盘磨机磨盘生命周期内磨片失效的研究进展
2019-09-10杨瑞帆董继先刘欢郭西雅
杨瑞帆 董继先 刘欢 郭西雅
x摘要: 盘磨机的磨盘在磨浆的过程中极易受到磨损,磨盘生命周期内的磨损直接关系到磨浆的质量和磨盘的寿命。本文首先总结了盘磨机磨盘磨损及影响,然后着重阐述常见的磨片磨损模式,同时对磨片的防护进行了展望。
关键词:制浆造纸;盘磨机;磨片;磨损;研究进展
中图分类号:TS733+.3 文献标识码:A DOI:10.11980/j.issn.0254-508X.2019.11.009
Abstract: The plate of disc refiner is vulnerable to abrasion in the process of refining, and the wear of plate may not only cause a shorter plate working life but also a reduced refining efficiency and pulp quality. Firstly, the wear of the plate and its influence were summarized, then the common wear patterns were especially discussed. Finally, the protection of the plate from wearing was prospected.
Key words: pulp and paper; disc refiner; plate; abrasion; research progress
盘磨机由于磨浆质量好、稳定性强,可以应用于多种磨浆工艺,在制浆造纸中有着不可替代的地位,经历了60多年的发展,至今在磨浆中占绝对优势。目前,盘磨机在使用过程中存在能耗大、磨盘寿命短等问题,深入研究盘磨机磨盘的磨损具有一定的实际价值。
磨盘是盘磨机的关键部件,在机械磨浆过程中发挥着决定性的作用。磨浆时,主要是依靠动盘的高速旋转,产生巨大的离心力,不断地把齒槽中激烈湍动的浆料抛向磨浆面(齿面),使浆料纤维受到摩擦力、扭力、剪力等多种力的综合作用,将纤维剪切、分丝、细纤维化、扭曲和压溃[1]。
目前我国对于盘磨机磨盘的磨损研究较少,本文对国外盘磨机磨片的磨损理论和实验研究进行了分析、总结,对我国盘磨机磨盘磨损规律的掌握具有一定的指导作用。
1 磨盘的磨损及影响
磨盘被称为盘磨机的“心脏”,在磨浆过程起着决定性的作用。在使用过程中,磨盘通常会迅速劣化,这样不仅会缩短其使用寿命,还会降低磨浆的效率和纸浆质量。
国外已经有许多关于磨齿磨损对纸浆质量产生不良影响的研究[2-5],老化或磨损的磨片会切断更多的纤维,导致出现较低比例的长纤维和较高含量的细小纤维[6-7]。由于纸浆质量更多地取决于二段磨浆中的磨片条件,而不是一段盘磨机中的磨片条件,因此,如果磨盘工作到最大寿命时,纸浆性能下降非常快[8]。
