探索美卓纸机改产超压厚度调整缓慢解决方案
2019-09-10封义浩
封义浩
维美德纸机超压,纸机在线的8辊7压区,可以快速加压、调整厚度平滑度,可以适应于多种纸种切换、工艺要求的切换。但在日常改产和生产断纸后容易出现厚度调整较慢,产生大量降等、废品为降低次品、废品量经过探讨研究发现厚度控制可以在
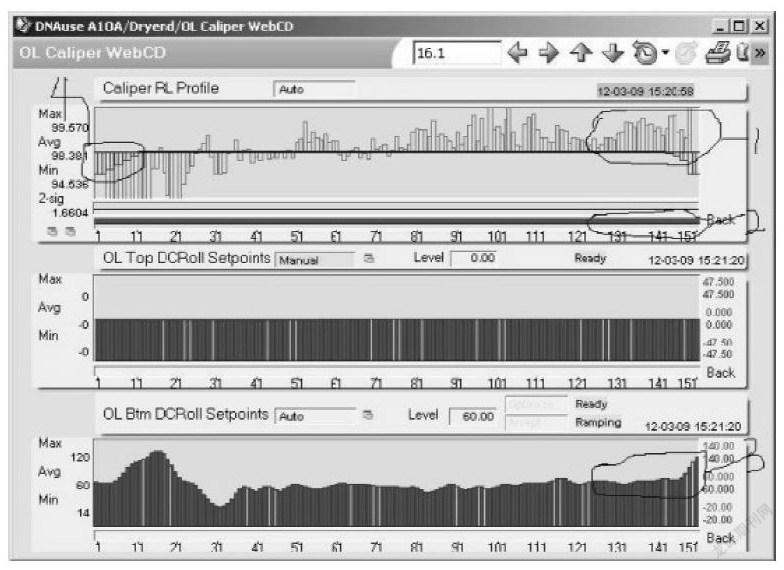
当改产改压区后超压厚度调整超过10分钟感觉仍然不好,两边还是高或者低时,可以进行手动操作干预(以下图传动侧过厚为例):
1、首先检查上图4-蓝色厚度补偿值是否合适,此补偿值是在目标值的基础上再加减(厚薄),可以从123号阀到151号阀将补偿值給到-0.1,-0.2,-0.4,-0.6,-0.7,-0.9,-1.0,。。。-1.6um,意思就是传动侧最边控制到比中间位置薄1.6um.
注意:厚度补偿尽量平缓到两边,避免122号补偿为零,123号补偿为-1.1,两个阀补偿偏差过大。
2、在上图2点击绿色区域,出来方框后将123号至151号区,全部打为手动。
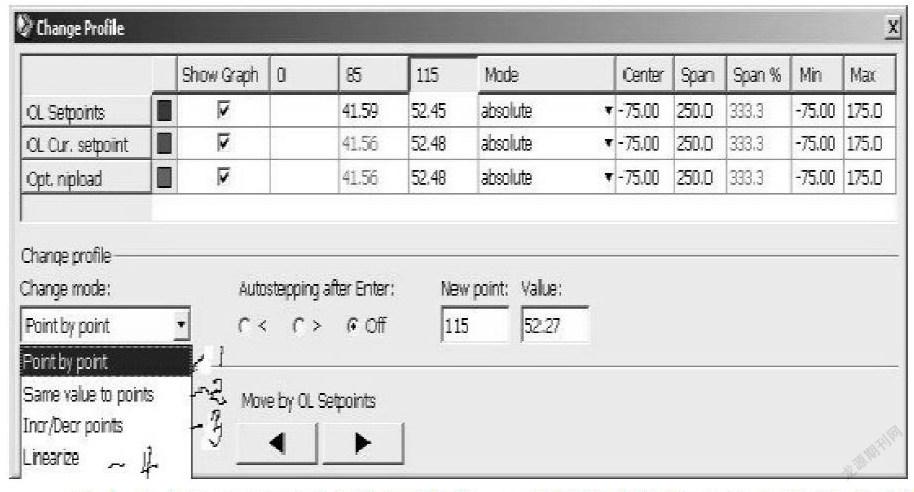
