12Cr1MoVG高温管道中异种钢焊缝引起的局部热应力
2019-09-16
(天津市特种设备监督检验技术研究院,天津 300192)
0 引言
在高温承压设备的制造中,通常需要将铁素体钢、珠光体钢或者马氏体钢与奥氏体不锈钢焊接连接,形成异种钢连接结构。工作温度不高时,常采用奥氏体焊材;工作温度超过370 ℃时,则采用镍基焊材,有时组合使用镍基母材、镍基焊材和奥氏体焊材进行过渡。由于母材、熔敷金属在化学、金相、热学、力学等方面性能的差异,以及对结构服役过程中化学、金相组织稳定性和损伤、失效的担忧,人们就异种钢焊接中的焊材匹配、焊接工艺、焊接应力、焊后热处理以及局部硬化层、脱碳层、早期失效等进行了较多的研究[1-3],并普遍认为由线膨胀系数差异引起的热应力是一个重要因素,但相关文献并不多。
1976~1980年,Dalcher等[4-6]陆续公布了他们在钠冷快中子反应堆研究项目中,针对2.25Cr-1Mo与316不锈钢管的环向焊接接头进行的试验和分析结果;有限元分析中采用了弹性[4]、弹塑性[5]和非弹性(弹塑性和蠕变)[6]材料模型,并开发了相应的运算程序。尽管这些研究中混合施加了热瞬态、均匀温度和内压力载荷,而没有区分它们各自的作用,且原始的计算条件限制了解题规模,但其解决问题的思路堪称经典。1998年,王智慧等[7]采用弹性有限元方法,分析了700 ℃高温条件下Cr5Mo和Cr18Ni8管子连接焊缝的热应力,模型中简略考虑了马氏体硬化层,并通过对比得出60°坡口有较好的热应力分布;不足之处是线膨胀系数采用了400 ℃时的单一值,会造成较大误差。同年,吕文广等[8]也采用弹性有限元方法,对钢102与TP347H异种钢焊接接头在600 ℃工况下的热应力进行了计算,并对比分析了非对称坡口角度的影响,但该文采用了明显粗大的单元网格。2011年,Xu[9]对比分析了1Cr9Mo-A302-45,0Cr18Ni9-Inconel 182-45 等6种母材、焊材匹配条件下的高温热应力,但有限元分析仍然采用了线弹性材料模型。
