弃料煤样真空气力输送系统的设计及应用
2019-12-12李朝弟周树光肖鹏飞
李朝弟,周 磊,周树光,肖鹏飞
(长沙开元仪器有限公司,湖南 长沙 410100)
0 引 言
全自动制样系统是目前煤炭机械化采制样领域中应用最为广泛的制样设备,具有自动化水平高、可实现无人值守、制样效率高、输出煤样代表性好以及工作环境清洁等特点。
根据煤炭机械化采样及煤样的制备等相关国家标准[1,2],通过采样机采得的煤样进入全自动制样系统进行制样后,经过破碎、缩分、干燥和制粉等环节,最终制样出1份6 mm全水分煤样1.25 kg、1份3 mm存查样700 g、1份0.2 mm一般分析试样100 g和1份0.2 mm存查样100 g,其总质量占到进料总煤样的2%~10%,而其余约90%的弃料煤样均需从全自动制样系统中输送而出,并排放至其他指定位置进行收集[3]。因此,如何实现弃料煤样的简单、快捷高效输送,此为全自动制样系统中需迫切解决的问题。
传统的全自动制样系统弃料煤样输送方式大多采用皮带机、螺旋输送机或斗提机等方式,不仅对设备空间和场地布局要求高,占地面积大且输送效率低,输送过程中普遍存在漏煤、撒煤、跑灰冒粉和扬尘等问题,对设备现场环境造成较大的污染,人工清理更是强度大、综合成本高。目前,真空气力输送技术在电力、化工、医药、建材和粮食等领域的散装物料输送中得到了极大应用。相较于其他输送方式,真空气力输送具有结构简单、布置灵活、占地空间小、输送效率高、系统封闭和污染性小等优势[4-6]。以下探讨真空气力输送技术在煤炭全自动制样系统弃料煤样输送中的应用,设计开发了1种弃料煤样真空气力输送系统设备,并通过试验以验证该系统的性能及其可行性。
1 真空气力输送系统的原理与设计
1.1 真空气力输送系统的原理组成
真空气力输送也叫负压真空气力输送,属于吸送式气力输送技术,运用真空泵(风机)运行产生的负压空气作为输送介质,在管道中形成一定的真空度并产生吸气作用,利用一定流速的负压运动空气,将物料从一个地点通过管道输送到另外有一定距离目的地的一种悬浮式气力输送系统。
真空气力输送系统主要包括给料装置、输送管道、物料分离装置、过滤装置、卸料器和真空泵,其工作流程如图1所示。根据用途要求不同,某些装置结构形式及其组成可能会有差别,如实际应用中许多系统会结合分离装置和过滤装置以简化系统结构,但不管如何应用设计,真空气力输送系统都应由图1中的几个主要部分组成[7,8]。
