300MW机组锅炉冷渣器结焦问题及优化改造分析
2019-10-20黎新建
黎新建
摘 要:近年来,300MWCFB机组在我国得到了快速发展。由于国内并未形成统一的设计和运行技术规范,缺少该类型机组的运行经验。我国电力行业自20世纪80年代以来飞速发展,对推动社会经济发展提供了有力保障。以煤炭为动力来源的火力发电仍占据我国电力供应的主导。本文针对笔者所在电厂300MW机组在运行中出现的锅炉冷渣器结焦问题,采用适当的运行措施调整和及时改进检修的措施降低了系统的故障率。
关键词:300MW机组 锅炉冷渣器 结焦问题 优化改造
中图分类号:K229 文献标识码:A 文章编号:1674-098X(2019)05(b)-0096-02
本文在研究中,重点分析电厂300MW机组运行中的锅炉冷渣器结焦问题,分析其优化改造设计方法。
1 300MWCFB机组设备概况
电厂共建有2台机组,锅炉型号为HGl025/17.4—L.MN36,设备为全钢构架,露天布置,整体布置为单炉膛,双风布板;锅炉为亚临界参数设计,单锅筒,采用的为自然循环;平衡通风,一次中间再热。
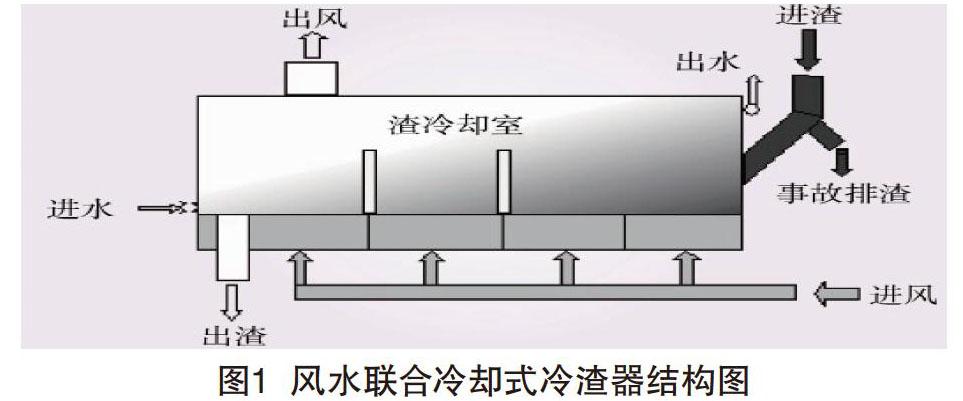
各台锅炉上均会设置有其4台FAC-3-30/150风水联合冷却式冷渣器,所处位置是在炉膛下部,其中排渣控制设备选择的是旋转阀。另外,在锅炉上配置有两套斗式提升机以及埋刮板输送机,将其作为是锅炉的底渣输送设备。冷渣器的主要设计值分别为:风帽238,冷却渣量为30000kg·h-1,入口渣温920℃,出口渣温<150℃,冷却水量100000kg·h-1,水系阻力<0.12MPa。单台冷渣器的结构见图1。
2 冷渣器结焦的发生原因
2.1 故障表现
机组调试中,锅炉发生排渣系统故障,冷渣器运行不稳定,出现了内部结焦、进排渣不畅等问题。投产使用后,冷渣器经常性发生回路故障,表现为:排渣门处发生焦块卡涩,引发排渣门扭动存在一定难度;进闸控制阀上端焦块比较多,影响进渣顺畅性;冷渣器进渣门集散控制系统计算机中的输入指令和反馈值存在明显不一致;也会发生从炉膛向冷渣器内漏渣问题[1]。
2.2 原因分析
固态排渣煤粉炉中,火焰中心温度可达1400°C,煤粉燃烧温度较高,熔融灰渣颗粒离开火焰表面遇到水冷壁,通过冷却附着在管壁表面上的现象为结焦。燃烧器、过热器都可能发生结焦,烟气温度与灰颗粒温度随烟气流动不断降温,如在达到受热面前冷却固体,烟气仍能带走部分灰渣。灰渣如达到炉膛受热面处于熔化状态,将粘附在接触表面形成结渣。火焰贴近炉墙时烟气中的灰呈熔化状态,火焰直接冲刷受热面导致受热面结焦。锅炉受热面结焦将减少热交换,水冷壁受热面内工质吸热过程减少,导致排烟损失增大。水冷壁面结焦必须炉内增加燃料量以保持负荷与蒸发量相同,提高了风机负载,风烟系统易被堵塞,限制锅炉的出力。排烟温度导致炉膛出口温度增加,可能造成结焦。如上部炉膛结焦掉落可能会损坏水冷壁管。锅炉在局部结焦不及时清理,焦块达到一定厚度时,炉膛内温度场发生变化,焦块易破坏锅炉的炉内空气动力场使燃烧恶化。
在我公司故障分析中,设备厂家技术人员针对冷渣器运行情况实施指导分析:将桶渣口门加装在排渣控制阀上,方便将产生的结焦及时清理干净;对冷渣器内部情况进行巡回检查,及时清理运行中出现的焦块;校对分析冷渣器进、排渣阀控制执行机构,保障反馈值和集散控制系统指令尽可能接近。在对冷渣器料层差压及运行风量等相关参数实施调整,以能够在不同参数下的冷渣器结焦情况实施检查分析。炉膛向冷渣器内漏渣主要是由设备存在的缺陷引发的冷渣器手动杆未完全关闭。