笔者在检验工作中,发现某在用发电锅炉的主蒸汽管道母材采用12Cr1MoVG管材,其中两个环焊缝采用了奥氏体焊材。管材规格为∅219 mm×7 mm;工作温度450 ℃,工作压力3.82 MPa。对熔敷金属现场光谱分析得到含Cr约20%,含Ni约10%。
奥氏体不锈钢的线膨胀系数比12Cr1MoVG高30%~50%,在高温条件下,即使焊接接头位置没有温度梯度也会存在显著的热应力;奥氏体钢的弹性模量较12Cr1MoVG小5%左右、屈服应力低20% ~30%,易于产生弹塑性变形,有利于实现“协调”,降低材料不连续处的应力,但会增加奥氏体区域的应变。
相对于文献[1-9]中研究的异种母材的焊接连接,低合金钢之间采用的奥氏体焊缝,在高温下热膨胀所受到的约束更强,局部热应力也会更大。本文分别采用热弹性和弹塑性有限元方法,分析由于上述差异引起的局部热应力,并基于弹性安定原则,探讨标准[10-11]中异种钢焊接接头使用温度上限的适用性。
1 分析模型
1.1 基本假设
有限元分析中采用如下基本假设。
(1)母材和熔敷金属的接合面在焊接后仍保持原有的坡口形状;
(2)忽略熔合线附近母材、熔敷金属性能因焊接引起的变化;
(3)为考察工作温度带来的热应力,假设在投用之前,焊接接头处于无应力状态,忽略焊接和焊后热处理带来的残余热应力和塑性应变历史;
(4)同样,为考察热应力,分析中仅考虑温度载荷,而不考虑内压力、重力和管系的总体协调载荷;
(5)升温、降温过程中,假定结构各个位置温度变化是均匀的,忽略热稳态的内外温差以及启停过程中的温度梯度;
(6)由于焊材牌号已无从查证,分析中假定熔敷金属的性能符合0Cr18Ni10Ti管材;
(7)焊接接头无缺陷。
1.2 材料基本参数
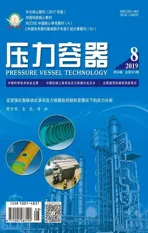
分析中考虑母材、熔敷金属的弹性模量、线膨胀系数、屈服应力随温度的变化,采用的数据见表1[12]。