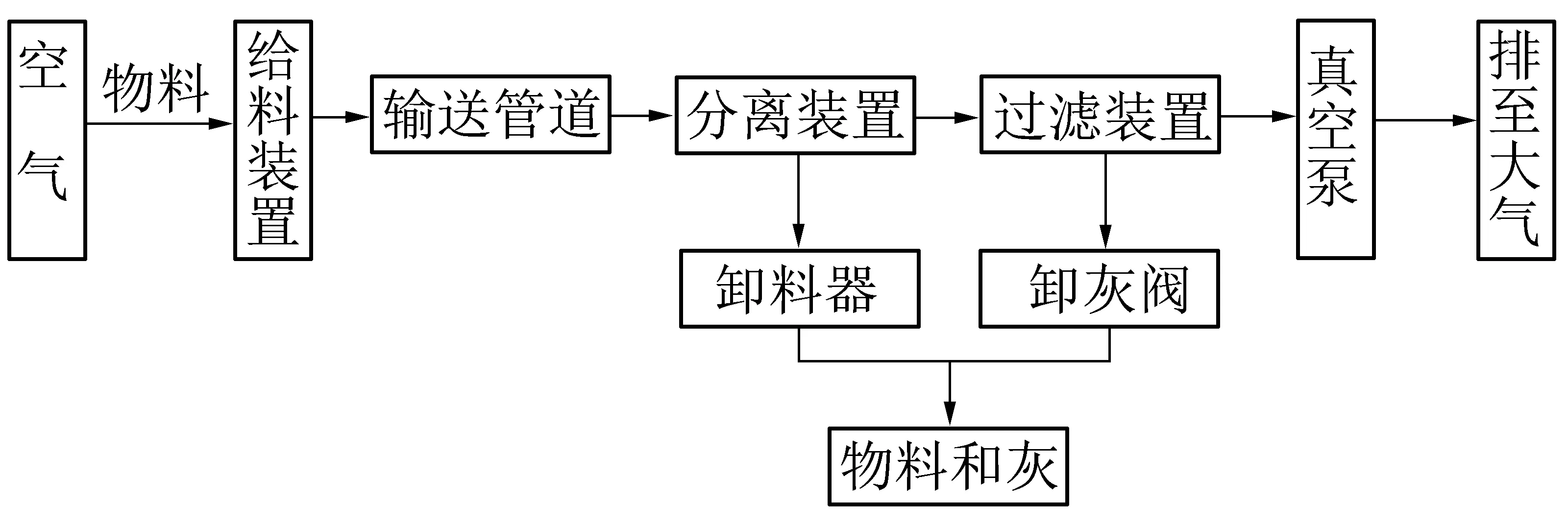
图1 真空气力输送系统的组成与流程
1.2 真空气力输送系统的主要参数
(1)混合比。混合比也称为输送比,指在单位时间内通过管道截面的物料质量与相同时间内通过该管道的空气流量质量之比,用m表示。真空气力输送系统设备混合比的大小主要取决于输送管道特性、物料本身的物理特性以及真空泵的性能参数等因素。m值越大,越有利于提高系统设备的输送能力。但m值过大,会造成管道压力损失加剧,易发生管道的物料堵塞现象;相反,m值过小,则要求系统风机的风量大,设备整体尺寸也会相应增大。
文中的弃料煤样输送属于低真空负压系统,混合比取值一般在2~8的范围内。在实际计算中,混合比需要参考各种实际案例和试验经验数据来选取,通常需反复计算并不断调整才能最终确定。
(2)悬浮速度。在气力输送管道系统中,物料颗粒输送起来达到自由悬浮状态时所需要的最小空气流速度,称为悬浮速度,用v0表示。悬浮速度反应了被输送物料的固有物理特性,其值与物料的粒度、密度用及表面形状、输送管道内径和空气相对密度有直接的关系,实际计算中一般通过试验数据进行测定。
(3)输送速度。输送速度即输送气流速度,当被输送物料的输送气流速度大于物料在管道中的悬浮速度时,物料就会跟随气流一起运动,从而实现物料沿管道的气力输送。在实际计算中,一般通过参考物料的悬浮速度以及试验数据来确定。在垂直管道输送中,输送速度只要大于物料的悬浮速度即可,而对于水平管道,物料更容易在管道内发生沉降出现堵塞,所以一般要求水平管道比垂直管道有更高的输送速度。为保证物料在管道内输送时能长期正常输送,则需要合理的输送速度比悬浮速度高若干倍。而对于水分湿度较大的黏性颗粒物料,很易在管道弯头和给料装置附近沉淀黏结从而出现难以预料的管道堵塞现象,此时需要更大的输送速度。
通过分析各种散状物料的主要物理特性[9],平均粒度为5 mm~7 mm统煤的悬浮速度参考值为6 m/s~10.2 m/s,输送速度参考值为18 m/s~40 m/s。