1989年Strand等人[6]和Irvine[7]观察到磨盘表面条件对纸浆质量比能耗关系具有显著的影响。其中将比能耗定义为纸浆单位质量消耗的能量,更具体地来说,磨浆性能主要与磨齿前缘的磨损情况有关。
1990年Hietanen等人[9]发现,如果磨齿边缘磨损,沿着磨齿边缘的压力将在接触点或纤维之间的接触点切断纤维。1987年Leask等人[10]提出,盘磨机磨盘的磨片必须抵抗磨齿边缘的钝化,以获得所需的能量传递和磨浆效果。
1983年Pearson等人[11]预测,磨齿钝化将减少可用于磨浆的接触面,并增加磨浆强度,即每次冲击的比能量。而Leider等人[12]得出的结论是,磨片磨损会影响磨浆强度,这在纸张抗张指数的变化中可以看出。
1998年欧阳琳[13]分析了磨盘的磨损机理及对磨片材质的要求,将磨盘在分离纤维过程中的磨损分为: 摩擦磨损、疲劳磨损、磨粒磨损和腐蚀磨损等。
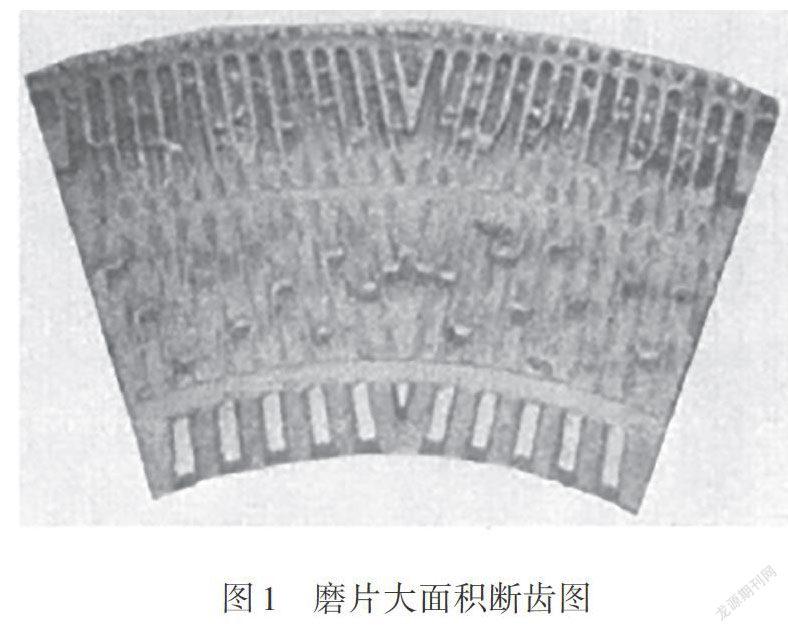
2002年向红亮等人[14]从微观和宏观两方面阐述了磨片磨损的几种形式和磨损机理,认为正常磨损是不可避免的,如摩擦磨损、冲蚀磨损等。非正常磨损主要为磨片大面积断齿具体形状如图1所示,通过严把磨片质量关和操作得当,非正常磨损完全可以避免。
综上所述,磨盘的磨损不仅影响到纸浆质量,还与磨浆效率、能耗和生产成本有关,特别是处于磨区磨齿前缘的损伤,对磨浆效果的影响很大。非正常磨损如断齿可以通过改善磨片工艺等方法避免,在目前实际生产出现较少。而正常磨损普遍存在于磨片生命周期的各个阶段,所以研究正常磨损的类型、原因和损伤程度有利于掌握其内在规律,对提高磨片使用效率,提升盘磨机性能具有十分重要的意义。
2 盘磨机磨片的生命周期与磨损类型
盘磨机磨片的生命周期是指磨片的更换周期,通常根据磨片的工作寿命分3个阶段:磨合期、正常磨损期和钝化期。新磨片更换后3~5天为磨合期,更换前3~5天为钝化期。在磨合期和钝化期内,纤维束 、碎料都会增加,纤维形态也不好, 且得率也降低。磨片钝化期还造成盘磨机电耗增加,从而增加成本。正常磨损期表面粗糙度适中,磨片受力较为均匀,损耗速度较慢。
磨片常见材料有多元合金、球墨铸铁、不锈钢、镍铬白口铸铁和高铬合金材质,目前国内磨片普遍采用不锈钢或合金铸铁为原料。较早之前,打浆中采用表面粗糙的砂轮磨片或玄武岩磨片,磨齿表面的粗粒或“微小磨齿”可以很好地提高纤维帚化,但因为强度问题使用受到一定限制,因材质脆性较大逐渐被金属磨片替代。
磨片的磨损是一个极其复杂的过程,取决于许多变量,如木材种类、切屑清洁度、比能耗、负载稳定性、浓度、酸碱度、稀释水和磨片设计[15]。目前,关于磨片失效分析的参考文献很少,对磨片的磨损过程仍然知之甚少。国外的研究人员进行一些磨片失效分析后,将磨片磨损归因于各种失效机理的组合,包括磨损、黏附、固体颗粒侵蚀、气蚀、液体冲击侵蚀和腐蚀。前5种属于物理磨损,其特点是接触面反复摩擦或纸浆多次冲击碾压造成磨片表面产生一个较高的接触应力,是磨盘表面持续塑性变形。腐蚀分为化学腐蚀和电化学腐蚀,其特点是磨盘表面与环境接触反应而引起的钝化膜失效,损耗较大。