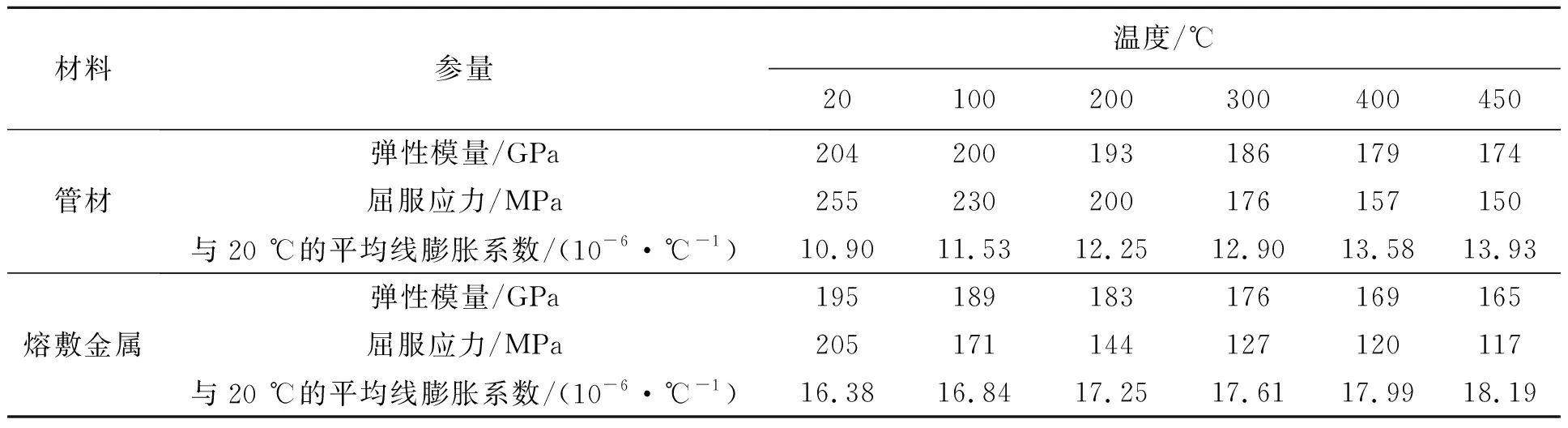
表1 分析中采用的材料性能参数
1.3 几何模型与网格
焊接坡口单边角度为30°,钝边高度和间隙均取为1 mm。焊缝内侧表面与管子内表面平齐。外侧余高0.5 mm,圆弧轮廓。
分析中采用了轴对称模型,并且仅考虑1/2焊缝,如图1所示。图1中还给出了局部的网格划分情况,并对重点关注的焊缝内侧中部节点(图1中位置A)、焊缝外侧余高的顶部节点(图1中位置B)和焊缝外侧的焊趾节点(图1中位置C)临近区域网格进行了细化。分析中约束了焊缝中心线上的轴向位移,管子远端横截面处于自由状态。
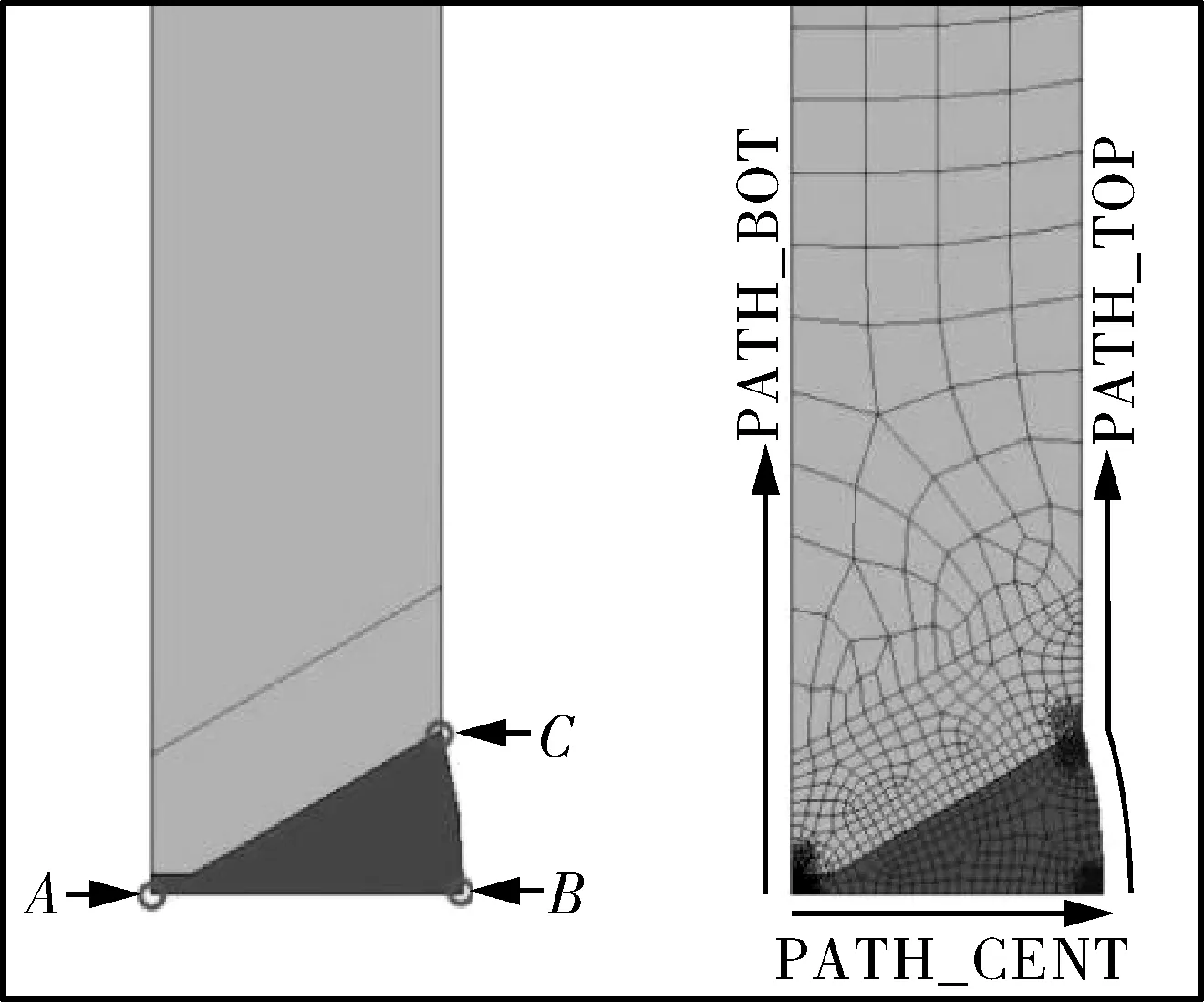
图1 几何模型与局部网格
2 弹性分析
由于熔敷金属线膨胀系数较大,温度变化时,其较大的热膨胀/收缩量会受到母材的限制,从而带来热应力。进行弹性分析,可以了解这些热应力的基本特征。
图2(a)示出温度由20 ℃提高到450 ℃时焊接接头的热应力(Mises等效应力,单位Pa),图中对异种材料界面两侧的应力进行了“均化”处理(下同)。可以看出,焊缝及其近邻区域普遍存在较大的热应力;最大应力出现在内侧焊根区域(见图1中位置A),为515 MPa;焊缝外侧顶部、外侧焊趾(以及沿坡口的延伸区域)也存在较高的应力水平。可观察到,母材上应力较高的区域仅限于距离坡口边缘数毫米的区域,应力水平沿管子轴向很快衰减。
管材和熔敷金属在450 ℃时的屈服应力分别为150 MPa和117 MPa(见表1),以0~150 MPa区间来显示等效应力分布,超出150 MPa的灰色区域即为屈服区域,见图2(b)。可见,在工作温度下,熔敷金属的全部以及母材上沿坡口宽约2 mm的带状区域均产生了屈服。
图2 弹性分析结果(Mises等效应力,Pa)
如图1所示,选取外表面轴向路径PATH_TOP、内表面轴向路径PATH_BOT以及沿焊缝中心线的径向路径PATH_CENT,拾取这些路径上节点的轴向应力和环向应力并作成曲线(见图3~5),来观察结构的热应力特征。