(4)压力损失。物料随负压气流在输送管道中运动时,必须克服管道及其它因素造成的阻力,从而产生压力损失。在选择真空气力输送系统管道和风机型号时,系统的压力损失是计算风机容量和功率的最直接数据。真空气力输送管道总压力损失主要包括以下几个方面:物料加速压力损失;气流和输送物料在管道中产生的摩擦压力损失;纯气流摩擦压损;提升物料的水平管和垂直管的压力损失;管道弯头的局部压力损失;输送系统各部件压力损失,包括旋转给料器、卸料器、真空上料机除尘滤芯、分离器、消音器和进出口风管等各种元器件的压力损失。
1.3 真空气力输送系统的设计计算
真空气力输送系统的设计计算是根据已知的输送要求和技术参数(如物料的物理特性、输送效率、管道结构形式及其它输送条件)进行相关的气力输送系统布置、管道直径和输送速度、输送压损等参数的选择和计算,其步骤流程如图2所示。
以下根据系统的计算和所需的风压、风量来选定所需要的风机。在实际设计中,通常已备有现成的气源机械,此时可根据给定型号风机的风压、风量按下述流程进行系统验算。
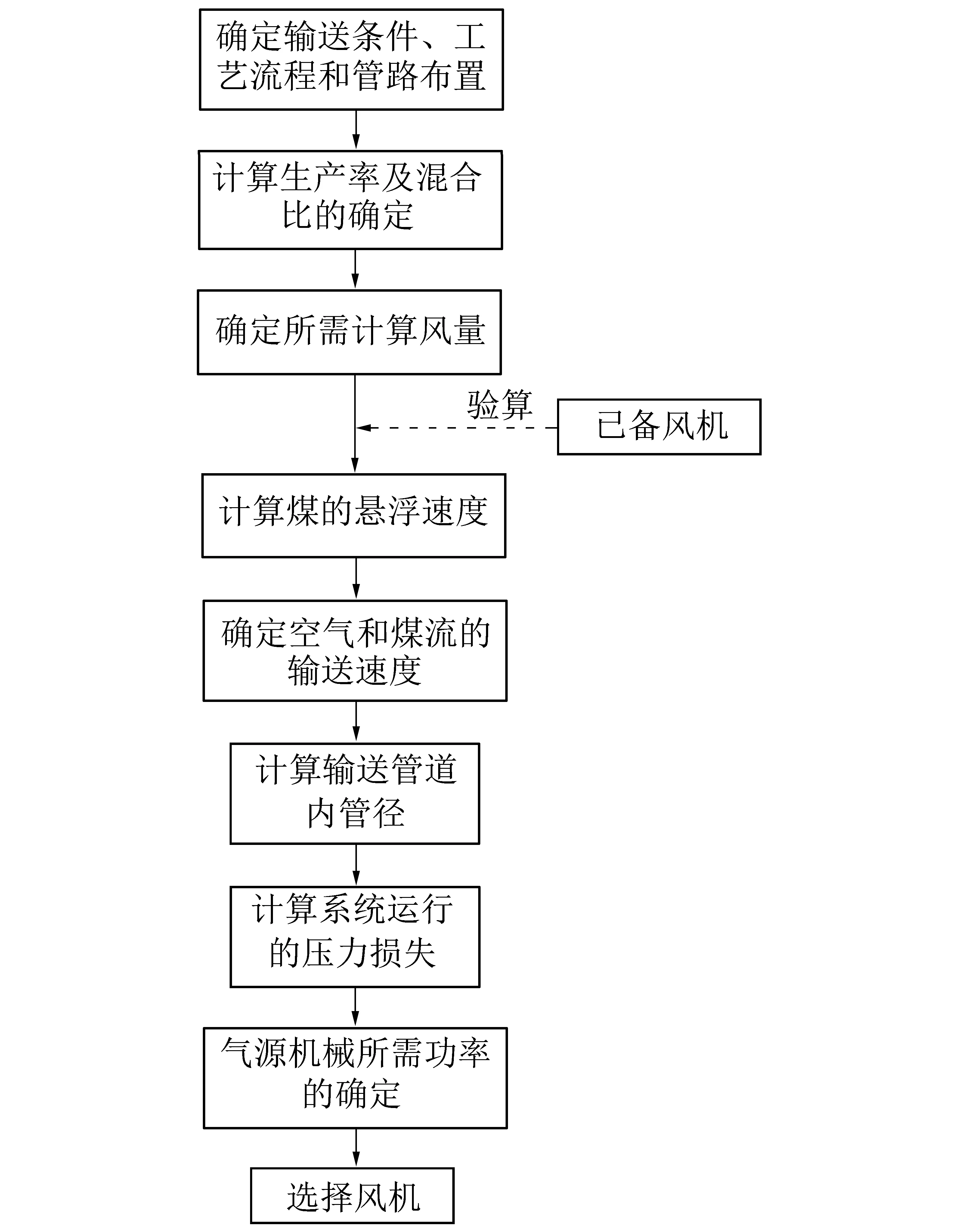
图2 真空气力输送系统的设计计算流程图
以全自动制样系统的弃料煤样真空气力输送系统设计要求为例进行设计计算[10-12],该系统要求的输送基本参数见表1。
表1 弃料煤样真空气力输送系统设计参数表
(1)选定混合比m。通过查阅相关资料,对比实验及经验数据,弃料煤样输送的混合比取m=4。
(2)计算空气流量Qac。所需空气流量即风量,可由下式计算而得:

(1)
式中,g为重力加速度,g=9.81 m/s2;G为计算生产率,t/h;m为混合比;γa为标准状态下的空气重度,γa=ρag=11.77 N/m3。
在确定风机的风量Qin时,应加上输送管道系统的漏气量,通常占系统总风量的10%~20%。在该系统中,取管道漏气系数C=0.2,则:
Qin=Qac(1+C)= 6.0 m3/min
(2)
(3)计算输送管道内管径D。对于该系统输送的弃料煤样,取输送速度va=20 m/s,则由下式计算而得:
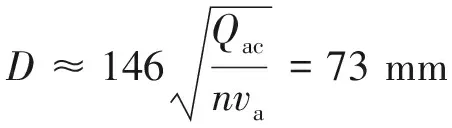
(3)
式中,Qac为计算风量,m3/min;va为输送速度,m/s;n为1个吸送系统同时工作的输料管数目,对于单吸管系统,则n=1。
按标准选取管径最接近计算值的标准无缝钢管,所以初步选取标准管直径为D=76.2 mm。
(4)计算系统压力损失Δp。由加速压力损失、气固两相流的摩擦压力损失、提升物料的压力损失等综合计算系统的总压力损失。
