚,固-液界面受到张应力,固-液界面又处于凝固脆性区而产生裂纹,并沿柱状晶界面扩展。因此,必须严格控制钢中有害元素含量,尤其注意S、P、Mn的含量和Mn/S,优化二次冷却的水量分布,控制连铸机的对中精度,采取压缩浇铸、电磁搅拌等技术,尽可能避免带液芯矫直,防止铸坯在凝固末期受力变形;抑制柱状晶的生长,有效扩大铸坯的等轴晶区,从而达到降低或消除连铸坯产生中间裂纹缺陷的可能性,减轻1/4及中心偏析,获得合理的铸坯凝固结构。
宏观、微观组织特征表明,试样横截面上裂纹开口区域存在三层不同组织,左侧:表层为贝氏体,次层为铁素体+珠光体,右侧:表层为网状铁素体+珠光体+贝氏体,次层为珠光体+贝氏体少量,基体显微组织为铁素体+珠光体+少量贝氏体。相对于基体,表层组织强度、硬度较高,延展性低,在钢板轧制过程中,表层组织较硬,变形量低于其他部位,这种形变不协调导致表面裂纹开口处拉裂变大;在进一步的轧制过程中基体受挤压对开口处进行填充,形成横截面上抛物线状的偏析线。综上所述,此次实验分析的热轧带钢表面网状裂纹缺陷实为铸坯表面裂纹和中间裂纹共同作用的结果。
结束语
(1) 轧材表面裂纹缺陷向基体内部延伸,裂纹内存在大颗粒氧化铁,裂纹周边存在氧化物质点,且裂纹边缘有一定程度的脱碳和晶粒长大现象,说明此类裂纹是在高温下形成并遗传所致。
(2) 裂纹末端填充物成分含有P、S等偏析元素,说明在铸坯凝固过程中,树枝晶间偏析元素富集,在外力作用下易形成晶间裂纹。
(3) 要防止热轧板表面产生网状裂纹缺陷,必须要保证原料铸坯的表面及内部质量,首先,要选择合适的结晶器及保护渣,严格控制钢中有害元素含量,尤其是S、P、Mn的含量和Mn/S;其次,要严格控制连铸生产过程的稳定性,重视日常维护,控制连铸机的对中精度,确保坯壳不变形;最后,优化连铸工艺,采用合理的二次冷却制度,压缩浇铸、电磁搅拌等技术,尽可能避免带液芯矫直,防止铸坯在凝固末期受力变形,抑制柱状晶的生长,有效扩大铸坯的等轴晶区,从而达到降低或消除连铸坯产生表面裂纹及中间裂纹缺陷的可能性,减轻1/4及中心偏析,获得合理的铸坯凝固结构。