目前,国内外还没有就不同磨片磨损方式的分类和定义达成统一的标准。Wasikowski等人[16]将磨片失效的类型分为:断齿、锯齿形磨损、摩擦磨损、汽蚀磨损、锈蚀磨损和卷边磨损共6类。Thompson等人[17]认为磨片的磨损可以定义为钝化、碰撞和腐蚀3种主要失效方式。此外,断齿主要是因为白口类磨片齿宽较小或存在铸造缺陷,从而造成打浆电流波动、电耗较高,这是一种相对罕见的磨片损坏形式。因此,重要的磨片磨损类型可以减少到3类:锯齿状、点蚀和边缘钝化状磨损。
2.1 锯齿状磨损
锯齿状磨损是指磨损发生在齿的顶端,通常朝向齿的边缘,有着很深的圆周槽。其特点是动盘和静盘的磨损形态呈啮合状,在严重锯齿状区域中检测到显著的加工硬化。关于锯齿状磨损的原因国外研究人员所持观点不一,Rideout等人[18]将这种形式的磨损归因于类似于电化学加工的局部腐蚀。Maslyuk等人[19]通过高应力磨损实验产生了类似于锯齿状磨盘上的磨损痕,认为磨片在工作时循环应力主要导致了锯齿状磨损的形成。Thompson等人[20]将磨盘锯齿状磨损的原因归结于磨浆时黏附和腐蚀机理。
在肉眼观测上,通常只有在粗磨和精磨区可以看到锯齿状磨损,而破碎区很少出现。此外与粗磨区相比,精磨区的锯齿状损坏严重得多。所有这些发现都归因于磨浆过程中的严重机械作用,而不是任何形式的腐蚀损坏。因此Rideout等人[18]提出了局部腐蚀理论似乎不太适用于盘磨机磨浆中遇到的大多数锯齿状磨损问题,所以磨片的锯齿状磨损主要归因于磨盘之间的碰撞。
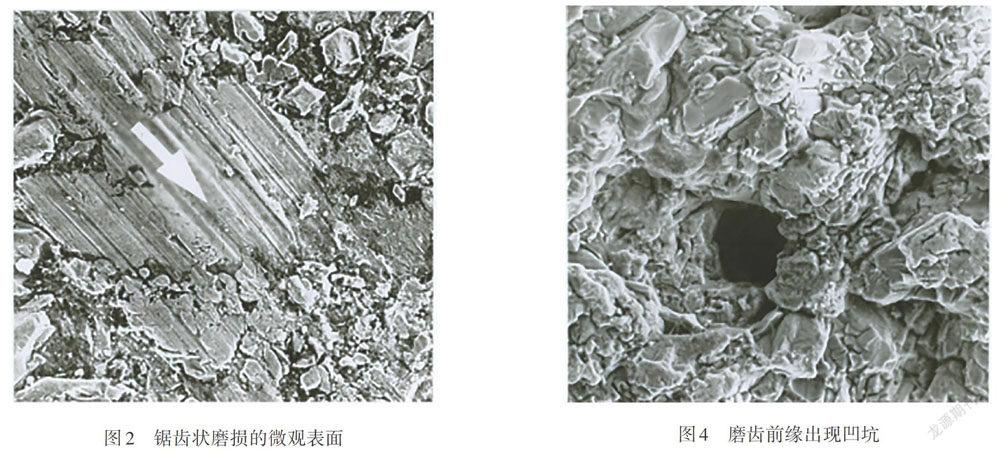
在微观尺度上,锯齿状磨片上的圆周切槽存在许多粗糙部分,图2为锯齿状磨损处的扫描电子显微镜图。由图2可以看出,磨齿表面不是完全光滑的。在磨盘冲撞过程中,每块磨片都可以通过自身表面的粗糙来切割或犁削对应物的表面,许多剥落的碳化物和夹带的砂粒从磨齿表面层移除的碎片可能不会立即移出磨区,相反它们可以嵌入其所在的接触面并切割另一个,所以引起许多切槽具有非常锋利的边缘,且还有助于锯齿状磨损的圆周开槽[21]。
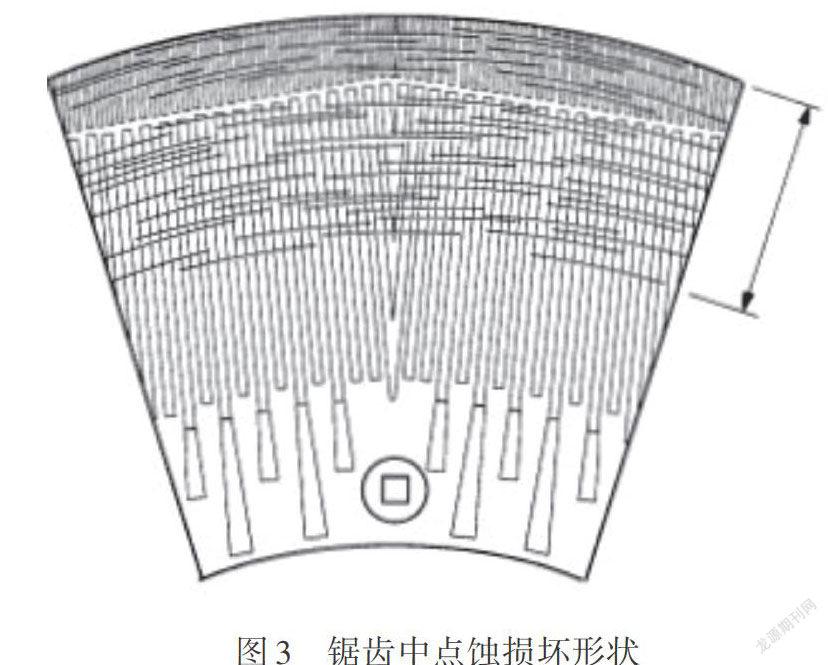
在测量方法上,随着工作时长的增加,在磨片使用寿命75%之后,总锯齿面积分数先增加后略有下降,这主要是由于中后期磨片中的点蚀损坏造成的,其形状如图3所示。相比于锯齿区分数,锯齿状宽度区域是判断磨片锯齿损伤程度的更好测量方法。
2.2 点蚀
磨齿的点蚀是指磨齿的前缘出现劣化的凹坑,如图4所示,且往往能延伸到所有3个磨浆区域。空化磨损过程已被广泛接受为点蚀的原因[22],液体冲击侵蚀和局部腐蚀也被认为是影响因素。Thompson等人[20]通过实验再现了点蚀损伤特征,并且还指出由于气蚀强烈依赖于pH值,因此酸碱度可以大大加速点蚀损伤。如果磨盘表面上存在水,由于盘磨机精磨区的工作温度高,水将始终被闪蒸成水蒸气,在磨浆过程中产生许多气泡。在磨齿交错的过程中遇到纸浆或液体冲击时,这些气泡会在高压下坍塌,导致空化失效[23]。所以精磨区的点蚀也受液体冲击侵蚀的影响。