3 运行调整和设施优化改造
3.1 运行措施调整
(1)在运行状态时,应合理调整冷渣器的进/排渣门,并对进出渣量实施有效控制,保障能够实现连续进出渣,冷渣器风量控制应该为18000~20000m3/h,并根据进渣量的大小,适当调整风量。当料层的差压超过7kPa时,应适当提高风量,加速流化。
(2)正常运行时,应将冷渣器内的料層差压控制约为在4kPa,同时保障在7kPa以内。料层差压如果在6kPa以上,即需要调至最大排渣门加大排渣量,在此处理下如果料层差压下降不明显,可以首先将进渣门关闭,在料层差压在4kPa以下的时候,再次开启进渣门。
(3)通常情况下,可以保持保持1~2根进渣阀手动插杆全开。在不进渣状态下,在开启另外两根,进渣情况正常后即可以将恢复到原状态。气动进渣阀调整过程中的参考依据包括有高低温床温度、出口水文等,其中出水温度要确保小于90℃,高温床温度要确保小于750℃,超过这个限度应立即关闭进渣阀[2]。
(4)排渣控制阀开度控制应该是在20%~35%范围内,在此时冷渣器中的焦块清理不够彻底,因此需要结合巡回检查情况,将排渣控制阀适当的开大,其中开度控制在50%以内,待焦块清除干净后,尽快恢复排渣控制阀的开度至调整前的状态。
(5)重新从高温段到低温段调整冷渣器风室的就地手动小风门开度,并修改运行规程;如果相邻仓室间床压偏差在5kPa以上,即需要迅速关闭或开启手动小风门,将相应位置调整2~3次。等到床位恢复正常,再调整风门开度至之前的状态。
(6)当冷渣器进渣控制阀和排渣控制阀输入指令和反馈值偏差比较大的时候,即可以对仪表实施调整校对。
3.2 优化改造
(1)再次校对安装进渣控制阀以及气动执行机构,同时加上密封面,对执行结构进行仔细检查并校正集散控制系统的就地反馈信号。
(2)全面彻底的清理冷渣器内部,包括水冷管束上方的焦块,解体检查水冷套体并并作出相关的技术处理。
(3)修补冷渣器中的浇注料脱落部位,在修补过程中注意采用防止浇注料再次脱落技术。
(4)锅炉的排渣口处加装自上而下的桶渣装置。
3.3 改造后的效果
进行优化改造后,机组没有再次发生故障,主要是冷渣器结焦故障被迫停运。同时提升了机组利用小时数以及负荷率,最终大概是额定负荷率的90%。排渣热损失大大下降,从原来的1%降至0.4%,因为受到多种因素的共同影响,提升了锅炉的热效率,和所设计的参数值比较接近。降低了电煤耗,减少了非计划停运次数。
4 结语
锅炉排渣系统不稳定是300MWCBF机组常见的故障之一,可以采用适当的运行措施调整和及时检修降低系统的故障率,这种优化方式提高了锅炉的热效率,节省了电煤耗,减少了非计划停运次数,提高了机组的运行可靠性和经济性。
参考文献
[1] 管德清,莫江春,吕黎明,等.300MW机组锅炉启动过程的优化研究[J].动力工程,2005,25(5):609-613.
[2] 吕大庆. 300 MW机组捞渣机故障分析及对策[J].华电技术, 2010,32(6):50-54.
[3] 牟福祥,梁春利,任元太. 300MW锅炉火检故障原因分析及治理[J]. 工业控制计算机, 2011,24(4):112-114.