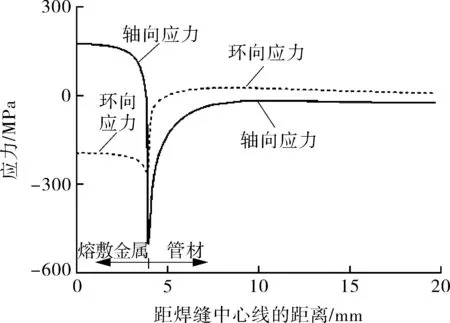
图3 外表面路径PATH_TOP上的应力
由图3,4可以看出,焊缝内外表面主要承受轴向拉应力,且焊根表面的应力值更大,最大值为435 MPa,为名义屈服应力的3.7倍。轴向受拉与想象中受压的情形相反。为了便于观察焊接接头的变形情况,将焊缝余高去除,重新进行分析并观察升温后的变形情况(见图6),发现不仅焊缝外侧有 “外凸”,焊根部位也有外凸现象;由于焊根部位受到的膨胀约束更强,因此会表现出更大的轴向拉应力。
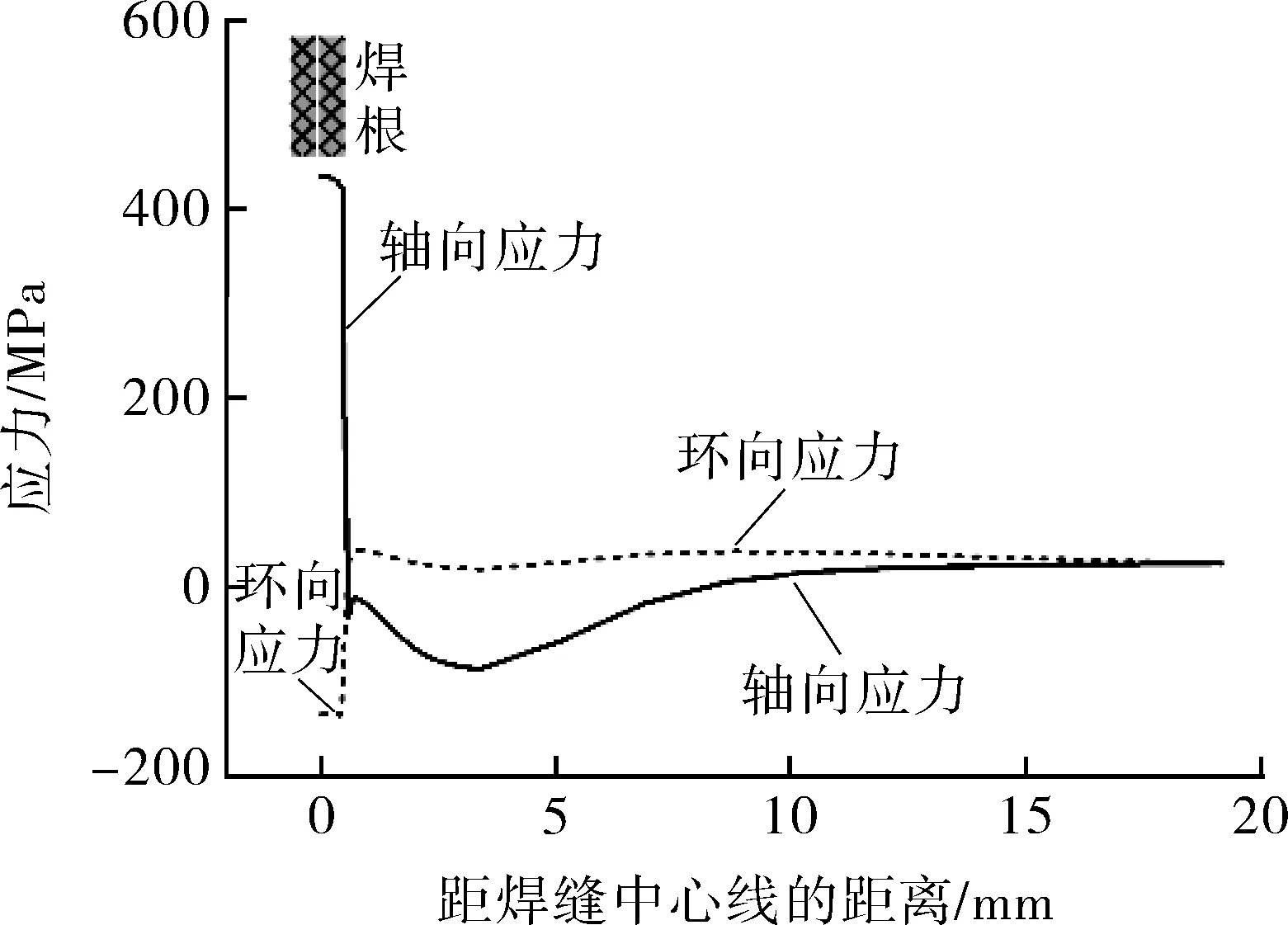
图4 内表面路径PATH_BOT上的应力
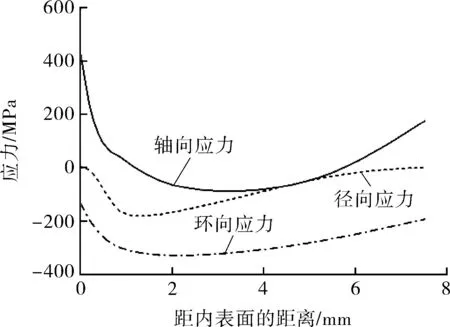
图5 焊缝中心线上的应力
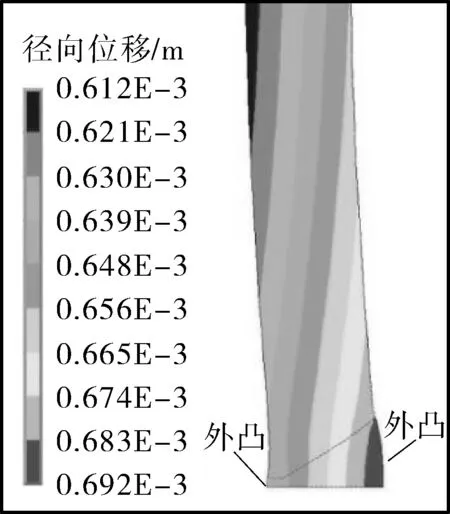
图6 无焊缝余高模型450 ℃时的变形情况
在熔合线位置,由于材料特性发生突变,环向应力和轴向应力均出现大幅跳跃。外侧焊趾位置受到了严重的挤压,特别是轴向压应力超过了500 MPa。
由图5可知,焊缝中心线上各个位置的环向应力均为压应力。进一步观察发现,整个焊缝均处于环向受压状态;所有节点的环向应力的绝对值均超过了屈服应力。
按照应力分类的原则,分析得到的热应力为二次应力和峰值应力的组合。建立A-B(焊缝中心线)评定路径,得到薄膜应力强度为281.5 MPa,薄膜加弯曲应力强度318.4 MPa,均属于二次应力。薄膜加弯曲应力强度略超过许用应力的3倍(即315 MPa,许用应力取自GB 150.2—2011[12]),但远大于屈服应力的2倍(即234 MPa),可见焊缝静载强度不满足强度条件。启停过程中,仅热应力可能会使得焊缝处于非安定状态。
3 弹塑性分析