在磨区和破碎区都会發生点蚀磨损,且沿着磨齿的前缘最严重。在磨浆期间,磨齿前缘通常受到比磨盘表面上的其他区域更高的工作负荷,所以在磨齿前缘附近的点蚀损伤显然主要归因于某种类型的机械作用而不是腐蚀。磨齿的顶部虽然也承受非常高的工作负荷,但基本上没有严重的点蚀,可能是因为锯齿状或更严重的磨盘损坏模式主导了磨齿顶面的劣化。磨区的点蚀通常不会对磨片的性能造成很大的危害[16]。此外,点蚀发生晚于锯齿,点蚀损坏通常发生在磨齿寿命的后期。这使得点蚀的发生可能需要相当长的潜伏期,在此期间,磨齿前缘反复变形,并在循环应力作用下硬化,这种应力是通过纸浆在磨齿交错期间产生的局部流体压力脉冲或蒸汽压力脉冲引起[21]。因此,点蚀可能是疲劳机制引发的磨损过程。
在各磨浆区域中,点蚀磨损的凹坑面积分数随着使用时间的增加而增加。在精磨区中的凹坑区域和锯齿区域可以彼此重叠,点蚀损坏度不能很好地由凹坑面积分数反应。如图5所示的磨齿凹痕前缘分数,即各磨齿前缘点蚀长度与总磨齿长度之比,来作为点蚀磨损严重程度的指标。
2.3 边缘钝化状磨损
边缘钝化状磨损与点蚀磨损类似,也主要发生在齿的边缘,是指磨齿边缘的锐度损失,磨齿边缘钝化宽度随着磨盘使用时间的增加而增加。其特点是磨齿前缘的表面特征与锯齿形磨损齿顶部的“粗糙区域”非常相似[21],具体微观形貌见图6。图6中仍然没有严重的表面变形和开裂。点蚀和边缘钝化状磨损的发生部位可能有所重叠,但它们通常分别发生在磨盘工作的早期和晚期。判断磨齿发生边缘钝化程度时,可以通过测量最大表面位移来表示,如图7所示。
Clayton等人[24]认为磨齿边缘钝化是磨片磨损类型中最常发生的,其原因是在初段盘磨中有更多的外来研磨剂如二氧化硅等。正如Kurdin[25]所指出的,盘磨机内部产生的蒸汽在高压条件下,会朝着压力降的任何方向移动,产生很大的湍流,而磨齿边缘最为严重。为了使纤维更好地分丝帚化,盘磨机中必须加有一定量的磨料。国外的研究人员提出,木屑中夹带的硅砂(SiO)或砂砾在盘磨机磨片的边缘钝化损伤中起主要作用[26]。此外密度较高的木材通常具有较厚的细胞壁和较小的管腔尺寸,因此在剪切或压缩时表现出较低的柔韧性和可压缩性。在磨浆过程中,密度较大的木材会比密度较低的木材吸收更少的机械能[27],施加在较致密木屑上的大部分工作负荷可以直接转移到磨盘上以引起磨齿边缘磨损。
实验证明[21],在磨盘15%的使用寿命后,没有发现明显的磨齿边缘钝化现象,而在接下来60%的磨盘使用寿命期间几乎产生100%的损坏。在最后1/4的使用寿命中,基本上没有出现新的钝化损坏。因此,与锯齿状或点蚀损伤不同,在磨盘使用寿命的中期,边缘钝化似乎最严重。一方面,由于磨齿边缘的锐度损失,施加在磨齿前缘上的工作应力会随着使用时间的增加而迅速减小。另一方面在开始时虽然存在较高的应力,但磨料量不足,而在磨盘使用寿命的后期虽然磨料含量较高,但工作应力显著降低。因此,当工作应力和磨料含量足够高时,在磨盘使用寿命中期会出现最高的磨齿边缘钝化率。