①加速压力损失Δpma。弃料煤样从旋转给料装置出来后由零初速度加速到稳定输送速度的压力损失计算可由下式计算而得:
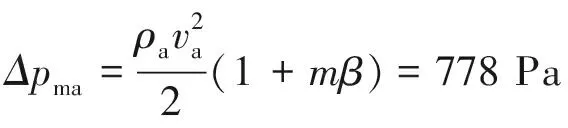
(4)
②气固两相流的摩擦压力损失Δpmf。即气流和输送物料在管道中产生的摩擦压力损失见下式:
(5)
式中,k为管道沿程阻力的附加系数;λa为纯气流摩擦阻力系数;L为管道长度,m。
在工程设计时按经验公式计算λa:
(6)
则λa=0.028。
其中,a=1+mk,被称为压损比。
对于水平管道:
(7)
对于垂直管道:
(8)
在此系统中,求得Δpmf=10 882 Pa。
③提升物料的压力损失Δpst:
(9)
式中 ,fG为重力阻力系数。
对于水平管道:
(10)
对于垂直管道:
fG=1
(11)
在此系统中,求得Δpst=1 588 Pa。
④旋转给料装置的局部压损Δpjg:
(12)
式中,ξg为给料器局部阻力系数,ξg=1.7。
⑤弯管的局部压损Δpjh:
(13)
式中,ξb为输送气流的弯管的阻力系数,ξg=0.17;kb为物料通过弯管时的阻力系数,kb=2.2。
⑥卸料器和除尘滤芯的压损Δpjx:
(14)
式中,ξx为卸料器或滤芯除尘器的阻力系数;vx为卸料器或滤芯进口风速,vx=va。
在此系统中,旋转卸料器压损(取ξx=5.7),Δpjx1=1 368 Pa,除尘器滤芯压损为1 200 Pa~2 500 Pa,选Δpjx2=2 000 Pa,即:
Δpjx=Δpjx1+Δpjx2=3 368 Pa
⑦纯气流的摩擦压损Δpaf:

(15)
⑧其他部件如消音器、进出风管口的压损Δpq:
Δpq=1 000 Pa
由以上可知,系统的总压力损失Δp:
Δp=Δpma+Δpmf+Δpst+Δpjg+Δpjh+
Δpjx+Δpaf+Δpq=25 119 Pa
(4)气源机械所需功率P。P的计算见式(16)。
(16)
式中,Qin为气源机械所需风量,m3/min;pB为气源机械真空度,根据吸送系统的总压损,再考虑增加10%~20%的裕量,即pB=(1.10~1.20)Δp;ηB为气源机械的流体效率,根据选用的风机类型而定,查得ηB=70%~90%,该设计中取80%;ηg为机械传动效率,根据传动装置形式而定,查得ηg=95%。