弹性分析中发现存在较高的应力水平,整个焊缝的应力超过了屈服强度。塑性行为的存在,使得弹性分析已经不能够准确描述焊接接头的高温响应。为了揭示焊接接头在高温条件下以及不可避免的启停热循环过程中的承载特征,以下进行弹塑性分析。
考虑母材12Cr1MoVG存在屈服平台,而且试算结果发现塑性应变并不太大,因此弹塑性分析中,母材采用理想弹塑性模型。对于奥氏体熔敷金属,通常没有屈服平台,分析中采用了双线性材料模型;依据理想弹塑性材料模型试算得到的塑性应变范围,并参考文献[13]中的数据,其强化阶段的切线模量取为对应温度下弹性模量的1/100。分析中采用Mises屈服准则和随动强化模型。
低合金耐热钢的蠕变门槛温度大于450 ℃[14],而奥氏体不锈钢会更高,因此,弹塑性分析中不考虑蠕变因素。
分析中以10 ℃为步长,从20 ℃升温到450 ℃,然后逐步降温到20 ℃。每个载荷步(升温或者降温10 ℃)开始计算时,按照前一步的分析结果更新一次几何形状。
首次升温过程中,当温度低于130 ℃时,焊接接头处于弹性状态;当升温到130 ℃时,位置A首先发生屈服,温度再升高,屈服区域沿钝边向焊缝内部逐步扩大;到160 ℃时,位置C开始进入屈服,继续提高温度,屈服区域沿着坡口向焊根方向扩展;到180 ℃时,位置B发生屈服;到210 ℃时,始于位置A和C的屈服区域在坡口中部连通;当温度达到230 ℃时,整个焊缝全部进入屈服;温度达到450 ℃时的Mises等效塑性应变(不含热应变,下同)见图7的左图,图中区分了屈服区域和非屈服区域。可见,屈服区域与弹性分析结果类似,但沿着坡口的母材带状屈服区域更加规整;最大屈服应变发生在位置C,为0.8%;塑性应变较大的区域有两个:一个是内侧的焊根区域,另一个是始于外侧焊趾、沿着坡口向内部延伸的“手术刀”形状区域。
降温过程中,首先弹性回缩。当温度下降到230 ℃时,位置A首先发生卸载屈服;位置C卸载屈服的温度为180 ℃;而位置B为60 ℃。冷却到20 ℃时的残余应变见图7的右图。与450 ℃时相比(见图7的左图),A,B,C三个特征位置的等效塑性应变下降约10%~30%,塑性应变的分布形态也基本相同。