3 磨片磨損的防护措施
目前,我国已经有许多家投产的磨片厂商,正在逐渐弥补需要依赖国外进口供应的短板,市场已逐渐转向以客户为导向,产品的质量和成本成为主要的竞争手段。所以提高磨片的使用寿命是大势所趋,也是响应国家号召节能减排的一种方式。笔者在查阅国内外文献后,总结出磨片的使用寿命主要可以从以下几方面提高。
3.1 采用等离子喷层
由于通常盘磨机磨片的工作面对磨浆过程具有决定性的作用,因此有时为了减少成本不必优化整个磨片的材料,这样也具有一定的便捷性。更重要的是,对于由铸造合金制成的磨片,改进的冶金工艺在使用过程中不一定会制造出合格的表面性能,反之亦然。等离子喷层可以同时有效地修改磨片工作表面的材料和纹理[21]。由于等离子射流具有很高的颗粒速度和温度,可以获得优良的涂层质量,如应用爆炸喷涂工艺将钴碳化钨粉末均匀牢固地涂于磨片表面,可以有效地提高磨片的使用寿命[27]。
3.2 加强磨前原料中的硬杂质处理
原料的除杂情况对磨片的工作寿命存在影响。由于白水的内循环使用,系统中可能会形成对磨片造成很大损伤的沉淀,造成打浆质量迅速下降,且对磨片表面进行长期磨损,因此应对原料进行化学清洗。采用颠簸筛洗新工艺的脱水机,达到高度洗涤效果,保持浆料的纯洁度,同时对后续工艺设备起保护作用,能使高浓磨盘磨片由星期磨损减缓至月磨损[28]。
3.3 探索先进磨片铸造成型方法
目前国内高铬铸铁磨片普遍采用砂型铸造,磨片表面尺寸精度低,质量不稳定。采用铁型覆砂铸造技术,在铁型型腔和铸件外壁之间覆上一层覆膜砂,铸件的冷却速度介于砂型铸造和金属型铸造之间[29],从而影响了磨片金相组织中的碳化物形态、大小和数量,有利于进一步提高磨片耐磨性和使用寿命。
3.4 合理保养
盘磨机在使用的过程中,尤其是磨盘的长时间工作,会带来很严重的磨损。所以在日常的使用过程中,可以通过对木片的预处理、磨片的更换周期、磨盘间隙的检测和日常的清洁等控制来达到效益的最优化模式。
4 总 结
盘磨机作为机械制浆的典型设备,适应范围广,灵活性强,但能耗较大。由于其设计原理与运行机制,磨片的磨损不可避免。通过对国内外盘磨机磨片磨损影响和具体类型进行综述,从多个角度提出延长磨片使用寿命的方法,对磨浆过程节能降耗、提质增效具有积极意义。
参考文献
[1] Bian Li-ping, Liu shun-xi, Pu Yun-qiao, et al. Appraisal of a disk refiner performance[J]. World Pulp & Paper, 1997(1) : 28.卞立平, 柳顺熙, 蒲云桥, 等. 盘磨机磨浆性能的评价[J]. 国际造纸, 1997(1) : 28.
[2] Mihelich W G, Wild D J, Beaulieu S B, et al. Single-Stage Chip Refining-Some Major Operating Parameters and Their Effects on Pulp Quality[J]. Pulp and Paper Magazine of Canada, 1972, 73(5) : 78.
