基于CATIA的汽车水箱焊装夹具的设计
2019-10-21夏云
夏云
摘要: 中国的汽车制造业从无到有发展至今,已经成为国民经济中的支柱型产业之一,由于汽车水箱外观的复杂性和高低不一,对于水箱的焊装夹具提出了更加严格的要求,。在焊装设计的过程中,可以发现,组成水箱的零件大多结构形状复杂,数量又相对较多,这就暴露了国内技术的不足之处,使得在具体操作过程当中非常复杂,工作量也比较大,周期也比较长,存在一系列弊端。而在数字化不断进步的当下,在进行汽车制造行业发展的时候,可以利用相对应的知识来建立一个零部件库,这样可以提高整体的工作效率,对于车型的研发也非常具有帮助。
关键词: 汽车水箱;焊装夹具;工作效率
本文所研究的内容是对于一套专用夹具的设计,从焊装夹具的组成、设计步骤、总体方案设计、仿真干涉检查等方面作设计说明。
汽车焊装夹具的组成
夹具基板、夹紧机构、定位装置还有辅助系统,这四部分构成了汽车的焊装夹具。
夹具底板
夹具底板是汽车焊装夹具中最基本的原件,它的精度决定了定位机构的准确度。因此,要实时考察夹具底板是否平整,有无粗糙面。
在夹具基板设计之初,要考虑到焊装夹具的测量也是在夹具基板上进行的,所以需要留有一定的空间来放置测量装置的各类零部件。
定位装置
定位装置是由固定销、插销、移动销等五类工件所构成的零部件组成的。定位元件必须要有非常强的刚性和硬度,不然频繁使用汽车焊装夹具会造成元件的磨损,为了可以及时快速修复定位元件,对夹具提出了柔性的要求,要尽量使主要定位元件是可以替换的。
夹紧机构
焊装夹具中的夹紧机构分成快速夹紧机构与气动夹紧机构两种类别,这两种夹紧机构各有自己的特点。快速加紧机构的特点是它的动作很迅速,结构简单,它的快速反应非常符合生产量大时的要求;而快速夹紧装置一般不是一个独立的整体,是由几个串联或是并联在一起进行使用,这样能够达到同步的目的[13]。有一些对于精度要求比较低的焊接件里面,定位和夹紧是能够同步实现,这样就可以不再需要专门的定位元件,后期也可以转换成一些其他的机构用于其他的应用,就使得使用的范围被进一步扩大,通过垫片的方式来调节压块,能够保证整个工件更加完整。焊点和焊点之间的配合,可以使每一个焊点都落实到位,没有虚焊的现象产生,会提高焊接的质量,实现手动自动的结合混用。
辅助机构