进一步对比发现,发生降温屈服的区域是由焊根、坡口、余高形成的不规则环状区域(坡口中部约1/4长度未闭合),而焊缝芯部并未发生降温屈服。
冷却后的残余热应力见图8,其左图为残余等效热应力,右图为残余轴向应力。焊缝残余等效应力均大于100 MPa。位置A,B的残余轴向应力为压应力,而位置C为接近屈服应力的拉应力。与450 ℃时的情况(见图3~5)相比,3个位置的轴向应力在冷却后均发生拉压逆转。降温后,整个焊缝处于环向受拉状态,应力数值在117~131 MPa之间,与高温时相比也发生了拉压逆转。
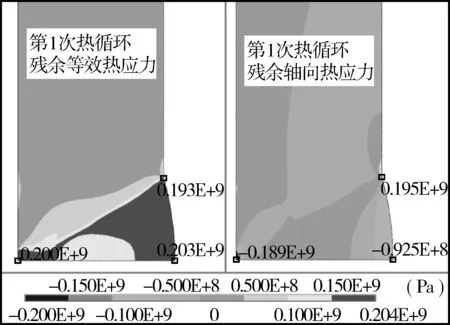
图8 残余等效应力和残余轴向应力云图
升温屈服、降温不等值反向屈服以及应力拉压逆转的存在,使得焊接接头处于非弹性安定状态。由于管道在使用过程中不可避免地存在启停操作,使得进行升温-降温热循环分析很有必要。但无论母材还是熔敷金属,在循环载荷作用下会表现出比如循环硬化或者循环软化、棘轮现象等复杂的特征[15-17];考虑熔敷金属以及热影响区材料化学成分差异且缺少在变温条件下的详细性能数据,并且本文分析仅限于考察局部热应力(没有施加其他工作载荷),因此,采用前述材料模型仅分析了3个热循环,来大致观察热应变的基本特征。
图9示出了在热循环过程中,位置A,B,C三个位置等效塑性应变(不包含热应变)随温度升降的变化曲线。
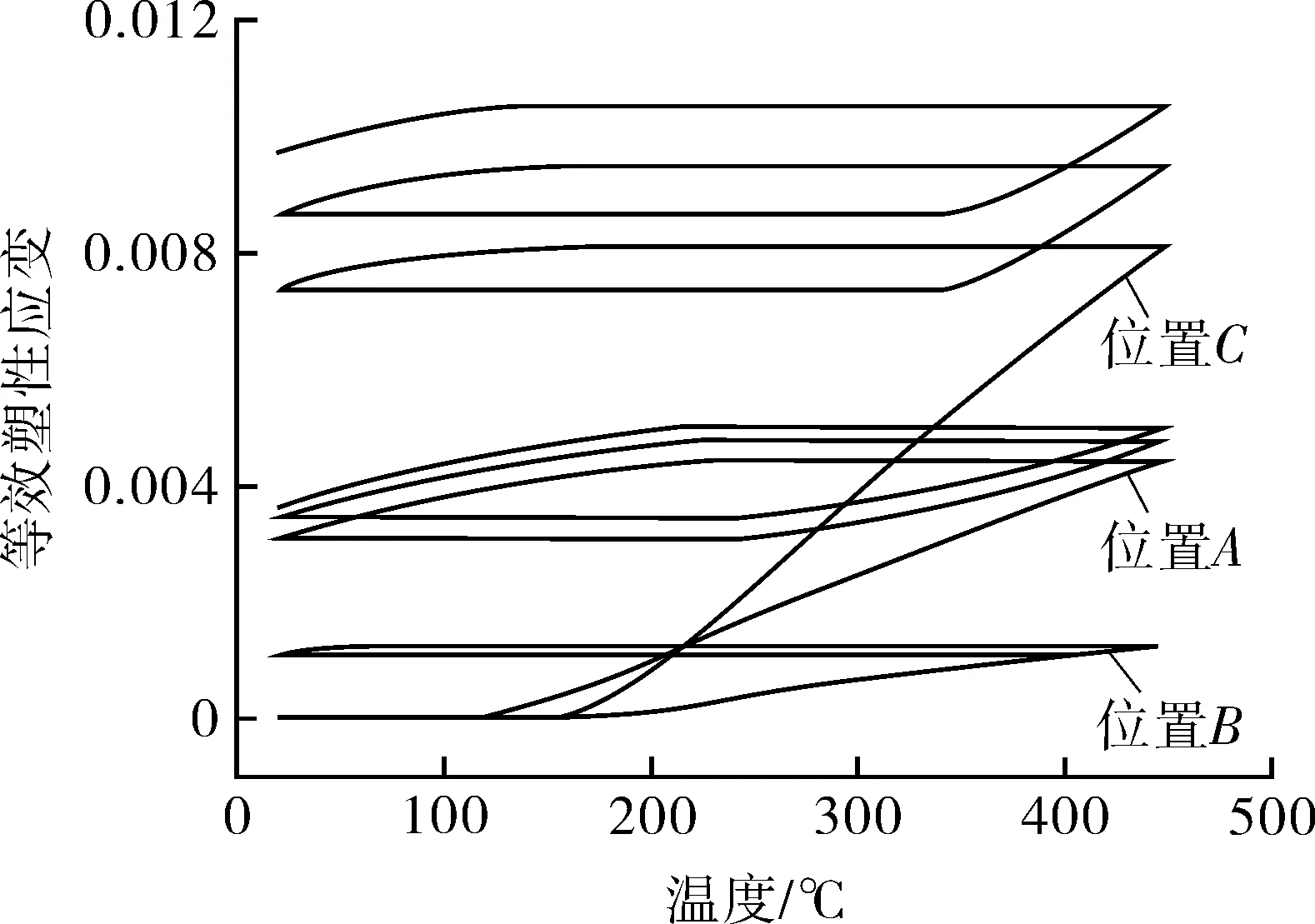
图9 等效塑性应变随温度循环的变化曲线
从图9可以看出,3个典型位置均出现了程度不同的塑性应变积累现象,以位置C最为明显;热循环之间的塑性应变增量有减小趋势,但单一热循环的升温-降温塑性循环量变化不大。由此可以推断,在热循环过程中,焊接接头存在热棘轮现象,随着热循环次数增加,可能会“收敛”于塑性安定状态。进一步观察发现,位置A和C是塑性循环最大的两个典型位置。