[3] Nystrom E W, Okell R H. Sawdust Refining at Crofton[J]. Pulp and Paper Magazine of Canada, 1969, 70(4) : 83.
[4] Beath L R, Mihelich W G, Wild D J. Refiner Groundwood-Costs Associated with Plate Life[J]. Pulp and Paper Magazine of Canada, 1970, 71(8) : 73.
[5] Johnsson B, Hill J. PQM Technology and Its Application in Pulp and Stock Process Control[J]. IFAC Proceedings Volumes, 1983, 16(21) : 29.
[6] Strand B C, Mokvist A. On-line Modelling of Refiner Performance[J]. Pulp & Paper Canada, 1989, 90(12) : 216.
[7] Irvine G M. The significance of the glass transition of lignin in thermomechanical pulping[J]. Wood Science and Technology, 1985, 19(2) : 139.
[8] Skinnar R. Optimization Strategies of the TMP-System at the Kotka Mills[J]. Pulp & Paper Canada, 1984, 85(12) : 125.
[9] Hietanen S, Ebeling K. A New Hypothesis for the Mechanics of Refining[J]. Paperi ja Puu, 1990, 72(2) : 172.
[10] Leask R A, Kocurek M J. Pulp and Paper Manufacture Volume 2: Mechanical Pulping[J]. The Canadian Journal of Chemical Engineering, 1988, 66(6) : 1037.
[11] Pearson A J, Qian Y, Tessier P. Process modelling and optimization of systems with imprecise and conflicting equations[J]. Engineering Applications of Artificial Intelligence, 1993, 6(1) : 39.