3、在上图3点击绿色模拟比例阀开度曲线后,选择对话框内四个选项:
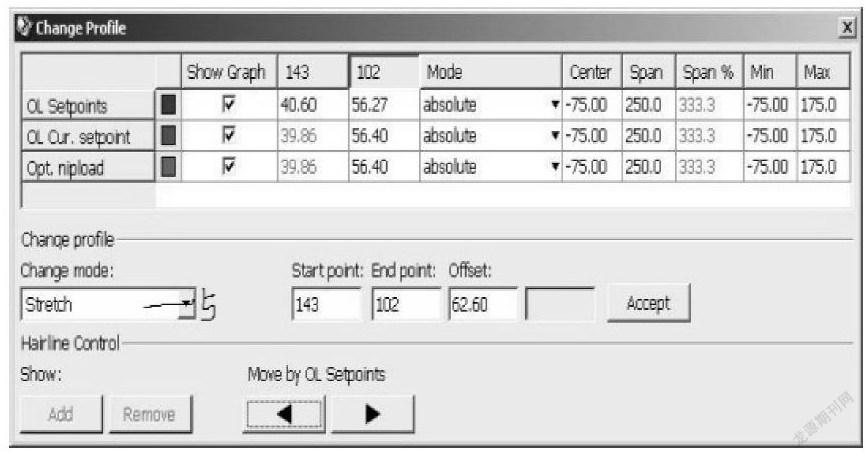
1为点对点输入需要比例阀开度值。2为同样的值输入给几号阀到几号阀的开度(也叫拉平)。5为拉动伸缩曲线:如图为102到143号区可以拉动中间的点调整
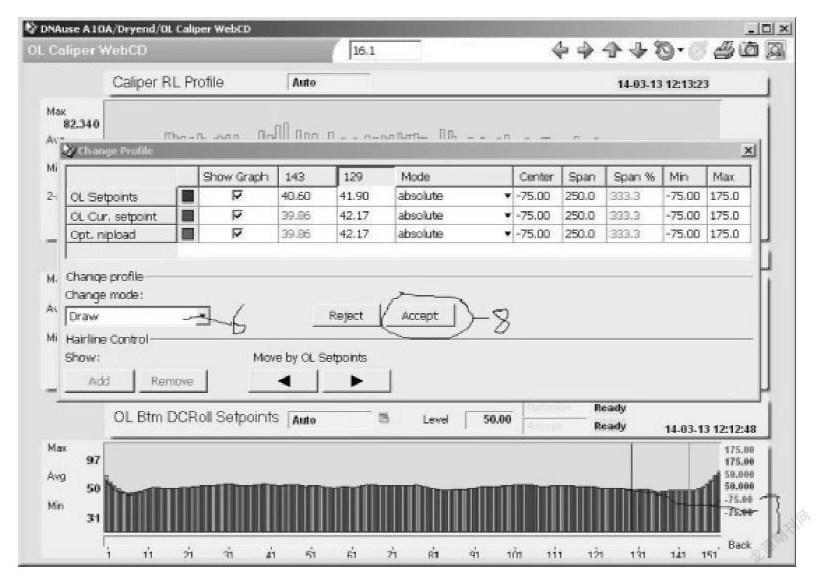
6为画图给予比例阀开度,传动侧123到151较厚所以如图-7画向下平缓的线,再点击图-8接受
注意:以上调整请一定要及时参考扫描架适时测量的曲线画面95.3.4,如果已经不厚了,及时打为自动控制。
经验总结:
1、从复卷压纸辊运行判断原纸两边是太后还是太薄,然后在16.1曲线上给定相应的蓝色补偿曲线。
2、95.3.4画面是实时的厚度曲线,多观察此画面;因为16.1画面滞后大约3分钟。
3、在出现改产、断纸调整比较慢后采用打手动,画曲线、点对点开、等,其中要首先改95.74.5画面左下角控制时间,然后及时观察95.3.4画面曲线,调整比例阀开度。
(作者单位:濮阳龙丰纸业有限公司)