4 使用温度限制
弹塑性分析表明,在工作温度450 ℃时的升降温循环中产生了比较明显的热棘轮现象和交替塑性,对管道的安全运行构成威胁。为了寻求使焊接接头处于弹性安定状态的最高工作温度,降低工作温度至370,300,250,240,230 ℃,然后分别进行升温-降温循环分析,并观察首次热循环中,位置A和位置C在从工作温度冷却到20 ℃时产生的等效塑性应变,见表2。表2中也给出了焊缝各节点平均塑性应变变化值。
可见,工作温度为250 ℃或者更低时,降温过程中的塑性应变基本消失。可以认为,为了使焊接接头处于弹性安定状态,最高使用温度为250 ℃。注意到此温度高于前述升温过程中整个焊缝进入屈服时的温度(230 ℃)。
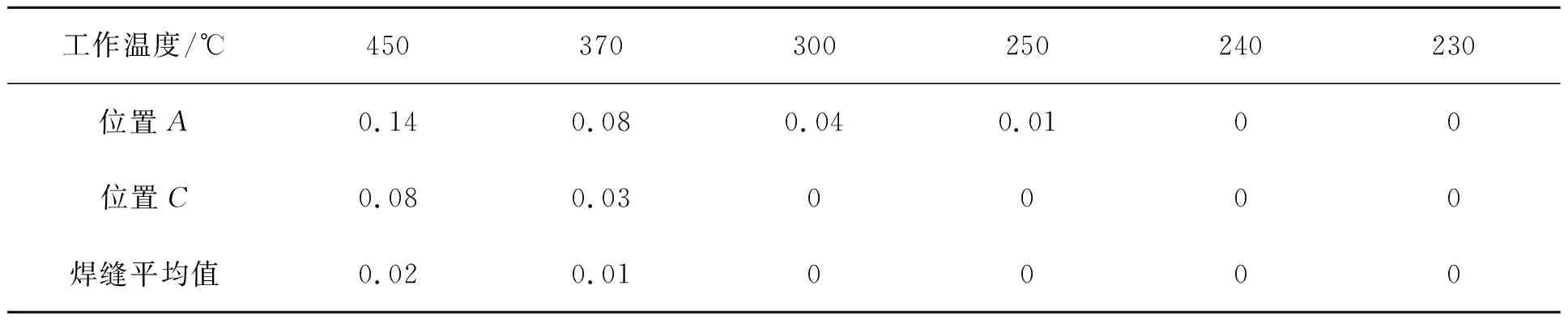
表2 从工作温度冷却到20 ℃产生的等效塑性应变 %
NB/T 47015—2011[10]中4.1.7 b)款规定,奥氏体高合金钢与低合金钢之间相焊,采用“可保证焊缝金属为奥氏体的不锈钢焊接材料”时的设计温度不能超过370 ℃;ASME ⅡC[11]SFA-5.4/SFA-5.4M的A7中也警告称工作温度超过370 ℃会引起脆化和开裂。对本文所述低合金钢之间采用奥氏体焊材的情况,工作温度为370 ℃时,仍会存在一定的棘轮现象和交替塑性,因此370 ℃的温度限制并不适用。
建立奥氏体不锈钢管与12Cr1MoVG之间采用奥氏体焊缝的弹塑性有限元分析模型,按照工作温度为450,370,360,350 ℃时进行热循环分析。观察A,B,C三个位置的塑性应变循环状况,发现A,B两个位置均处于弹性安定状态,位置C(取靠近12Cr1MoVG一侧的外侧焊趾)的塑性应变状况见图10。可见,工作温度为450 ℃时,热循环过程中存在明显的棘轮现象和交替塑性;而工作温度为370 ℃时,交替塑性幅度小于万分之一,已经非常微弱,可以认为处于弹性安定状态;当工作温度为350 ℃时,交替塑性完全消失。因此,从局部热应力角度,标准[10-11]中对异种钢焊接限制370 ℃的设计温度值是合理的,反过来说,此温度限制可以使得焊接接头仅在热应力作用时处于弹性安定状态,温度限制的准则是在局部热应力作用下焊接接头的弹性安定性。