[12] Leider P J, Nissan A H. The Mechanical Treatment of the Fibers[J]. Tappi Journal, 1977, 60(10) : 85.
[13] Ouyang Lin. Abrasiveness,Properties and Economic Analysis of Defibrator Discs[J]. China Wood Industry, 1998(5) : 25.欧阳琳. 热磨机磨片的磨损、材质及经济分析[J]. 木材工业, 1998(5) : 25.
[14] XIANG Hongliang, LUO Jirong, SONG Xiangjun. New Manufacture Process of Refiner Plate[J]. China Pulp & Paper, 2002, 21(6) : 4.向红亮, 罗吉荣, 宋象军. 热磨机盘磨磨片失效分析[J]. 中国造纸, 2002, 21(6) : 4.
[15] Bayer R G , Baker D , Ku T C . Abrasive wear by paper[J]. Wear, 1968, 12(4) : 277.
[16] Wasikowski P L. Failure Modes and Requirements for Refiner Plate Alloys Used for Thermo-Mechanical Pulping[J]. Canadian Pulp and Paper Association, 1987, 5(24) : 189.
[17] Thompson C B, Garner A. The Resistance of Refiner Plate Alloys to Bar Rounding[J]. Tappi Journal, 1988, 71(6) : 95.
[18] Rideout D J, Hopkins R M, Molgard J. Corrosion and Wear of Plates in the Production of Refiner Mechanical Pulp[J]. Pulp & Paper Canada, 1982, 83(5) : l34.
[19] Maslyuk V A, Napara-Volgina S G. Layered Powder Metallurgy Wear-and Corrosion-Resistant Materials for Tool and Tribological Applications. Structure and Properties[J]. Powder Metallurgy & Metal Ceramics, 2003, 42(3/4) : 122.
[20] Thompson C B, Garner A. Wear Characteristics of Refiner Plates[J]. Pulp & Paper Canada, 1987, 88(8) : 80.
[21] Jia Yuding. Failure analysis and material evaluation of TMP refiner plates[D]. America:Oregon Health & Science University, 1996.
[22] Kettunen P O. Wear and Corrosion Resistant Materials for Refiner Blades[J]. Pulp and Paper Industry, 1983, 5(24) : 98.
[23] Thompson C B, Garner A. The Metallurgy and Wear of Refiner Plate Alloys[J]. Tappi Proceedings, 1985, 5(6) : 223.
[24] Clayton P M, Scholl Christensen D. Improving TMP Refiner Plate Performance by Surface Engineering[J]. Forest Products Labora-tory Preliminary Report, 1989, 8(6) : 56.
[25] Kurdin J A. Refiner Plates in Mechanical Pulping[J]. TAPPI Proceedings, 1986, 4(14) : 689.
[26] Bayer R G. Aspects of Paper Abrasivity[J]. Wear, 1984, 100(1/3) : 517.
[27] ZHANG Hui, LI Zhongzheng. Reaserch Progress and Trend of Disc Refiners Technology[J]. China Pulp & Paper,2007,26(10) : 40.張 辉, 李忠正. 盘式磨浆机技术研究进展与趋势[J]. 中国造纸,2007,26( 10) : 40.
[28] LIU Chao-feng, PEI Xu-ming, LIU Jian-xiu, et al. The methods to extend the service life of disc plate for pulping equipment by optimal processes[J]. China Pulp & Paper Industry, 2009, 30(16) : 71.刘超锋, 裴旭明, 刘建秀, 等. 工艺优化延长磨浆机磨片寿命的方法[J]. 中华纸业, 2009, 30(16) : 71.
[29] WU Jiang, PAN Dongjie, HUANG Liequn, et al. Application and Development of Refiner Plate of Defibrator[J]. Foundry Technology, 2015(10) : 2443.吴 江, 潘东杰, 黄列群, 等. 我国热磨机磨片的研究应用及发展[J]. 铸造技术, 2015(10) : 2443.
(责任编辑:董凤霞)