根据上述计算,结合煤炭本身的物料输送特性,考虑到输送的煤样弃料水分较高,容易在管道内壁堵煤和黏煤,故将风机的功率和风量在计算数据上进一步增大,以减小管道内堵煤的风险。在该系统中,选用的是瑞贝克真空泵风机,型号为2BHB910-H37,其参数为:最高真空-34 kpa,最大流量1 050 m3/h(即17.5 m3/min),功率为18.5 kW。由参数值可知,该型号风机的压力和流量均满足上述的理论计算值。
2 弃料煤样输送系统的结构设计
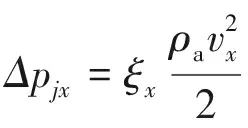
以上述真空气力输送的设计计算实例,开发设计了1种基于真空气力输送技术的弃料煤样输送系统,其结构组成如图3所示。该系统包括真空上料机、管道弯头、输送管道、旋转卸料阀、电气控制单元、皮带机、接料桶、称重平台、气路控制单元、真空泵和安装架。
图3 弃料煤样真空气力输送系统的结构组成图
其工作原理如下:该系统的输送管道3通过加长管道连接到全自动制样系统煤样弃料的旋转给料装置上,系统运行时,真空泵(风机)10启动,泵的进风口连接到真空上料机1的进风口到上料机的腔体内,同时,上料机的腔体通过进料管口连接管道弯头2和输送管道3,此时,输送管道内就会产生真空负压,而弃料煤样由旋转卸料装置向输送管道内均匀旋转给料,进入管道后被真空负压吸入并沿着管道方向输送到上料机的腔体内进行沉降,通过旋转卸料阀4将真空上料机腔体内收集的煤样卸入到输送皮带6中,并由称重平台进行称重记录。称重完后,弃料煤样有2个输出方向,若要对弃料煤样进行暂时回收,则输送皮带向接料桶侧进行运行,将弃样输送到接料桶7内;若不需回收,则输送皮带反向运转,将弃样输送到对接的下一级弃料皮带或指定地点,进一步将弃料输送出去。电气控制单元5和气控单元9分别实现系统的PLC程序控制和气路控制。
该弃料煤样真空气力输送系统产品设备实物如图4所示。

图4 弃料煤样真空气力输送系统设备实物图
3 试验验证
该系统试验具体参数详见表2。
表2 弃样输送系统试验参数
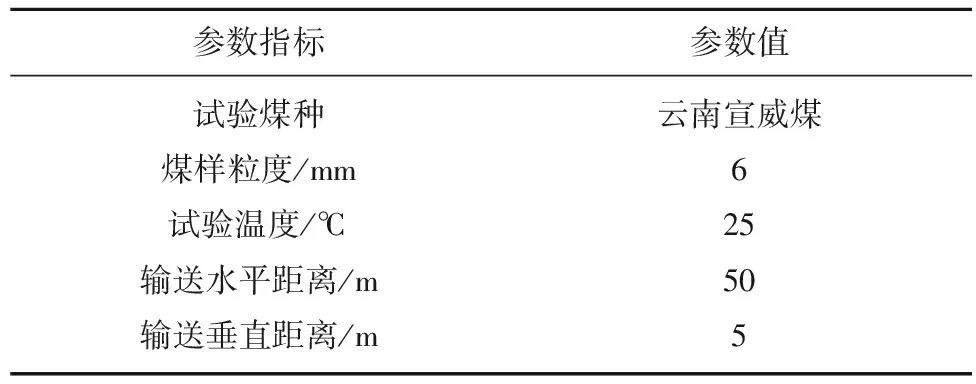
参数指标参数值试验煤种云南宣威煤煤样粒度/mm6 试验温度/℃25输送水平距离/m50输送垂直距离/m5
试验时,分别称取10组不同质量的煤样倒入旋转给料器的料斗中,系统启动,同时旋转给料器旋转给料,通过输送管道将煤样收集到真空上料机中,并卸入到输送皮带机上进行称重记录。试验中应严密观察管道的流通状况,防止堵煤现象发生。试验煤样质量数据具体见表3。