辅助机构是焊装夹具不能忽略的一个重要部分,它在焊装夹具中发挥了自己的独特的作用。目前常见的几种辅助机构由旋转机构、反作用焊接机构以及翻转机构这三种。在夹具基板的布置中,应该要放置旋转机构,在旋转机构作用之下,夹具就能够实现任意角度的旋转,这样就不必布置很多的焊机,减少焊机的使用量。当遇到一些特殊情况时,只需移动焊点就可以实现焊接工作,既能够保证整体的工作质量又非常的便捷。此外为了能够保证整个工件处于稳定的状态,必须要设置止动装置。翻转机构,在进行整体操作过程当中,做成翻转的样子,使夹具的翻转和焊件的方向配合,让工人可以保持在水平的位置进行焊接工作,这样就降低了工人的劳动强度,这样在设计时就要求配置一个防动的装备,预防夹具会自动翻转元件。
汽车焊装夹具设计步骤
汽车水箱的焊接是一个非常复杂过程,一般涉及三个领域,分别是电气控制,气动技术和结构设计。而具体的设计步骤如下:
在设计之前首先要了解各个部分的东西,了解各类知识,包括结构,生产的形势,对于生产工艺的要求,还可以参照其他国家的优秀设计。
根据它焊接的要求来确定它的方式以及定位基准,此外还要根据相关理论来确定基准点,只有这样才能保证基准点分布的位置比较合适,也能够更好确定夹紧的位置以及定位点,并制定合适的方案。
先将设计出来的元件统称为非标准部件结构,然后从中选择可以作为标准部件的元件,进一步完成夹具的总设计。
运用计算机的仿真运动来对焊装夹具进行测评,不断对设计不合理的地方进行分析,提出改进的方案。如果发现存在不合理的地方,就要及时的进行改进,直到它能够和整体的结构相符合,符合整体设计要求。
水箱分总成焊接夹具的总体方案设计
夹具体方式的选择与设计
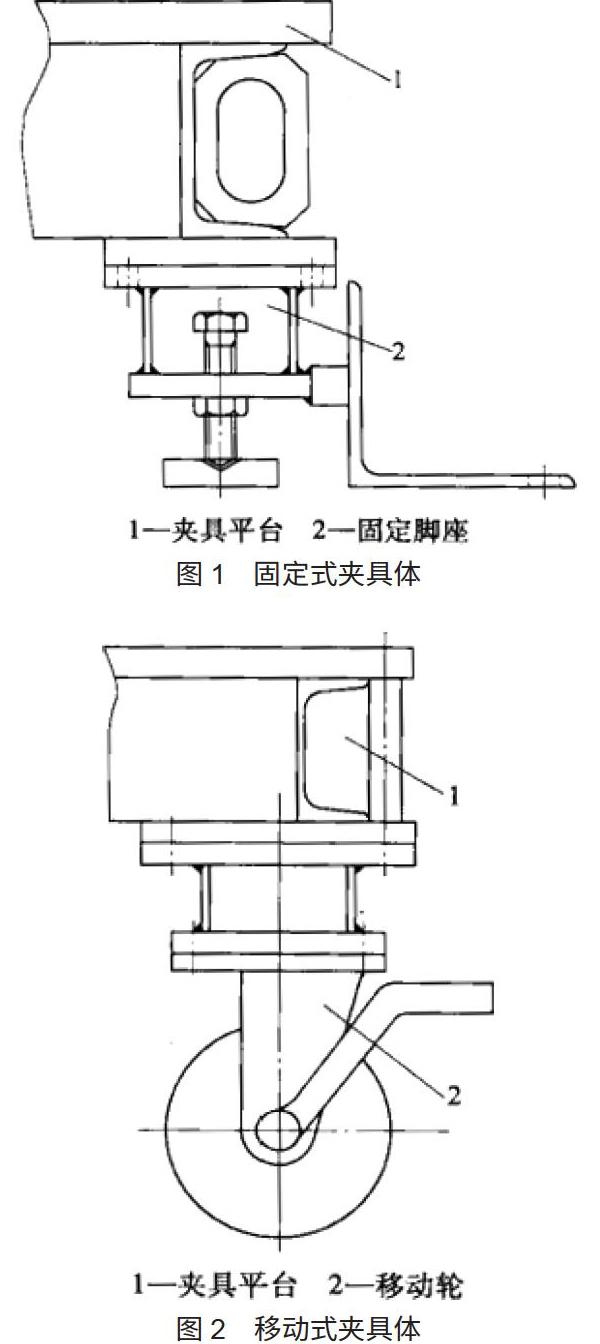
根据前述夹具体的选择方法以及常用的夹具体的方式有如下2种,结构如图1,图2所示。
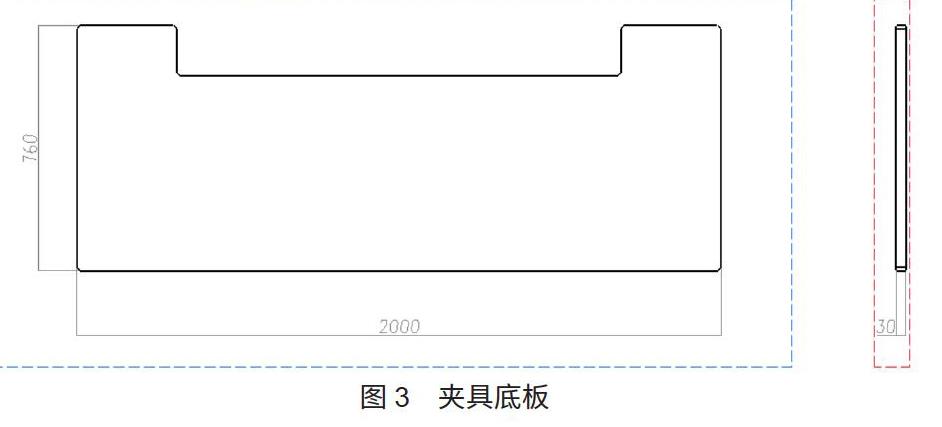
考虑到该组件没有特殊焊接位置要求的分装夹具和有自动输送装置的全自动或半自动生成线上的夹具,故該组件采用常用的固定式夹具体,根据水箱焊接组件的大小与形状,以及焊接场所的现有条件,绘制了夹具的底板,该底板长度20000mm,宽760mm,厚为30mm,如图3所示。
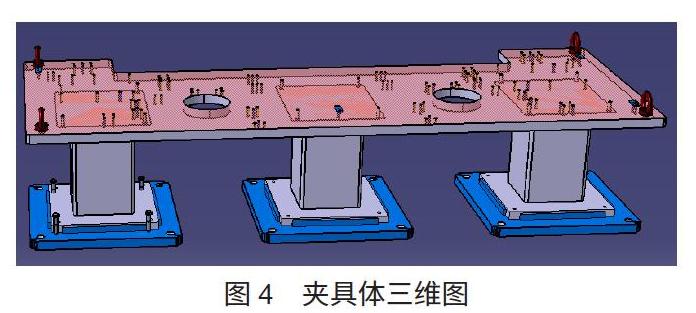
在夹具底板的基础上,通过基本平面尺寸大小确定底板厚度,再考虑焊接工人的高度与人体工程学,并且结合夹具体的安装距离,将夹具体长度设计为长2000mm,高度为760mm,宽度为70mm。这种情况下,假如焊接工人为175cm左右的高度,身体机能处于工作情况,操作者的手部距离工作台的高度差不多齐平,那样方便工人装件和取件,其三维图如下图4所示。
确定装焊方案