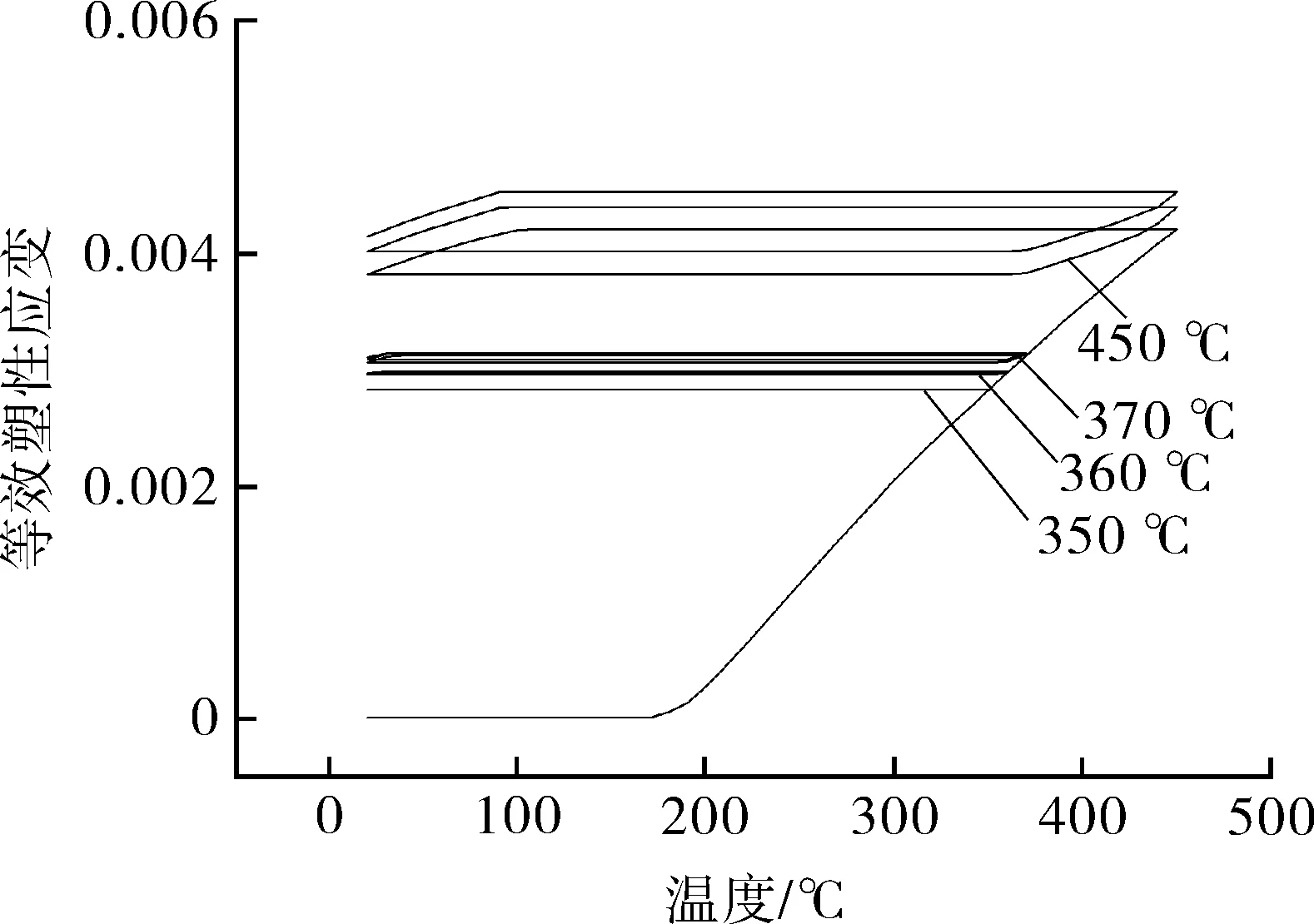
图10 位置C的等效塑性应变曲线
5 结语
基于一些简化条件,对含奥氏体不锈钢焊缝的12Cr1MoVG高温管道的局部工作热应力进行了弹性和弹塑性有限元分析,得出如下结论。
(1)工作温度450 ℃下,由于线膨胀系数等的差异,整个焊缝以及母材上邻近坡口的带状区域处于屈服状态;按照弹性应力的分类评定准则,热应力超出了许用限制值。
(2)最高工作温度为450 ℃时,启停过程中,仅热应力作用会使得焊缝出现热棘轮和交替塑性现象,使得发生疲劳开裂的可能性大大增加,内侧焊根和外侧焊趾两个位置可能首先发生开裂。
(3)基于弹性安定性准则,本文案例中焊接接头的允许使用温度上限为250 ℃,而NB/T 47015—2011标准中370 ℃的温度上限并不适用于本文案例。
对比分析了奥氏体不锈钢管材与12Cr1MoVG管材采用奥氏体焊缝的情形。结果表明,在标准[10-11]允许的最高使用温度(370 ℃)下,仅考虑局部热应力时,此种焊接接头处于弹性安定状态。
本文的工作是针对个案进行的,目的是揭示热应力的基本特征。应当注意到,低合金钢与奥氏体焊缝界面位置不可避免地存在硬化层和粗晶区,更高的使用温度还会出现碳元素由低合金钢向奥氏体焊缝方向迁移,在低合金钢一侧形成脱碳层,并可能伴随蠕变损伤。硬化层、粗晶区、脱碳层的材料性能有别于母材和焊缝主体,抗疲劳破坏能力可能较差,而且它们又处于应力应变循环剧烈区域,因此针对重要工程应用的数值预测还需要更加精细,比如采用实际试验得到的材料性能数据,采用包括熔合线、余高在内的实际几何形状,考虑必要的热瞬态、压力和其他载荷,对成型、焊接、热处理、超压试验、服役过程进行完整模拟等,以提高数值预测的可靠性。