由表3可知,该全自动弃样输送系统输送煤样平均损失率为0.22%,即系统回收率为99.78%;而收集效率为1.53 t/h。从数据分析可知,该系统收集效率完全满足设计计算生产率1.44 t/h的要求,且试验过程中输送管道不存在黏煤现象,同时试验过程中未出现管道及弯头等堵煤问题。
目前,该弃样输送系统已应用在宁夏计质检验所和东方希望重庆水泥有限公司的智能全自动制样系统工程项目上,系统设备运行稳定可靠。
表3 弃样输送系统试验输送质量数据
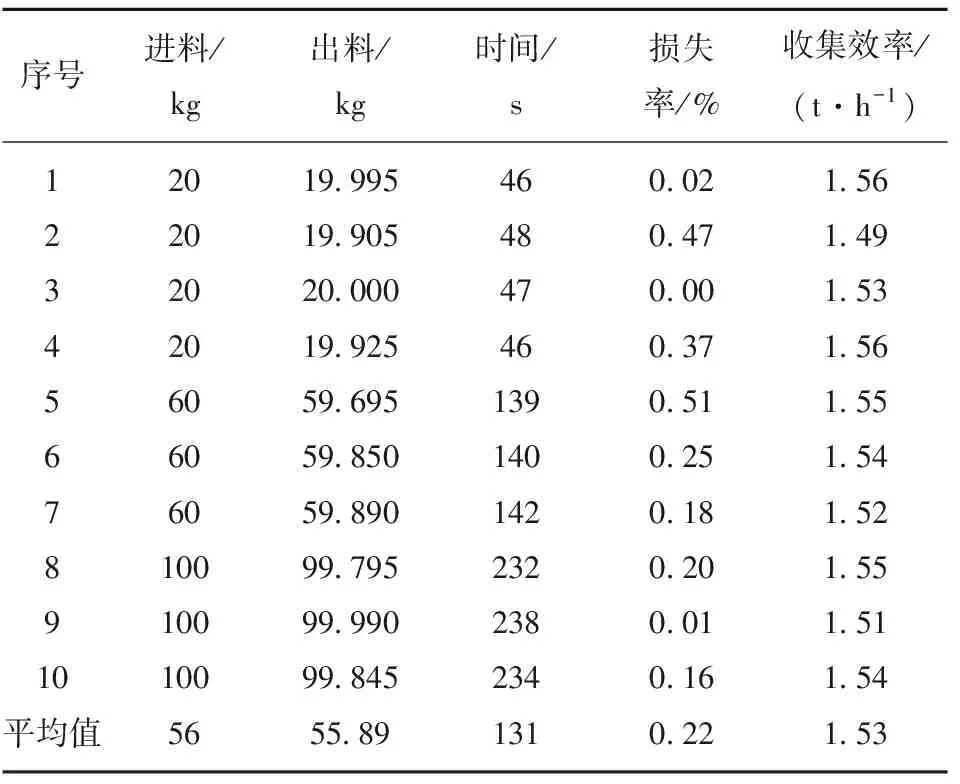
序号进料/kg出料/kg时间/s损失率/%收集效率/(t·h-1)12019.995460.021.5622019.905480.471.4932020.000470.001.5342019.925460.371.5656059.6951390.511.5566059.8501400.251.5476059.8901420.181.52810099.7952320.201.55910099.9902380.011.511010099.8452340.161.54平均值5655.891310.221.53
4 结 论
基于真空气力输送技术的弃料煤样输送系统,通过采用真空气力输送和称重技术,实现了全自动制样系统中弃料煤样的输送、收集和称重。在理论设计计算的基础上,开发了该系统设备,通过试验数据验证真空气力输送技术在全自动制样系统中的可行性,并得到如下结论:
(1) 该全自动弃样输送系统实现了6 mm煤样的高效收集,系统回收率99.78%;收集效率1.53 t/h,系统运行平稳可靠,不存在堵煤黏煤的现象。
(2) 真空气力输送技术解决了全自动制样系统传统弃料输送皮带、螺旋输送机和提升机占地空间大、易漏煤撒煤、输送效率低的问题,系统结构简单,成本低,使用和维修方便快捷。
(3) 由于真空气力输送系统为全密闭式管道输送,故其对输送设备所处的环境不会造成任何污染,并在节能减排、环境保护方面具有其它输送技术无法比拟的优势。
(4) 在弃料煤样输送方面,基于弃样对含水率损失、粒度损失上等无特别的要求,真空气力输送技术与全自动制样系统的对接可实现真正的全自动无人值守,能大幅度降低人工劳动强度,进而提高煤炭采制样的生产效率。