从焊接件产品图中看出,该组件采用一次装夹即可把所有的零件焊到位,不需要分焊。首先把水箱两侧连接板放入焊接夹具定位销内,然后把两侧加强筋支架放入夹具内,压紧两侧边的手动夹钳。将水箱外壳插入腰形孔中,台阶销插入水箱外壳相应的孔中,按住气缸的开关。气缸压紧到位即可施焊。由于该组件的焊点分布在左右两侧,故焊接顺序可以按操作者方便焊接的顺序来定。初步拟定为为先焊右侧U型支架的两处角焊缝(图5a)→水箱外壳与左侧加强筋支架焊点5x(图5b)→水箱右侧连接板与右侧加强筋支架焊点1x(图5c)水箱外壳与左侧加强筋支架焊点5x→(图5d)水箱左侧连接板与左侧加强筋支架焊点1x。
经过对比分析,该装焊夹具采用固定式夹具体,在夹具体上安装有立柱、定位块、辅助支撑块、在立柱上安装有气缸、连接块、限位器、定位销等构成。
干涉检查
为了保证焊装夹具设计的可靠性,在设计结束后,使用CATIA自带的运动分析模块(DMU)对焊装夹具部件进行仿真和干涉检查,如果部件之间发生干涉,重新调整或者设计这些基本元件。
装配夹具体
各零部件设计完成后,进行建模,完成夹具体的整体装配,如图6。
建立焊枪模型
如图7所示。当焊枪焊接时,焊枪应垂直于焊件表面。同时,焊枪应该不受到其他结构件的影响。从人体工程学角度看,作业者的手应该与操作台齐平,这样的工作高度使工人感到最舒适。该焊枪为C型焊枪,其工作有效行程为20mm,最大开启行程为100mm,臂间距为210mm,焊枪圆转台的直径为300mm,焊枪可用于圆转台。
运动仿真
在夹具设计中,利用CATIA的运动分析模块(DMU)对焊接夹具运动部件的运动关系进行仿真,通过定义构件之间的连接、运动关系、动力源,进行运动过程模拟仿真。工位上有14个焊点,对应相对的焊枪,如图8。
总结
本章内容中,具体的提出了什么是汽车焊装夹具,如何设计一套合理可行的汽车焊装夹具,为汽车焊装夹具的定位提供了一个基准以及评价夹具设计的标准。为了设计的便利行,通过汽车焊装夹具专用软件CATIA设计了夹具的单元,进行了装配,并运用CATIA自带的运动分析模块(DMU)对焊装夹具部件进行运动关系仿真和干涉检查。
参考文献
汪圣.连杆焊接夹具的设计与应用[J].机电信息,2016(18):115–116.
Li Q. Design of automatic equipment for riveting and laser welding of transformer core[J]. Welding & Joining, 2017.
涂闯,王茂廷,王琦.基于CAD固定床加氢反应器冷氢箱支撑主梁焊接专用夹具设计[J].石油化工设备,2016,45(03):48–51.