转鼓飞剪同步齿轮齿隙调整与优化
2019-11-05孙海军吴汶桦
孙海军 吴汶桦

【摘 要】在炉卷项目制造中,转鼓式飞剪是相当关键的设备。要让转鼓式飞剪发挥出作用,就需要做好齿隙调整与优化。在文中主要就针对转鼓飞剪同步齿轮齿隙调整与优化进行探讨,为提高生产效率奠定基础。
【关键词】转鼓式飞剪;齿轮齿隙;优化措施
中图分类号: TG44文献标识码: A 文章编号: 2095-2457(2019)28-0076-002
DOI:10.19694/j.cnki.issn2095-2457.2019.28.030
0 概述
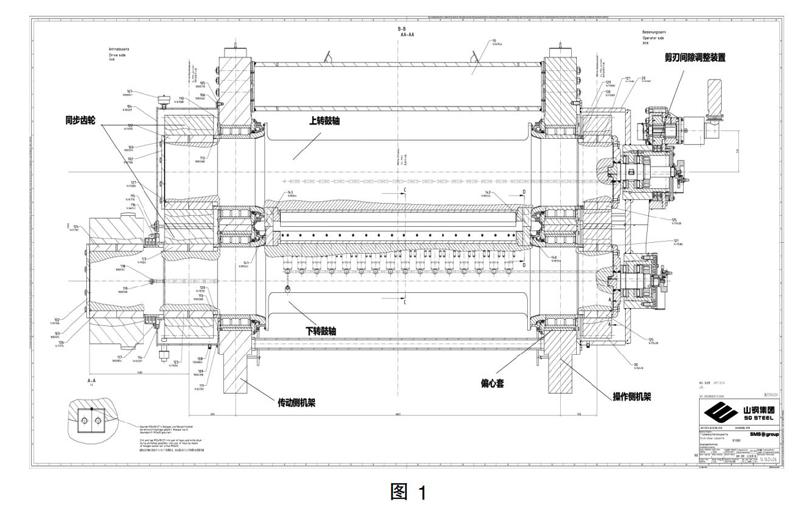
转鼓式飞剪是我公司和西马克合作为山钢3500mm炉卷项目制造的关键设备。转鼓式飞剪主要由上、下转鼓、同步圆柱斜齿轮副、传动侧机架、操作侧机架、底座、剪刃调整机构、刀片锁紧调整机构、及驱动系统等部件组成。(图1)该转鼓飞剪的机架为分体式结构,其主要目的是便于上、下转鼓轴的装配。山钢转鼓飞剪位于炉卷轧机入口侧,主要作用是对行进中的带钢进行切头及切尾动作。切去带钢头部不规则形状,以便于轧辊的咬入保证通板性。切去带钢尾部低温部分以减少对轧辊的冲击。
山钢转鼓飞剪主要参数如下:剪切带钢最大厚度:35mm,带钢最大宽度:3250mm,热剪最大强度150N/mm2。飞剪在剪切工作时由于剪切力的作用,转鼓轴会产生变形,这些变形会使剪刃间隙发生变化。为了保证剪切顺利进行,必须保证齿轮副的啮合侧隙小与0.1mm。所以调整齿侧间隙工作在飞剪精度调整工作中尤为关键。本文就齿侧间隙调整做主要阐述。
1 同步齿轮中心距调整
山钢转鼓飞剪同步齿轮为斜齿圆柱轮其优点。
(1)啮合性能好:斜齿圆柱齿轮轮齿之间的啮合过程是一种过度的过程,轮齿上的受力也是逐渐由小到大,再由大到小;斜齿轮适用于高速,重载情况。
(2)重合度大:重合度的增大使齿轮的承载能力提高。从而延长了齿轮的寿命。重合度主要取决于啮合时间,而斜齿轮的啮合时间长,接触面积大,使应力减小。并使传动平稳,且增加了其经济性。
(3)结构紧凑:最小齿数越少,则结构越紧凑。
(4)斜齿圆柱齿轮存在螺旋角,上转鼓轴轴向窜动来达到剪刃间隙调整目的。
山钢转鼓飞剪齿侧间隙调整采用偏心套调整法。上转鼓轴固定为基准,下转鼓轴在轴承和机架孔之间设有偏心套。调整齿轮侧隙原理如(图2)O1为上转鼓轴中心也是齿轮中心,O2为下转鼓轴机架孔中心也是偏心套外圆中心。O3下转鼓轴齿轮中心。偏心套偏心量为e,以e为半径以O2为圆心画圆,这个圆上任意一个点就是下转鼓轴齿轮中心的动点。α为两齿轮中心距Δα为偏心套转动(180-θ)角度后中心距,调整后的中心距根据三角函数余弦定律可知:
2 齿侧间隙测量
侧隙是齿轮传动的一个重要参数,侧隙在齿轮啮合中受到负载、温度变化而变化。所以相啮合齿轮必定要有侧隙。齿侧间隙可分为圆周侧隙、径向侧隙、法向侧隙。本文中提到的侧隙为法向侧隙。法向侧隙的定义是当两个齿轮工作面相接触时其非工作齿面的最短距离。可用压铅丝法和塞尺测量。(图3)侧隙的计算,根据机械设计手册可知:
3 齿侧间隙优化调整
依据装配技术要求,偏心套初始位置放置在0度=180度此时中心距为最大值齿齿间隙最大值。用塞尺测量记录数据。按技术要求将操作侧与传动侧偏心套同步同方向旋转15度,用塞尺测量记录数据。但在实际调整过程中由于下转鼓轴重量近50噸,摩擦力过大无法直接转动偏心套。必须将下转鼓轴拆下,用工装将偏心套固定用行车转动机架来达到调整目的。然后将下转鼓轴重新装回固定。用塞尺检测侧隙的变化量。反复重复以上工作直至齿侧间隙满足图纸要求。采用此调整方法不仅费时费力,且每一次转动偏心套,齿侧间隙的变化是不可控的。
根据齿侧间隙调整的实际情况制订优化方案:
(1)计算出偏心套在齿轮副正确啮合时理论所处角度。将机架上下孔中心数据13500.045与齿轮副中心距13500.062分别代入公式(2)算得偏心套转动角度为89.5°95.8°84.3°91°即偏心套理论调整范围在84.3°~95.8°之间。
(2)在两机架外侧面划辅助角度刻线,偏心套初始位放在80°,塞尺测量齿侧间隙记录数据。
(3)如需调整将要调整的齿侧间隙数值代入公式(4)计算出中心距的相应变量,然后再将数据代入公式(2)计算出偏心套所需转动角度。
(4)复测齿侧间隙,如不合格重复上述工作直到满足要求。
4 结语
通过计算调整齿侧间隙的方法,不仅减少偏心套调整次数,也对齿侧间隙有了数字控制。降低了工人的劳动强度,提高了工作效率。
